Com cuinar amb soldadura: una guia completa per a principiants

Una costura de soldadura és una de les formes més fiables de connectar peces. S’utilitza a la indústria i a la vida quotidiana. Cada artesà de casa utilitza soldadures de tant en tant. Bé, si sap cuinar ell mateix, però sovint ha de recórrer a especialistes. Però és possible aprendre soldadura. Hauríeu de començar pel més senzill: la soldadura elèctrica per a principiants és, en primer lloc, la formació per fer diverses costures. Un treball més complex només es pot fer amb experiència. Analitzem els fonaments bàsics de la tecnologia i alguns trucs del procés de soldadura, així com els equips i materials emprats.
Contingut
Tipus de màquines de soldadura
Per a la correcta elecció de la màquina de soldar, cal tenir en compte tots els avantatges i els contres de diversos tipus i models de soldadores.
Transformadors - els dispositius més simples i tradicionals, de pes bastant pesat, fabricats sobre la base d'un transformador reduït, que aporta el valor de tensió al valor necessari per a l'operació. Una característica dels transformadors és que funcionen amb corrent altern, la qual cosa crea un arc inestable. En combinació amb una quantitat més gran d’impureses d’escòria i gas, aquest arc contribueix a polvoritzar metalls i fa malbé l’aspecte de la costura. Un soldador experimentat amb habilitats en un transformador pot crear una costura d'alta qualitat amb un dispositiu com aquest.

Màquina simple accionada per corrent altern
Rectificadors - soldadors capaços de convertir corrent altern per dirigir i reduir la tensió de xarxa mitjançant diodes semiconductors. El corrent directe dóna un arc estable i permet que la soldadura sigui homogènia i hermètica, forta i bella. El rectificador és universal, tot tipus d’elèctrodes són adequats per a això, es poden cuinar tot tipus de metalls amb aquest aparell: acer inoxidable, alumini, coure, titani, diversos aliatges.

Una màquina de soldadura universal apta per a tot tipus d’elèctrodes
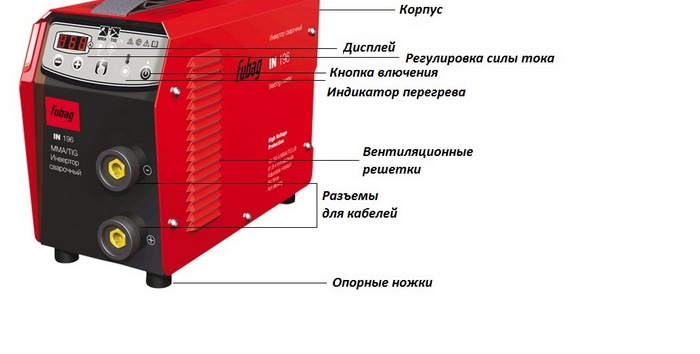
Inversors - Són molt populars perquè són lleugers, tenen una funcionalitat excel·lent i tenen una configuració automatitzada. Aquestes característiques tècniques permeten als principiants treballar-hi. El disseny de l'aparell inclou una sèrie d'unitats que converteixen el corrent altern de la xarxa en corrent directe d'alta potència. L’avantatge d’aquest tipus de soldadores és:
- la capacitat de sintonitzar;
- realitzar una àmplia gamma de tasques;
- arc estable;
- resistència a les pujades de poder;
- soldadura d'alta qualitat, costura llisa;
- treballar amb tot tipus d’elèctrodes;
- connexió de tot tipus de metalls de qualsevol gruix i posició a l’espai.
- Té funcions addicionals que impedeixen que s’enganxi l’elèctrode i la caiguda de llàgrimes;
- la capacitat d’incendre l’electrode a l’alimentació màxima de corrent;
Entre els menys podem destacar:
- la necessitat d’eliminar freqüentment de pols;
- longitud limitada del cable igual a 2,5 m;
- la incapacitat de treballar a temperatures de l'aire per sota de - 15 graus.

Inversor adequat per a soldadors novells
Dispositius semi-automàtics - N’hi ha de dos tipus. Els primers augmenten la productivitat de les soldadures mitjançant l’alimentació contínua del filferro. En aquest cas, no cal canviar constantment els elèctrodes. La costura és llisa, contínua i sense defectes. Els segons treballen en un entorn gasós, per a això utilitzen oxigen, nitrogen i diòxid de carboni, i també argó i heli. La soldadura de gas presenta els avantatges següents:
- una unitat està dissenyada per funcionar tant amb gas com amb cable;
- excel·lent qualitat i estètica de la costura;
- arc llis estable;
- alta funcionalitat;
- la capacitat de soldar juntes complexes.

Amb aquesta màquina, podeu fer una soldadura de gran qualitat
Què serà necessari per al treball d’un soldador novell
En primer lloc, cal preparar equipament i roba de treball.
Eines i equips de protecció
Definitivament necessitareu una màquina de soldar, un conjunt d’elèctrodes, un martell i un cisell per escorreu escòria, un raspall metàl·lic per a la neteja de les costures. S'utilitza un suport elèctric per subjectar, subjectar l'elèctrode i subministrar-lo al corrent. També cal un conjunt de plantilles per comprovar la mida de la costura. El diàmetre de l'elèctrode es selecciona en funció del gruix de la xapa metàl·lica. No oblideu la protecció. Estem preparant una màscara de soldadura amb un filtre especial que no transmeti rajos infrarojos i protegeix els ulls. Les pantalles i els escuts realitzen la mateixa funció. Vestit de lona, que consisteix en una jaqueta de màniga llarga i pantalons llisos sense solapes, cuir o sabates de feltre per a protecció contra esquitxades metàl·liques i guants o mittens, lona o camisa amb superposició a les mànigues. Una roba tancada directa i directa impedeix que el soldador tingui metall fos en el seu cos.
Hi ha equips especials de protecció que s’utilitzen per treballar a altures i dins d’objectes metàl·lics quan es treballa en posició propensa. En aquests casos, necessitareu botes dielèctriques, casc, guants, catifes, coixins de genolls, reposabraços, i per soldar a gran alçada necessitareu un cinturó de seguretat amb tirants.

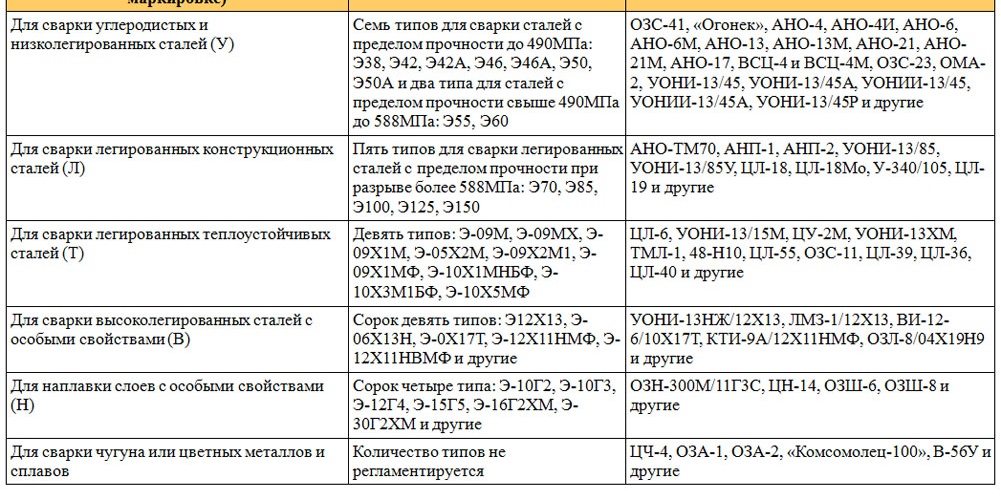
Quins elèctrodes triar
Els elèctrodes compten amb diferents tipus i marques. Això es deu a la necessitat de seleccionar el metall de les parts connectades i el mateix elèctrode metàl·lic.
Cada elèctrode té una marca que proporciona al soldador tota la informació necessària. Aprendre a llegir marques és fàcil.
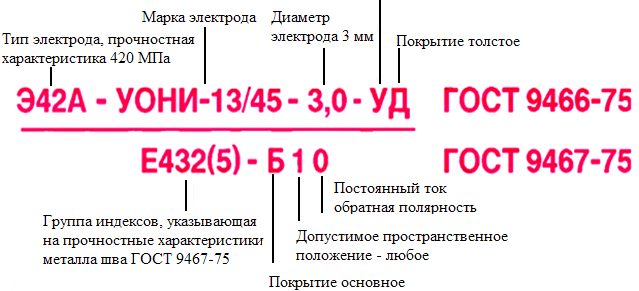
Marcatge especial indicat als elèctrodes
Sovint estan revestits amb diversos recobriments al damunt, cosa que proporciona als elèctrodes les propietats necessàries per soldar diferents metalls i condicions de treball. A continuació, es mostra una taula de classificació dels elèctrodes per tipus de recobriment i les característiques d'aplicació.
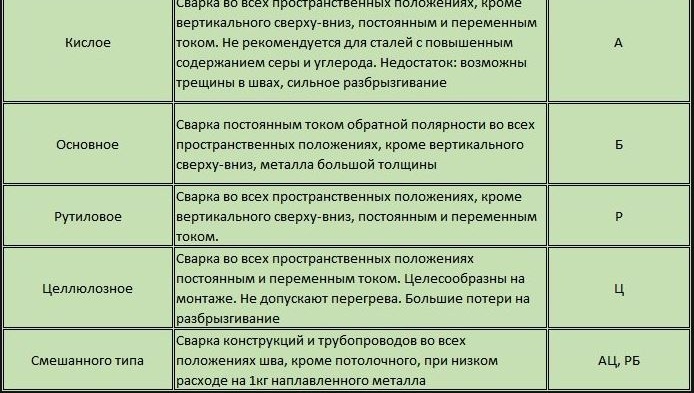
El recobriment especial proporciona als elèctrodes propietats especials necessàries per soldar diversos metalls
La classificació dels elèctrodes per tipus i finalitat es reflecteix en l’etiquetatge del producte.
Els elèctrodes varien segons el tipus i la finalitat.
Tipus de soldadures
Les soldadures de connexió es divideixen per ubicació, força, tecnologia, característiques de disseny. Tipus d'ubicació de les costures:
- Més baix. El més senzill i convenient, gràcies a la força de gravetat, el metall omple el buit entre les parts. Aquesta és la costura més resistent i econòmica.
- Horitzontal. Les peces són perpendiculars a l'elèctrode i la costura corre horitzontalment. Part del metall surt de la zona de soldadura i l’elèctrode es consumeix més ràpidament.
- Vertical.En aquest cas, les peces també són perpendiculars a l'elèctrode, però la costura es forma verticalment. El metall fos tendeix a baixar, el consum d'elèctrodes és important.
- Inclinat. El moviment de la mà del soldador s’inclina. S'utilitza per a juntes de cantonada i te.
- La costura del sostre està situada per sobre del mestre.
Separació del disseny:
- Butt L’articulació contundent és força duradora i econòmica, no distorsiona la superfície de l’articulació. Aquesta és una connexió universal.
- Col·loca peces de soldadura quan no hi ha prou espai per soldar-se amb culata. El gruix de les peces no ha de ser superior a 8-10 mm.
- Es recomana soldar els dos costats de soldar el filet, mentre que les peces estan situades en un angle entre si. Aquesta costura no és fàcil de realitzar a causa de l’augment de la zona afectada per la calor i l’elevat consum d’elèctrodes.
- L’articulació en T és una costura angular on les planes de les parts estan soldades perpendicularment. La costura es forma per dos costats, és força complicada.
- Una costura per a reblons elèctrics s’utilitza quan no cal cap costura hermètica, és la més econòmica i poc clara.
La soldadura es pot fer en una sola capa o en diverses capes per a peces gruixudes.
Com aprendre a cuinar soldant - Guia per a principiants
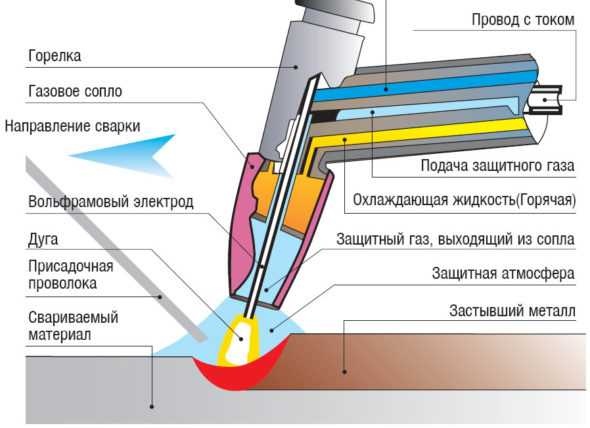
La soldadura és un procés d'alta temperatura. Per a la seva implementació, es forma un arc elèctric i es manté des de l'elèctrode fins al producte soldat. Sota la seva influència, el material base i la barra metàl·lica de l'elèctrode es fonen. Els especialistes asseguren que es forma una piscina de soldadura, en la qual es barreja el metall base i l'elèctrode. La mida del bany format depèn directament del mode de soldadura seleccionat, la posició espacial, la velocitat de l’arc, la forma i la mida de la vora, etc. De mitjana, la seva amplada és de 8-15 mm, longitud 10-30 mm i profunditat - uns 6 mm.
El recobriment de l’elèctrode, l’anomenat recobriment, durant la fusió forma una zona especial de gas a la regió de l’arc i a sobre del bany. Desplaça tot l’aire de la zona de soldadura i evita la interacció del metall fos amb l’oxigen. A més, conté parells de metalls de base i elèctrodes. L’escòria es forma a la part superior de la soldadura, cosa que també impedeix la interacció de la fosa amb l’aire, cosa que afecta negativament la qualitat de les soldadures. Després de l'eliminació gradual de l'arc elèctric, el metall comença a cristal·litzar-se i es forma una costura que combina les parts soldades. Al damunt hi ha una capa protectora d’escòria, que posteriorment s’elimina.

Durant la costura de soldadura, el recobriment dels elèctrodes es fon, formant una zona especial de gas. Al seu interior, el metall base i l'elèctrode es barregen
El millor és que els soldadors novells obtinguin la primera experiència sota l’orientació d’un especialista que pugui corregir possibles errors i donar consells útils. Comença la feina assegurant la peça de manera fiable. Per a la seguretat contra incendis, heu de posar un cubell d’aigua a prop vostre. Per la mateixa raó, és impossible realitzar treballs de soldadura sobre una base de fusta i deixar de banda residus molt petits de l'elèctrode usat.
Connexió de màquines de soldadura
Perquè la soldadura funcioni de manera segura, heu de connectar la màquina a la xarxa, seguint les regles següents:
- Primer heu de comprovar la tensió i la freqüència de corrent. Aquestes dades han de ser les mateixes a la xarxa i al dispositiu.
- Fixem el valor calculat de la potència actual a la soldadora, que hauria de correspondre amb el diàmetre de l'elèctrode seleccionat. Si el bloc de l'soldador configuració us permet seleccionar el voltatge, cal establir immediatament. La connexió es realitza mitjançant un endoll especial i una caixa de terra.
- Fixeu de manera segura el terminal de terra. Comproveu que el cable quedi aïllat i fixat amb cura en un suport especial.
- Assegureu-vos de comprovar totes les connexions, cables, endolls.
- Podeu utilitzar un cable d'extensió especial que es connecti sense connexions intermèdies.
- A les cases més grans amb un cablejat deficient, es poden produir caigudes de tensió. Atura el procés i pot danyar els equips de soldadura. En aquest cas, necessiteu un generador elèctric que proporcione tensió a nivell operatiu.
La soldadora és senzilla
Com triar el corrent adequat
El corrent de soldadura és un important indicador de soldadura i determina el tipus i la naturalesa de la costura i el rendiment del treball. Com més gran és el corrent, més estable és l’arc i major serà la profunditat de penetració. La força actual depèn de la ubicació de les peces a l'espai i de la mida de l'elèctrode. El valor més alt es defineix per soldar peces horitzontals. Per a juntes verticals, el valor actual s'aplica un 15% menys, i per a juntes de sostre - un 20%.
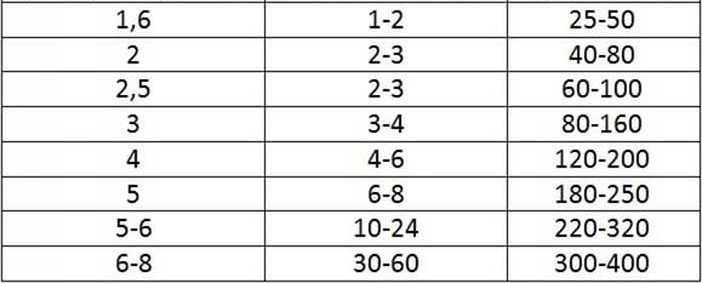
La força actual depèn de la ubicació de les peces i de la mida de l'elèctrode
Com encendre un arc
La primera manera és tocar. Per fer-ho, instal·leu l’elèctrode en un angle d’uns 60 ° respecte al producte. Mantingueu-los lentament a la superfície. Haurien d’aparèixer espurnes, ara toquem el metall amb l’elèctrode i el posem a una altura no superior a 5 mm.
Si l'operació es va realitzar correctament, l'arc s'il·luminarà. S'ha de mantenir una escletxa de cinc mil·límetres durant tota la soldadura. Cal tenir en compte que amb les soldadures adequades del metall per soldadura elèctrica, l’elèctrode s’anirà cremant gradualment, de manera que s’està lleugerament més a prop del metall. L’elèctrode s’ha de moure lentament, si de sobte s’enganxa, haureu d’anar girant lleugerament cap al lateral. Si l'arc no s'encén, pot ser necessari augmentar la força actual.
El segon camí és sorprenent. Cal portar l’elèctrode a la superfície de la peça i colpejar-lo per la part, com si estiguessis encenent un llumí. És possible facilitar l’encesa de l’elèctrode arrebossant des de la seva vora.
Inclinació i moviment de l'elèctrode
Després que es pugui encendre i mantenir l’arc sense problemes, és hora de procedir a la fusió del corró. Encenem l’arc, movem lentament i sense problemes l’elèctrode en horitzontal, realitzant moviments oscil·ladors lleugers. Al mateix temps, el metall fos sembla "captar" fins al centre mateix de l'arc. El resultat ha de ser una forta costura amb petites ones formades per la soldadura metàl·lica.
L’angle de l’elèctrode per a un soldador novell és millor observar uns 70 graus, és a dir, amb una lleugera desviació de la vertical. A continuació es mostra un esquema de les soldadures per arc.
L’angle de l’elèctrode és d’uns 70 graus
Si l’elèctrode es va cremar gairebé completament durant la soldadura de peces i encara no s’ha acabat la costura, el treball queda aturat temporalment. Canviem l’element utilitzat per un de nou, traiem l’escòria i continuem treballant. A una distància d’uns 12 mm del recés format al final de la costura, que també s’anomena cràter, encenem l’arc. Portem l’elèctrode al buit de manera que es formi un aliatge a partir del metall de l’antic elèctrode recent instal·lat, després de la qual cosa continua la soldadura de la costura.

Durant la soldadura, l’elèctrode fa certs moviments, principalment translacionals, longitudinals i transversals. Es fan diferents tipus de costures a partir de les seves combinacions, les més comunes es mostren al diagrama
La trajectòria de l’arc durant la soldadura de peces es pot fer en tres direccions:
- Progressiu. Implica moure l’arc al llarg de l’eix de l’elèctrode. Així, és prou fàcil mantenir una longitud d’arc estable.
- Longitudinal. Forma un corró de soldadura per filament, l'alçada de la qual depèn de la velocitat amb què es mou l'elèctrode i del seu gruix. Aquesta és una costura normal, però molt prima. Per arreglar-lo, en el procés de desplaçar l’elèctrode per la costura soldada també es fan moviments laterals.
- Transversal. Permet obtenir l'amplada de costura desitjada. Es realitza mitjançant moviments oscil·ladors. El seu ample es selecciona en funció de la mida i la posició de la costura, la forma del seu tall, etc.
A la pràctica s’utilitzen els tres moviments principals, que es superposen els uns als altres i formen una determinada trajectòria. Hi ha opcions clàssiques, però, cada mestre sol "veure" la seva pròpia escriptura. El més important és que durant el treball les vores dels elements connectats estiguin ben foses i s’obtingui una costura d’una forma determinada.
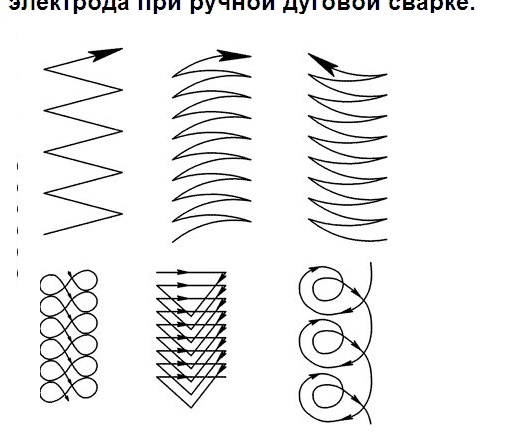
Per regla general, s’apliquen les tres direccions, es poden sobreposar i formar una ruta
Costures de soldadura
Soldadura de sostre
Aquesta costura es considera la més difícil, ja que la piscina de soldadura es dóna cap per avall i es troba per sobre del soldador. L'elèctrode es selecciona no més de 4 mm i es porta una mica al costat per tal que el metall no s’estengui. Utilitzeu elèctrodes d’arc curt i completament secs, la costura durant la soldadura del sostre ha de ser fina. El moviment té lloc sobre si mateix, de manera que és més fàcil per al soldador controlar la qualitat de la costura. Hi ha diverses maneres de fer-ho:
- escala;
- lluna creixent;
- inversament.
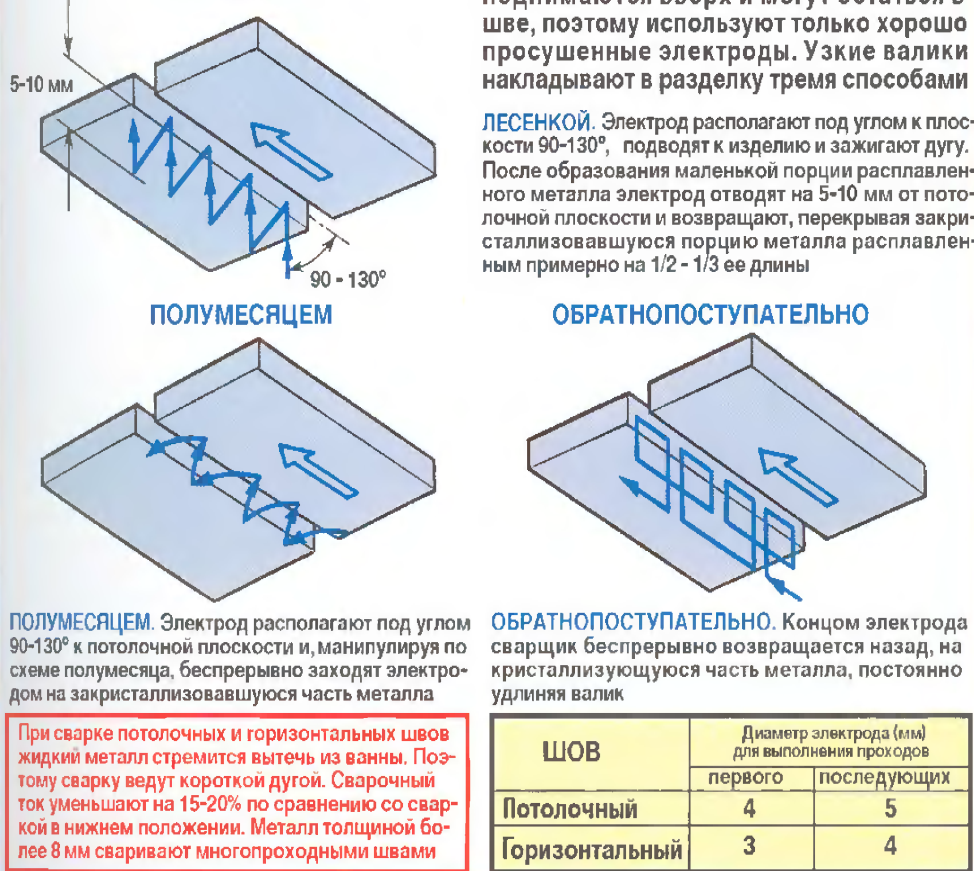
La junta de sostre es considera la més difícil
Vídeo: costura de sostre
Vertical
Quan realitzeu aquesta costura, podeu conduir l’elèctrode de dalt a baix o de baix a dalt. Perquè el metall no s’escorri, l’elèctrode s’ha de situar a un angle de 45-50 graus cap avall de la posició perpendicular. Els soldadors experimentats recomanen fer aquesta costura d’una sola vegada.
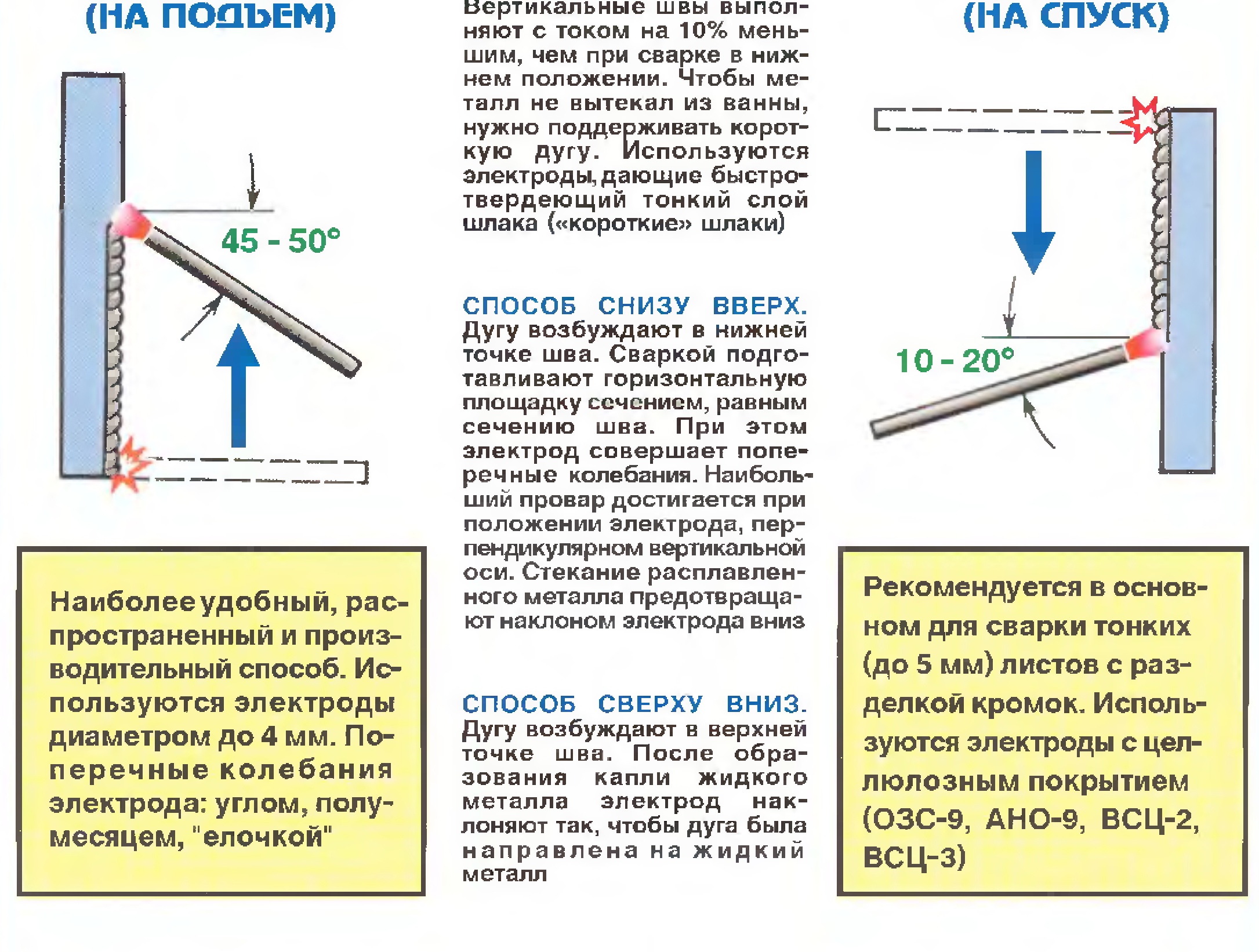
Quan es realitza una costura vertical, l'elèctrode està situat en un angle de 45-50 graus
Vídeo: costura vertical
23.03
Costura horitzontal
Quan es realitza tal costura, la principal dificultat rau en el flux de metalls cap avall. Per solucionar aquest problema, el soldador ha de triar l’angle de l’elèctrode i la velocitat de pas. La soldadura es realitza d’esquerra a dreta o de dreta a esquerra.
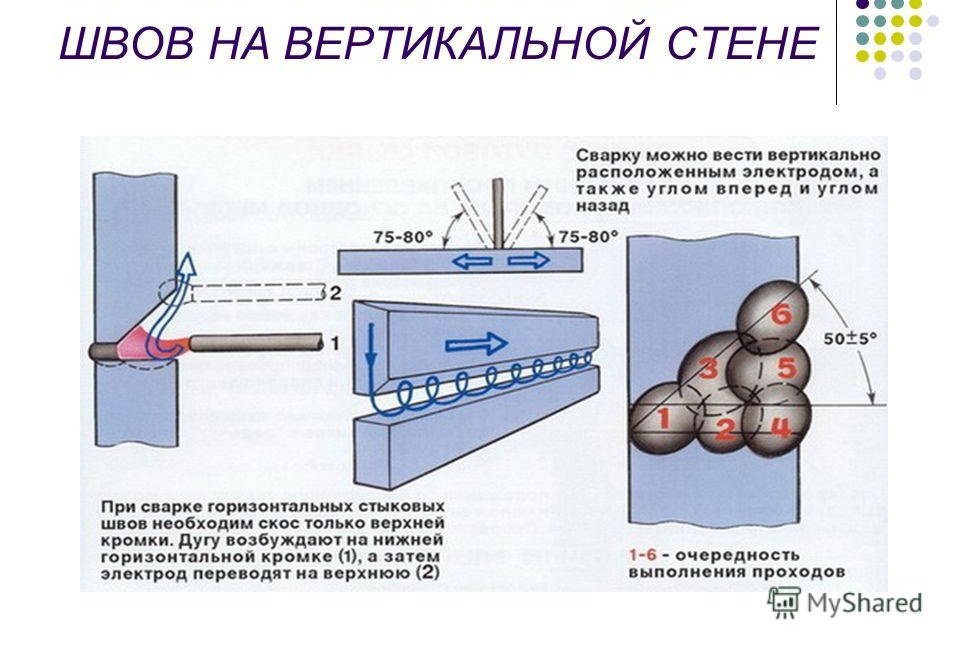
Quan realitzeu una costura horitzontal, heu de seleccionar correctament l’angle de l’elèctrode i la velocitat de pas
Angular
Al formar filet o juntes en T, les peces es posicionen en diferents angles per l'embarcació, de manera que el metall fos es desemboca en una cantonada. A continuació, s’agafen soldant a banda i banda, un extrem de l’estructura hauria de ser lleugerament superior a l’altre. El moviment de l'elèctrode comença des del punt inferior.
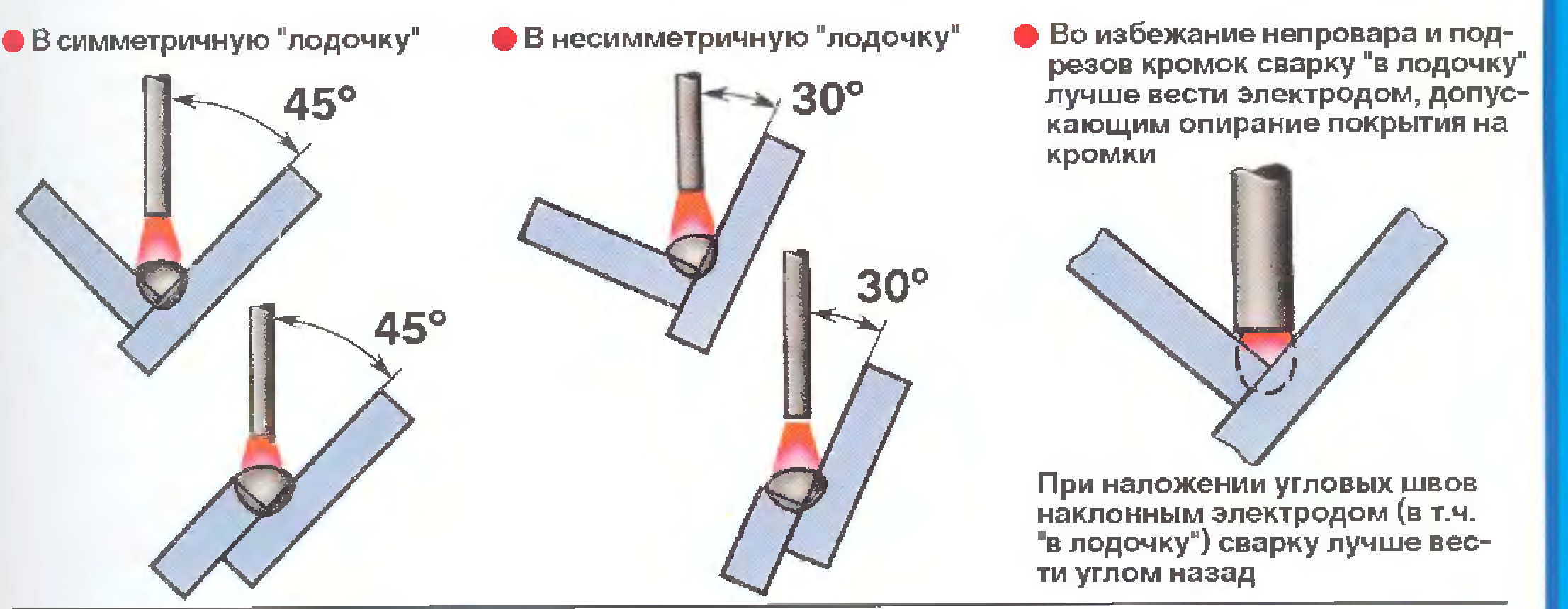
En soldadura d'angle, el moviment dels elèctrodes s'inicia des de la part inferior
Característiques de soldadura de canonades
Mitjançant soldadura per arc, es pot fer una costura vertical, que es troba al costat de la canonada, horitzontal, al llarg de la seva circumferència. Així com el sostre i el fons, situats, respectivament, a sobre i a sota. A més, aquest últim es considera el més convenient en l'execució. Les canonades d'acer se solen soldar per cul i amb la penetració obligatòria de totes les vores al llarg de l'alçada de les parets. Per reduir l’afluència dins de la canonada, es selecciona un angle d’inclinació de l’elèctrode no superior a 45 ° respecte a l’horitzontal. L’alçada de la costura és de 2-3 mm, l’amplada és de 6-8 mm. Quan es solda per volta, l’alçada de la costura és d’uns 3 mm i l’amplada és de 6-8 mm.
Abans de començar a coure la canonada mitjançant soldadura elèctrica, realitzem treballs preparatoris:
- netegeu bé l’element;
- si els extrems de la canonada es deformen, talleu-los o alliseu-los;
- netegeu les vores. Netejem el mínim de 10 mm dels plànols exteriors i interiors adjacents a les vores de la canonada amb un brillo metàl·lic.
Ara podeu començar a soldar. Totes les juntes es processen contínuament, fins a la soldadura completa. Es produeixen juntes de canonades tant rotatives com no rotatives amb una amplada de paret de fins a 6 mm d'almenys en dues capes. Amb una amplada de paret de 6 a 12 mm - es realitzen tres capes, més de 19 mm - quatre. La peculiaritat de les soldadures per canonades és que cada costura que s’aplica a l’articulació s’ha de netejar d’escòria, després de la qual cosa es realitza el següent. La primera costura és la més responsable. Hauria de fondre completament totes les vores i els talls. És especialment examinat detingudament per a la detecció de fissures. Si hi són presents, es fonen o es talla una peça i es fa un altre cop.

La capa final és el més suau possible amb una transició suau al metall base
La segona i totes les capes posteriors es realitzen girant lentament la canonada. Els extrems i l'inici de totes les capes es desplacen necessàriament en relació amb la capa anterior per 15-30 mm. La capa final es realitza amb una transició suau al metall base i amb una superfície plana. Per millorar la qualitat de les soldadures per canonades mitjançant soldadura elèctrica, cada capa posterior es realitza en el sentit contrari respecte a l’anterior i s’han de situar els seus punts de finalització.
L’auto-soldadura és una empresa força complicada. Tanmateix, si ho desitgeu, encara el podeu dominar. Cal aprendre les regles bàsiques del procés i, a poc a poc, aprendre a realitzar els exercicis més senzills. No cal estalviar temps i energia per dominar els fonaments bàsics, que es convertiran en la base del domini. Posteriorment, serà possible passar amb valentia a tècniques més complexes, respectant les vostres habilitats.
Material actualitzat el 03.03.2018


5 comentaris