Sådan laver man mad med svejsning: en komplet guide til begyndere

En svejsesøm er en af de mest pålidelige måder at forbinde dele på. Det bruges i industrien og i hverdagen. Enhver håndværker i hjemmet bruger svejsning fra tid til anden. Nå, hvis han ved, hvordan man laver mad selv, men ofte er nødt til at henvende sig til specialister. Men svejsning er meget muligt at lære. Du skal starte med den enkleste ting: elektrisk svejsning til begyndere er først og fremmest træning i implementering af forskellige sømme. Mere komplekst arbejde kan kun udføres med erfaring. Lad os se på det grundlæggende inden for teknologi og nogle tricks i svejseprocessen samt det anvendte udstyr og materialer.
Indhold
Typer af svejsemaskiner
For det korrekte valg af en svejsemaskine er det nødvendigt at tage hensyn til alle fordele og ulemper ved forskellige typer og modeller af svejsere.
transformers - de enkleste og mest traditionelle enheder, temmelig tunge i vægt, lavet på basis af en nedtrappende transformer, der bringer spændingsværdien til den krævede værdi for drift. Et træk ved transformatorer er, at de arbejder på vekselstrøm, hvilket skaber en ustabil bue. I kombination med en forøget mængde slagge og gasforureninger fremmer en sådan bue metalsprøjtning og ødelægger sømmen. En søm af høj kvalitet med en sådan enhed kan fremstilles af en erfaren svejser med færdigheder på en transformer.

Enkel maskine drevet af vekselstrøm
ensrettere - svejsere, der kan omdanne vekselstrøm til direkte og sænke netværksspændingen ved hjælp af halvlederdioder. Jævnstrøm giver en stabil bue og giver dig mulighed for at gøre svejsesømmen homogen og lufttæt, stærk og smuk. Udligeren er universal, alle typer elektroder er egnede til det, alle typer metaller kan tilberedes med dette apparat: rustfrit stål, aluminium, kobber, titan, forskellige legeringer.

Universal svejsemaskine egnet til alle typer elektroder
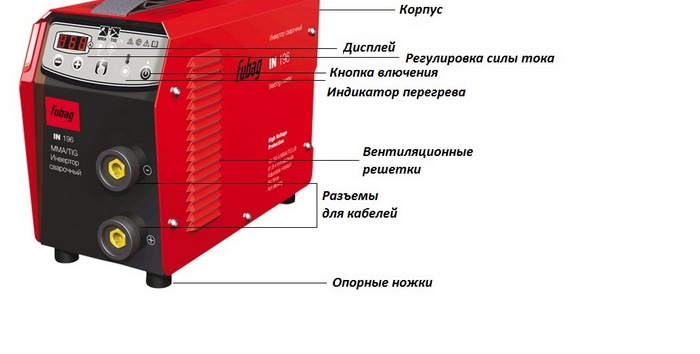
Inverters - De er meget populære, fordi de er lette, har fremragende funktionalitet og har automatiserede indstillinger. Sådanne tekniske egenskaber gør det muligt for begyndere at arbejde på det. Apparatets design inkluderer et antal enheder, der konverterer vekselstrømmen i netværket til jævnstrøm med høj effekt. Fordelen ved denne type svejsere er:
- evnen til at finjustere;
- udførelse af en lang række opgaver;
- stabil bue;
- modstand mod strømstød;
- høj svejsningskvalitet, glat søm;
- arbejde med alle typer elektroder;
- tilslutning af alle typer metaller af enhver tykkelse og placering i rummet.
- Det har yderligere funktioner, der forhindrer klæbning af elektroden og tårefald;
- evnen til at antænde elektroden ved maksimal strømforsyning;
Af minusserne kan det bemærkes:
- behovet for hyppig støvfjernelse;
- begrænset kabellængde lig med 2,5 m;
- manglende evne til at arbejde ved lufttemperaturer under - 15 grader.

Inverter egnet til begynder svejsere
Semiautomatiske enheder - Der er to typer. Førstnævnte øger svejseproduktiviteten gennem kontinuerlig trådtilførsel. I dette tilfælde er det ikke nødvendigt konstant at skifte elektroder. Sømmen er glat, kontinuerlig og uden defekter. De anden arbejder i et luftigt miljø, til dette bruger de ilt, nitrogen og kuldioxid samt argon og helium. Gas svejsning har følgende fordele:
- en enhed er designet til at arbejde med både gas og tråd;
- fremragende kvalitet og æstetik i sømmen;
- stabil glat bue;
- høj funktionalitet;
- evnen til at svejse komplekse samlinger.

Ved hjælp af denne maskine kan du fremstille en svejsning af høj kvalitet
Hvad der kræves til arbejdet med en begynder svejser
Først og fremmest skal du forberede udstyr og arbejdstøj.
Værktøj og beskyttelsesudstyr
Du har helt sikkert brug for en svejsemaskine, et sæt elektroder, en hammer og en mejsel til oprivning af slagge, en metalbørste til rengøring af sømmene. En elektrisk holder bruges til at spænde, holde elektroden og levere strøm til den. Et sæt skabeloner er også nødvendigt for at kontrollere sømstørrelsen. Elektrodens diameter vælges afhængigt af metalpladenes tykkelse. Glem ikke beskyttelsen. Vi forbereder en svejsemaske med et specielt lysfilter, der ikke passerer infrarøde stråler og beskytter øjnene. Skærme og skjolde udfører den samme funktion. Presenningsdragt, der består af en jakke med lange ærmer og glatte bukser uden lapeller, læder eller filtede sko til beskyttelse mod metallsprøjter og handsker eller vanter, presenning eller ruskind med en overlapning på ærmerne. Sådant direkte, lukket tøj forhindrer svejseren i at få smeltet metal på kroppen.
Der er specielt beskyttelsesudstyr, der bruges til at arbejde i højder og inde i metalgenstande, når man arbejder i en udsat position. I sådanne tilfælde har du brug for dielektriske støvler, en hjelm, handsker, et tæppe, knæpuder, armlæn, og til svejsning i højde har du brug for et sikkerhedsbælte med stropper.

Hvilke elektroder man skal vælge
Elektroder findes i forskellige typer og mærker. Dette skyldes behovet for at vælge metallet i de tilsluttede dele og den samme metalelektrode.
Hver elektrode har en markering, der giver svejseren al den nødvendige information. Det er let at lære at læse markeringer.
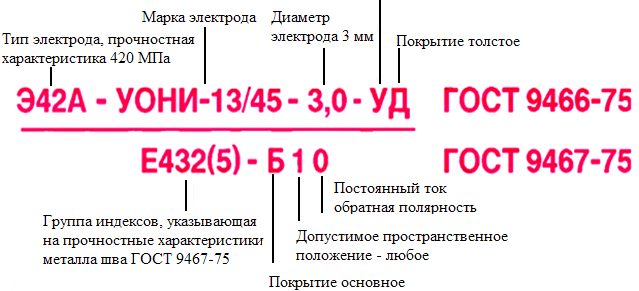
Særlige markeringer er angivet på elektroderne.
Ofte er de belagt ovenpå med forskellige overtræk, hvilket giver elektroderne de egenskaber, der er nødvendige for svejsning af forskellige metaller og arbejdsforhold. Her er en tabel over klassificering af elektroder efter type belægning og applikationsfunktioner.
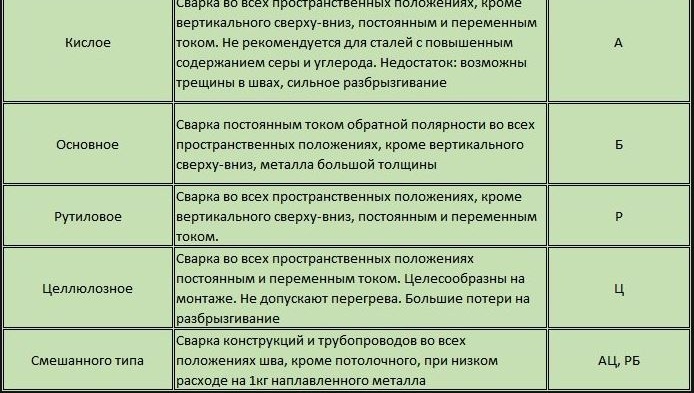
Specialbelægning giver elektroderne særlige egenskaber, der er nødvendige for svejsning af forskellige metaller
Klassificeringen af elektroder efter type og formål afspejles i produktmærkningen.
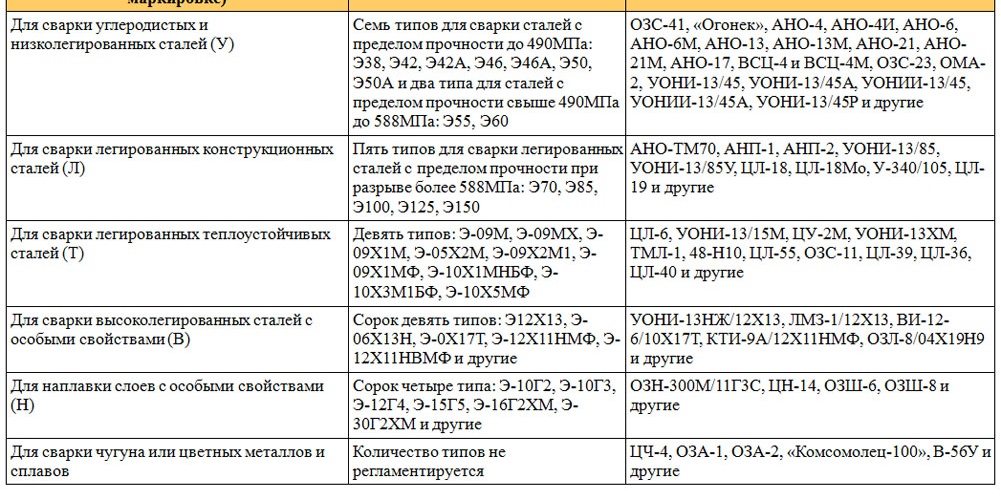
Elektroder varierer i type og formål.
Typer af svejsninger
Tilslutnings svejsninger er divideret efter placering, styrke, teknologi, designfunktioner. Typer af placering af sømme:
- Nederste. Den enkleste og mest bekvemme, takket være tyngdekraften, udfylder metallet afstanden mellem delene. Dette er den mest holdbare og økonomiske søm.
- Vandret. Arbejdsdelene er vinkelret på elektroden, og sømmen løber vandret. En del af metallet forlader svejsezonen, og elektroden forbruges hurtigere.
- Lodret.I dette tilfælde er arbejdsstykkerne også vinkelret på elektroden, men sømmen er dannet lodret. Det smeltede metal har en tendens til at falde ned, elektrodeforbruget er markant.
- Skrå. Bevægelsen af svejserens hånd er tilbøjelig. Det bruges til hjørne og tee-samlinger.
- Loftsømmen er placeret over masteren.
Design adskillelse:
- Butt Butt-joint er ret holdbar og økonomisk, det forvrænger ikke overfladen på samlingen. Dette er en universel forbindelse.
- Lap-svejsedele, når der ikke er plads nok til en rumpesvejsning. Arbejdsstykkernes tykkelse bør ikke være mere end 8-10 mm.
- Det anbefales at svejse filet svejsningen på begge sider, mens emnerne er placeret i en vinkel i forhold til hinanden. Denne søm er ikke let at udføre på grund af stigningen i den varmepåvirkede zone og det høje elektrodeforbrug.
- T-forbindelsen er en vinkelsøm, hvor delenees plan svejses vinkelret. Sømmen er dannet på to sider, den er ret kompliceret.
- En søm til elektriske nitter bruges, når der ikke er behov for en lufttæt søm, den er den mest økonomiske og usynlige.
Svejsning kan udføres i et lag eller i flere lag til tykke arbejdsemner.
Sådan læres at svejse - En begynderguide
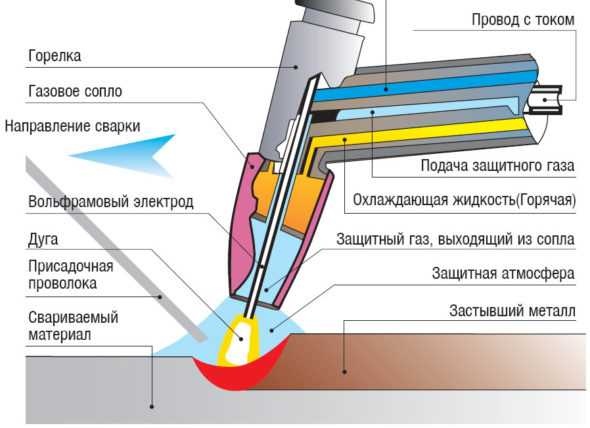
Svejsning er en høj temperatur proces. Til dens implementering dannes og holdes en elektrisk lysbue fra elektroden til det svejste produkt. Under dens indflydelse smelter basismaterialet og metalstangen i elektroden. Specialister siger, at der dannes en svejsepulje, hvor basen og elektrodemetallet blandes. Størrelsen på det dannede bad afhænger direkte af den valgte svejsetilstand, den rumlige position, lysbuehastighed, form og størrelse på kanten osv. I gennemsnit er dens bredde 8-15 mm, længde 10-30 mm og dybde - ca. 6 mm.
Belægningen af elektroden, den såkaldte belægning, danner under smeltning en speciel gaszone i området for lysbuen og over badet. Det fortrænger al luft fra svejseområdet og forhindrer interaktion mellem smeltet metal og ilt. Derudover indeholder det par af både base- og elektrodemetaller. Slag dannes oven på svejsningen, hvilket også forhindrer samspillet mellem smelten og luften, hvilket påvirker svejsningens kvalitet negativt. Efter gradvis fjernelse af den elektriske bue begynder metallet at krystallisere, og der dannes en søm, der kombinerer de dele, der skal svejses. Ovenpå er der et beskyttende lag slagge, der derefter fjernes.

Ved udførelsen af svejsningen smeltes elektrodeovertrækket og danner en speciel gaszone. Inde i det blandes uædle metaller og elektroder
Det er bedst for begynder svejsere at få den første oplevelse under vejledning af en specialist, der kan rette mulige fejl og give nyttige råd. Begynd arbejdet ved pålideligt at fastgøre delen. For brandsikkerhed skal du lægge en spand vand i nærheden af dig. Af samme grund er det umuligt at udføre svejsearbejde på en træbase og forsømme selv meget små rester af den brugte elektrode.
Svejsemaskintilslutning
For at svejsningen skal fungere sikkert, skal du tilslutte maskinen til netværket under overholdelse af følgende regler:
- Først skal du kontrollere spænding og strømfrekvens. Disse data skal være de samme på netværket og på enheden.
- Vi indstiller den beregnede værdi af den aktuelle effekt på svejsemaskinen, som skal svare til den valgte elektrodediameter. Hvis svejserindstillingsblokken giver dig mulighed for at vælge en spænding, skal du indstille den med det samme. Forbindelsen sker via et specielt stik og en jordforbindelse.
- Fastgør jordklemmen sikkert. Vi kontrollerer, at kablet er isoleret og omhyggeligt gemt i en speciel holder.
- Sørg for at kontrollere alle tilslutninger, kabler, stik.
- Du kan bruge et specielt forlængerkabel, der tilsluttes uden mellemforbindelser.
- I ældre hjem med dårlige ledninger kan der forekomme spændingsfald. Det stopper processen og kan beskadige svejseudstyret. I dette tilfælde har du brug for en elektrisk generator, der leverer spænding på driftsniveauet.
Svejsemaskinen er enkel
Sådan vælges den rigtige strøm
Svejsestrøm er en vigtig indikator for svejsning og bestemmer typen og arten af sømmen og produktiviteten af arbejdet. Jo højere strøm, desto mere stabil er lysbuen og jo større er penetrationsdybden. Den aktuelle styrke afhænger af placeringen af emnerne i rummet og af størrelsen på elektroden. Den højeste værdi er indstillet til svejsning af vandrette arbejdsemner. For lodrette samlinger anvendes den aktuelle værdi med 15% mindre og for loftssamlinger - med 20%.
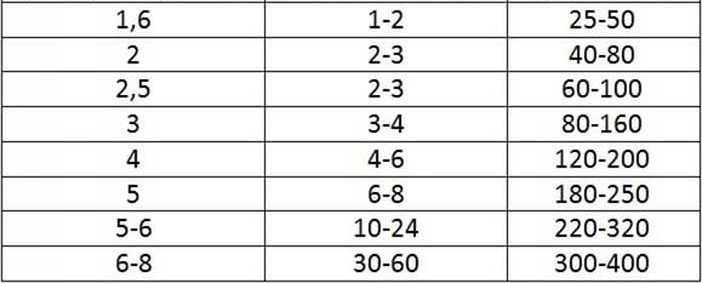
Den aktuelle styrke afhænger af placeringen af emnerne og af størrelsen på elektroden
Sådan tændes en lysbue
Den første måde er ved at røre ved. For at gøre dette skal du installere elektroden i en vinkel på ca. 60 ° i forhold til produktet. Hold dem langsomt på overfladen. Der skal vises gnister, nu rører vi metallet med elektroden og hæver det til en højde på højst 5 mm.
Hvis handlingen blev udført korrekt, lyser lysbuen. En spalte på fem millimeter skal opretholdes under hele svejsningen. Det skal huskes, at med korrekt svejsning af metal ved elektrisk svejsning vil elektroden gradvist brænde ud, så den konstant er lidt tættere på metallet. Elektroden skal flyttes langsomt, hvis den pludselig klæber, skal du svinge den lidt til siden. Hvis lysbuen ikke antændes, kan det være nødvendigt at øge strømstyrken.
Den anden måde er slående. Det er nødvendigt at bringe elektroden til overfladen af emnet og slå den på delen, som om du tænder en fyrstik. Det er muligt at lette antændelsen af elektroden ved at gipse fra dens kant.
Vipning og bevægelse af elektroden
Når det er muligt at antænde og vedligeholde lysbuen uden problemer, er det tid til at gå videre til smeltningen af rullen. Vi tænder lysbuen, bevæger langsomt og glat elektroden vandret og udfører let svingende bevægelser. På samme tid ser det ud til, at det smeltede metal "samler sig op" til centrum af buen. Resultatet skulle være en stærk søm med små bølger dannet af svejsemetallet.
Vinklen på elektroden for en begynder svejser er bedre at observere omkring 70 grader, det vil sige med en lille afvigelse fra lodret. Nedenfor er et diagram over buesvejsningen.
Vinklen på elektroden er ca. 70 grader
Hvis elektroden brændte næsten fuldstændigt ud under svejsning af dele, og sømmen endnu ikke er afsluttet, stoppes arbejdet midlertidigt. Vi ændrer det brugte element til et nyt, fjerner slaggen og fortsætter med at arbejde. I en afstand af ca. 12 mm fra den fordybning, der er dannet ved enden af sømmen, som også kaldes krateret, tænder vi lysbuen. Vi bringer elektroden til udsparingen, så der dannes en legering af metallet fra den gamle og nyligt installerede elektrode, hvorefter svejsningen af sømmen fortsætter.

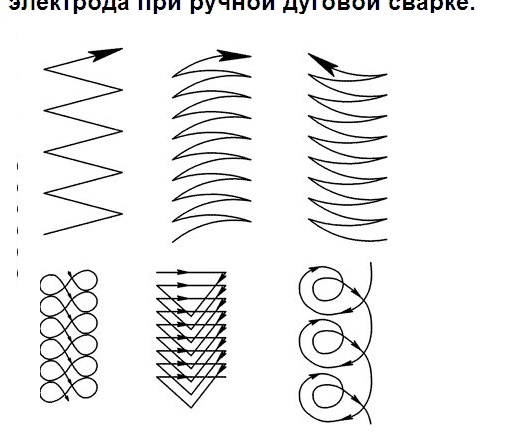
Under svejsning foretager elektroden visse bevægelser, hovedsageligt translationelle, langsgående og tværgående. Forskellige typer sømme er lavet ud fra deres kombinationer, de mest almindelige er vist i diagrammet
Banens bane under svejsning af dele kan laves i tre retninger:
- Progressiv. Antager at bevægelse af buen langs elektrodens akse. Det er således let nok at opretholde en stabil buelængde.
- Longitudinal. Den danner en filament svejsevals, hvis højde afhænger af den hastighed, som elektroden bevæger sig og dens tykkelse. Dette er en almindelig søm, men meget tynd. For at fikse det udføres også tværgående bevægelser i processen med at bevæge elektroden langs den svejste søm.
- Tværgående. Tillad dig at få den ønskede sømbredde. Det udføres ved svingende bevægelser. Deres bredde vælges ud fra størrelsen og placeringen af sømmen, formen på skæringen osv.
I praksis bruges alle tre hovedbevægelser, der er overlejret på hinanden og danner en bestemt bane. Der er klassiske indstillinger, men hver master "ser" normalt sin egen håndskrift. Det vigtigste er, at kanterne på de tilsluttede elementer under arbejdet er smeltet godt, og der opnås en søm med en given form.
Som regel anvendes alle tre retninger, de kan overlappe hinanden og danne en bane
Svejsesømme
Loft svejsning
Denne søm betragtes som den vanskeligste, da svejsepuljen vendes på hovedet og er placeret over svejseren. Elektroden vælges højst 4 mm og tages lidt til siden, så metallet ikke spreder sig. Brug en kort lysbue og helt tørre elektroder, sømmen under loftsvejsning skal være tynd. Bevægelsen foregår på sig selv, så det er lettere for svejseren at kontrollere sømkvaliteten. Der er flere måder at gøre det på:
- stige;
- halvmånen;
- omvendt.
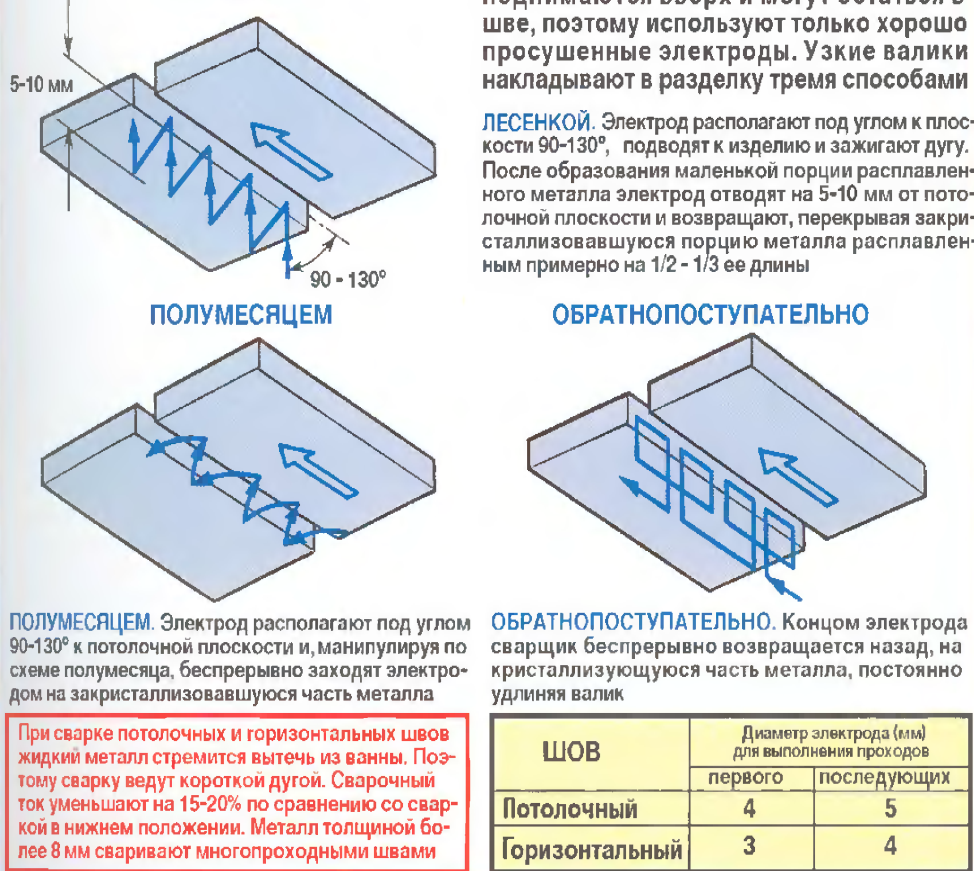
Loftforbindelse betragtes som det sværeste
Video: at lave en loftsøm
Lodret
Når du udfører en sådan søm, kan du føre elektroden fra top til bund eller fra bund til top. For at forhindre, at metallet dræner, skal elektroden placeres i en vinkel på 45-50 grader ned fra den vinkelrette position. Erfarne svejsere anbefaler at gøre denne søm i en kørsel.
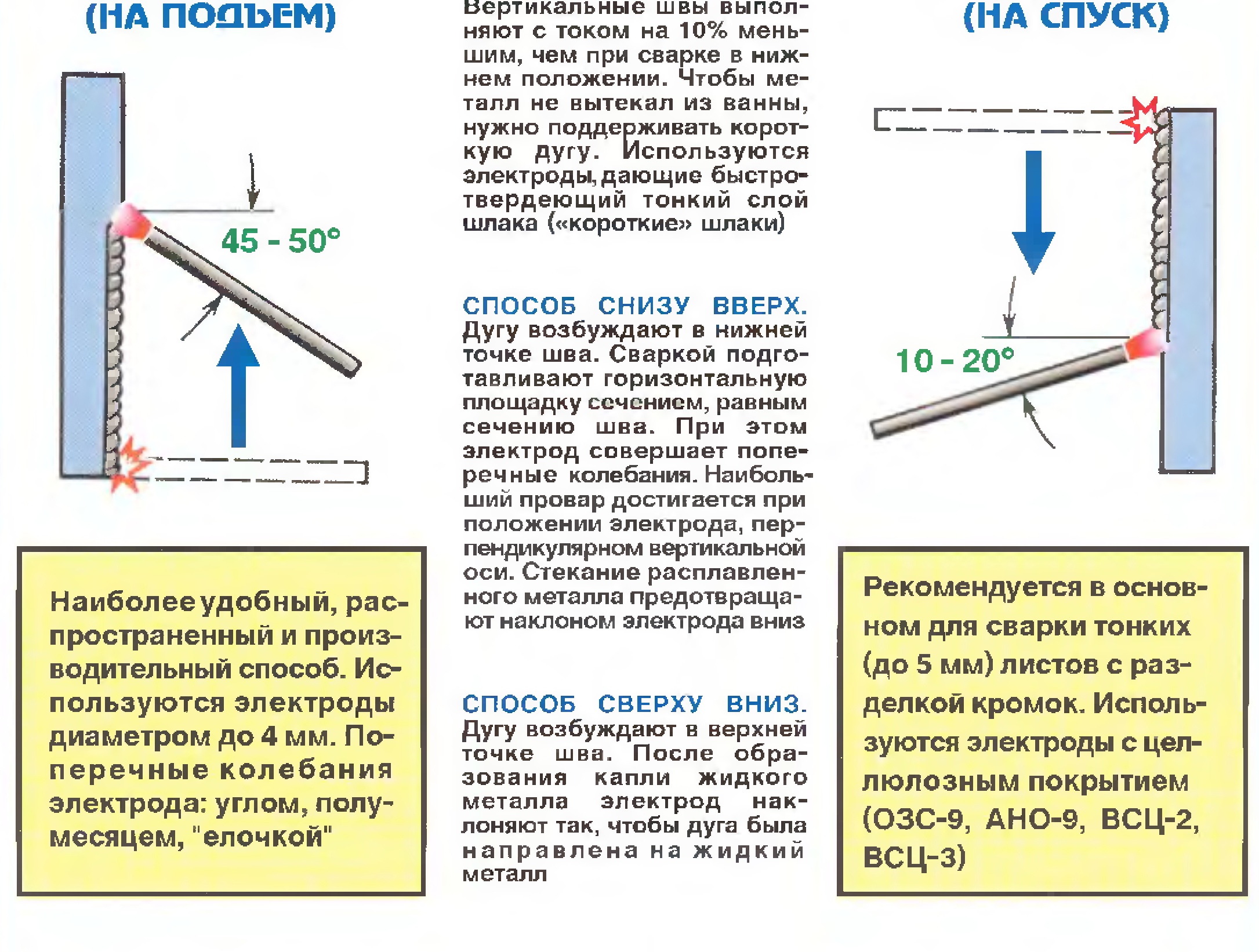
Når der udføres en lodret søm, er elektroden placeret i en vinkel på 45-50 grader
Video: lodret søm
23.03
Vandret søm
Når du udfører en sådan søm, ligger den største vanskelighed i strømmen af metal ned. For at løse dette problem skal svejseren vælge vinklen på elektroden og gennemgangshastigheden. Svejsning udføres fra venstre mod højre eller fra højre til venstre.
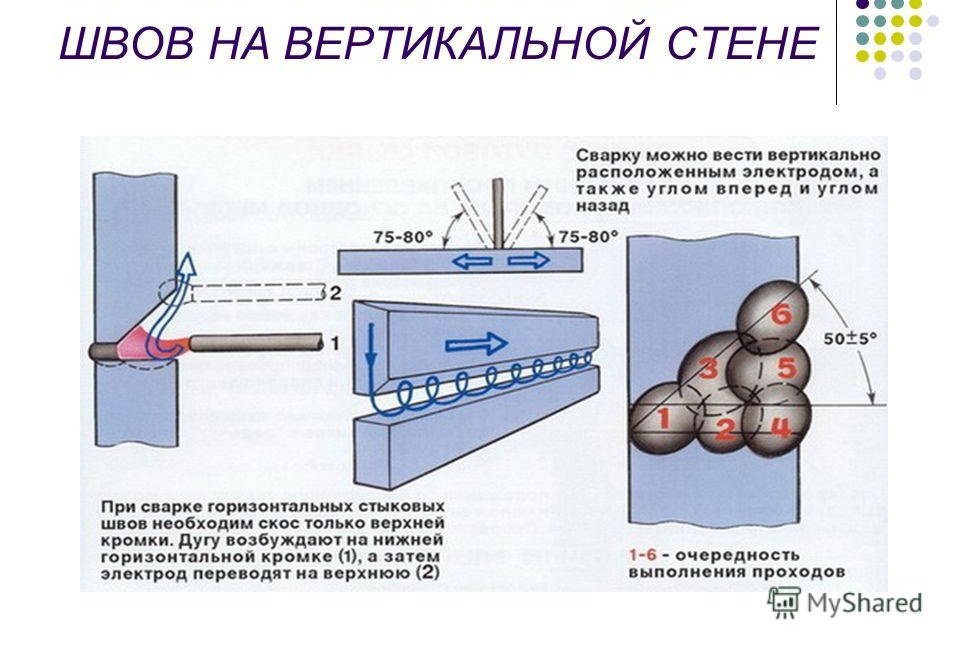
Når du udfører en vandret søm, skal du vælge vinklen på elektroden og gennemgangshastigheden korrekt
Kantet
Ved dannelse af filet eller T-samlinger placeres delene i forskellige vinkler af båden, så det smeltede metal strømmer ind i et hjørne. Derefter fanges de ved svejsning på begge sider, den ene kant af strukturen skal være lidt højere end den anden. Bevægelsen af elektroden starter fra det nederste punkt.
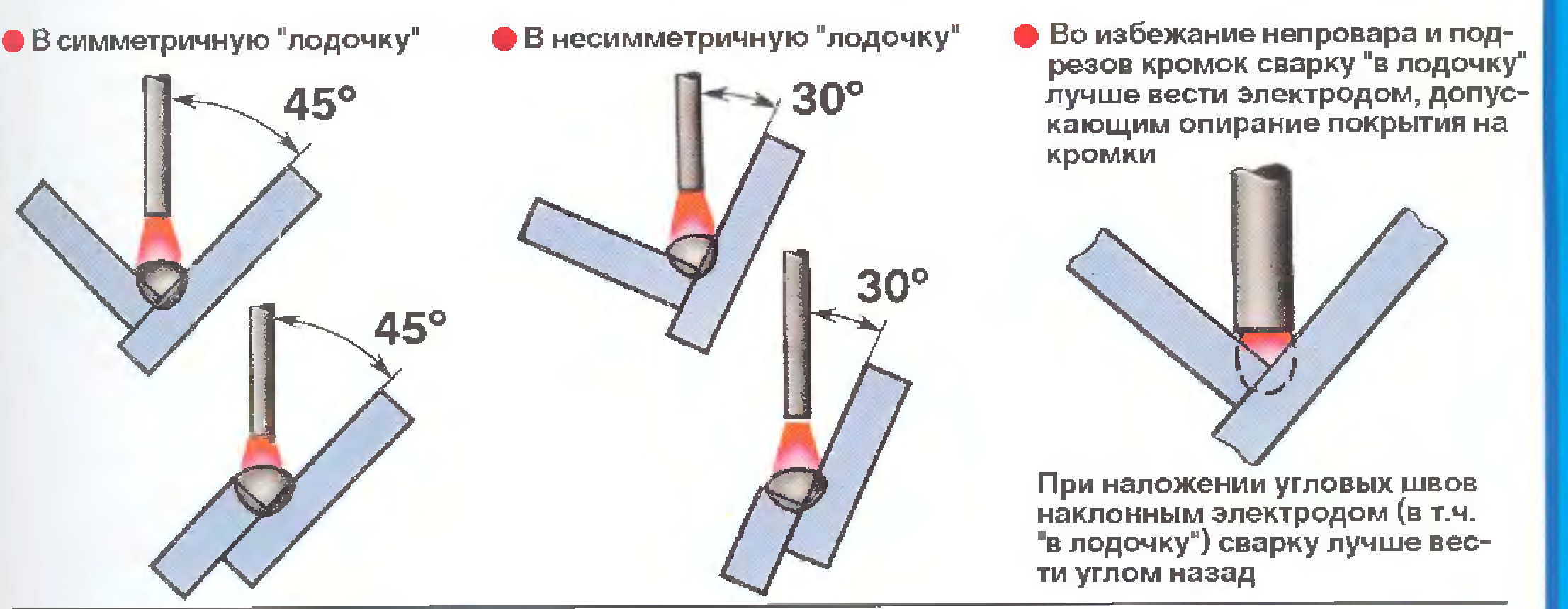
Ved vinklesvejsning begynder elektrodebevægelse fra bunden
Funktioner ved rørledningssvejsning
Ved lysbuesvejsning kan du lave en lodret søm, der er placeret på siden af røret, vandret - langs dens omkreds. Samt loftet og bunden, der er placeret henholdsvis over og under. Desuden betragtes sidstnævnte som den mest praktiske i udførelsen. Stålrør svejses sædvanligvis med obligatorisk gennemtrængning af alle kanter langs væggenes højde. For at reducere tilstrømningen inde i røret vælges en hældningsvinkel på elektroden på højst 45 ° i forhold til vandret. Sømens højde er 2-3 mm, bredden 6-8 mm. Ved svejsning af skødder er sømmen højde ca. 3 mm, og bredden er 6-8 mm.
Før vi begynder at koge røret med elektrisk svejsning, udfører vi forberedende arbejde:
- rengør varen grundigt;
- hvis rørets ender er deformeret, skæres eller rettes dem;
- rengør kanterne. Vi rengør minimum 10 mm af de ydre og indvendige planer ved siden af rørkanterne til en metallisk glans.
Nu kan du begynde at svejse. Alle samlinger behandles kontinuerligt op til fuldstændig svejsning. Svingbare såvel som ikke-drejelige rørfuger med en vægbredde på op til 6 mm produceres i mindst 2 lag. Med en vægbredde på 6-12 mm - udføres tre lag, mere end 19 mm - fire. Det særlige ved rørsvejsning er, at hver søm, der påføres samlingen, skal renses for slagge, hvorefter følgende udføres. Den første søm er den mest ansvarlige. Det skal smelte alle kanter og blunts helt. Det undersøges især omhyggeligt for revnedetektion. Hvis de er til stede, smeltes de, eller et stykke skæres ned og brygges igen.

Det endelige lag er så glat som muligt med en jævn overgang til uædle metaller
Det andet og alle efterfølgende lag udføres ved langsomt at dreje røret. Enden og begyndelsen af alle lag forskydes nødvendigvis i forhold til det forrige lag med 15-30 mm. Det sidste lag udføres med en jævn overgang til uædle metaller og med en plan overflade. For at forbedre kvaliteten af rørsvejsning ved elektrisk svejsning udføres hvert efterfølgende lag i modsat retning i forhold til det foregående, og deres lukkepunkter skal placeres fra hinanden.
Selvsvejsning er en temmelig kompliceret virksomhed. Men hvis du ønsker det, kan du stadig mestre det. Du skal lære de grundlæggende regler i processen og gradvist lære at udføre de enkleste øvelser. Ingen grund til at spare tid og energi på at mestre det grundlæggende, som vil blive grundlaget for mestring. Efterfølgende vil det være muligt med frimodighed at gå videre til mere komplekse teknikker, hvor du hæder dine evner.
Materiale opdateret 03.03.2018


5 kommentarer