Kuinka keittää hitsaamalla: täydellinen opas aloittelijoille

Hitsaussauma on yksi luotettavimmista tavoista liittää osia. Sitä käytetään teollisuudessa ja jokapäiväisessä elämässä. Jokainen kotityöntekijä käyttää hitsausta aika ajoin. No, jos hän osaa kokata itse, mutta hänen on usein käännyttävä asiantuntijoiden puoleen. Mutta hitsaus on täysin mahdollista oppia. Sinun tulisi aloittaa yksinkertaisimmasta asiasta: sähköhitsaus aloittelijoille on ennen kaikkea koulutusta erilaisten saumojen toteuttamiseksi. Monimutkaisempi työ voidaan tehdä vain kokemuksella. Katsotaanpa tekniikan perusteita ja joitain hitsausprosessin temppuja, samoin kuin käytettyjä laitteita ja materiaaleja.
Sisältö
Hitsauskoneiden tyypit
Hitsauskoneen oikean valinnan kannalta on tarpeen ottaa huomioon kaikki erityyppisten ja -hitsauslaitteiden hyvät ja huonot puolet.
Muuntajat - yksinkertaisimmat ja perinteisimmät, melko painavat, melko painavat laitteet, jotka on valmistettu askelmuuntajasta muuntajan perusteella, joka tuo jännitteen arvon toimintaan tarvittavaan arvoon. Muuntajien piirre on, että ne toimivat vaihtovirralla, mikä luo epävakaan kaarin. Yhdessä lisääntyneen määrän kuonaa ja kaasusepäpuhtauksia tällainen valokaari edistää metallin suihkutusta ja pilaa sauman ulkonäköä. Korkealaatuinen sauma, jolla on tällainen laite, voi tehdä kokeneella hitsaajalla, jolla on taidot muuntajassa.

Yksinkertainen laite, joka toimii vaihtovirralla
tasasuuntaajat - hitsaajat, jotka voivat muuntaa vaihtovirran ohjaamaan ja laskemaan verkkojännitettä puolijohdediodien avulla. Tasavirta antaa vakaan kaarin ja antaa sinun tehdä hitsauksesta tasaista ja tiukkaa, vahvaa ja kaunista. Tasasuuntaaja on yleismaailmallista, siihen soveltuvat kaiken tyyppiset elektrodit, voit keittää tällä laitteella kaiken tyyppisiä metalleja: ruostumatonta terästä, alumiinia, kuparia, titaania, erilaisia seoksia.

Yleishitsauslaite, joka sopii kaikentyyppisille elektrodille
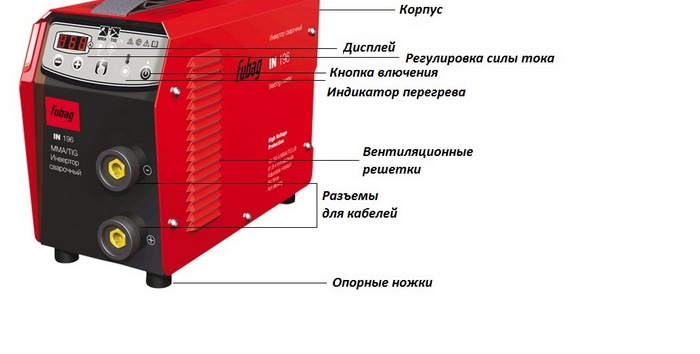
invertterit - Ne ovat erittäin suosittuja, koska ne ovat kevyitä, erinomaisia toimintoja ja automatisoituja asetuksia. Tällaiset tekniset ominaisuudet antavat aloittelijoille mahdollisuuden työskennellä sen kanssa. Laitteen suunnittelu sisältää joukon yksiköitä, jotka muuntavat verkon vaihtovirran suurvirran tasavirraksi. Tämän tyyppisten hitsaajien etuna on:
- kyky hienosäätää;
- suorittaa monenlaisia tehtäviä;
- vakaa kaari;
- vastus voimakkuudeltaan;
- korkealaatuinen hitsaus, sileä sauma;
- työskennellä kaiken tyyppisten elektrodien kanssa;
- kaiken tyyppisten metallien kytkentä, olipa niiden paksuus ja sijainti avaruudessa.
- Siinä on lisätoimintoja, jotka estävät elektrodin tarttumisen ja repimisen;
- kyky sytyttää elektrodi suurimmalla virransyötöllä;
Miinuksista voidaan todeta:
- tarve usein pölynpoistolle;
- rajoitettu kaapelin pituus on 2,5 m;
- kyvyttömyys työskennellä alle - 15 asteen ilman lämpötilassa.

Invertteri sopii aloittelijoille
Puoliautomaattiset laitteet - On olemassa kahta tyyppiä. Entinen lisää hitsauksen tuottavuutta jatkuvan langansyötön avulla. Tässä tapauksessa elektrodeja ei tarvitse muuttaa jatkuvasti. Sauma on sileä, jatkuva ja ilman virheitä. Toiset toimivat kaasumaisessa ympäristössä, jota varten ne käyttävät happea, typpeä ja hiilidioksidia sekä argonia ja heliumia. Kaasuhitsauksella on seuraavat edut:
- yksi yksikkö on suunniteltu toimimaan sekä kaasun että langan kanssa;
- sauman erinomainen laatu ja estetiikka;
- vakaa sileä kaari;
- korkea toiminnallisuus;
- kyky hitsata monimutkaisia liitoksia.

Tämän koneen avulla voit tehdä korkealaatuisen hitsin
Mitä aloittelijahitsaaja tarvitsee työskennellä
Ensinnäkin sinun on valmistettava välineet ja työvaatteet.
Työkalut ja suojavarusteet
Tarvitset ehdottomasti hitsauskoneen, elektrodisarjan, vasaran ja taltan kuonan polttamiseksi, metalliharjan saumojen puhdistamiseksi. Sähköpitintä käytetään elektrodin puristamiseen, pitämiseen ja virran syöttämiseen siihen. Tarvitsemme myös joukon malleja sauman koon tarkistamiseen. Elektrodin halkaisija valitaan metallilevyn paksuuden mukaan. Älä unohda suojausta. Valmistellaan hitsausnaamaria erityisellä valonsuodattimella, joka ei läpäise infrapunasäteitä ja suojaa silmiä. Näytöt ja suojat suorittavat saman toiminnon. Suojapeite, joka koostuu takista, jossa on pitkät hihat ja sileät housut, joissa ei ole läppää, nahkaa tai huopakenkiä metallin roiskeilta suojaamiseksi ja käsineitä tai rukkasia, suojapeiteä tai mokkaa, joiden hihat ovat päällekkäin. Tällainen suora, suljettu vaatetus estää hitsaajaa pääsemästä sulametallia vartaloonsa.
On olemassa erityisiä suojavarusteita, joita käytetään työskentelemään korkeuksissa ja metalliesineiden sisällä, kun työskentelet kaltevassa asennossa. Tällaisissa tapauksissa tarvitset dielektrisiä saappaita, kypärää, hanskoja, mattoa, polvisuojia, käsinojia, ja korkean hitsauksen yhteydessä tarvitset turvavyön, jossa on hihnat.

Mitkä elektrodit valita
Elektrodit ovat erityyppisiä ja merkkejä. Tämä johtuu tarpeesta valita kytkettyjen osien metalli ja sama metallielektrodi.
Kukin elektrodi on merkintä, joka antaa hitsaaja kaikki tarvittavat tiedot. Oppia lukemaan merkinnät on helppoa.
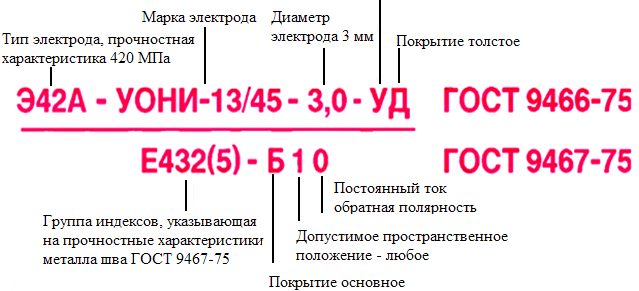
Elektrodit on merkitty erityisellä merkinnällä.
Usein ne päällystetään erilaisilla päällysteillä päällä, mikä antaa elektrodille eri metallien ja työolojen hitsaamiseen tarvittavat ominaisuudet. Tässä on taulukko elektrodien luokittelusta pinnoituksen tyypin ja levitysominaisuuksien mukaan.
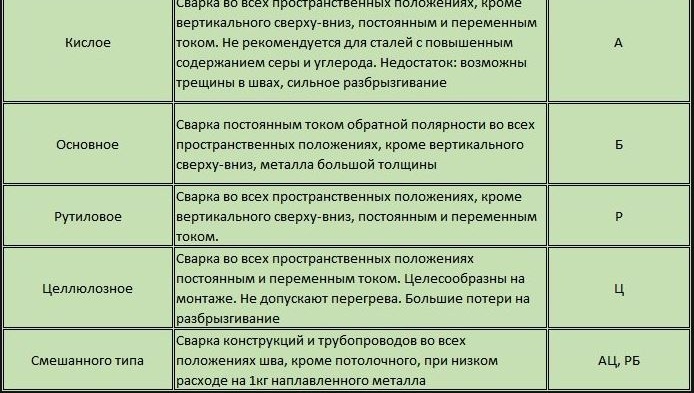
Erityinen päällyste antaa elektrodien erityisominaisuudet, joita tarvitaan erilaisten metallien hitsaamiseen
Elektrodien luokittelu tyypin ja tarkoituksen mukaan heijastuu tuotemerkinnöissä.
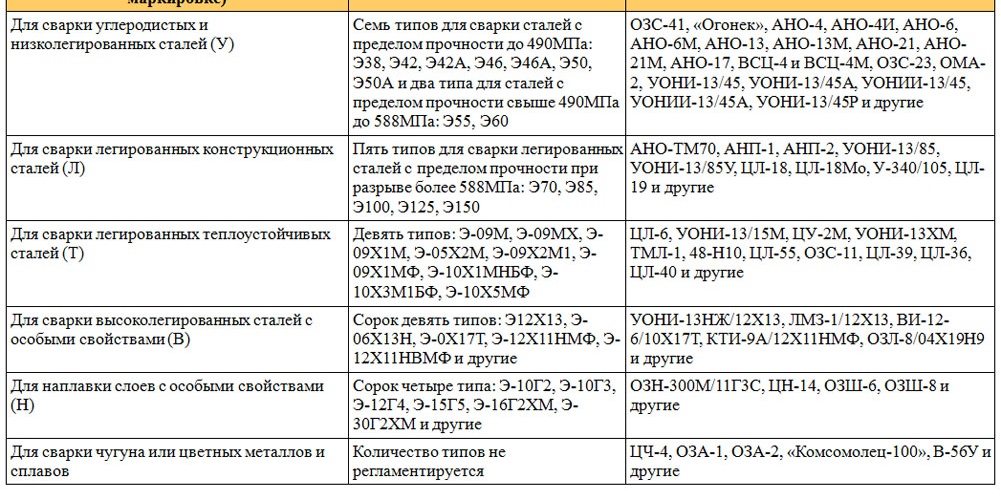
Elektrodit vaihtelevat tyypiltään ja tarkoitukseltaan.
Hitsaustyypit
Yhdyshitsit jaetaan sijainnin, lujuuden, teknologian, suunnitteluominaisuuksien mukaan. Saumojen tyypit:
- Alempi. Yksinkertaisin ja kätevin, painovoiman ansiosta metalli täyttää raon osien välillä. Tämä on kestävin ja taloudellisin sauma.
- Vaakasuora. Työkappaleet ovat kohtisuorassa elektrodiin nähden ja sauma kulkee vaakatasossa. Osa metallista poistuu hitsausvyöhykkeeltä ja elektrodi kuluu nopeammin.
- Pystysuora.Tässä tapauksessa työkappaleet ovat myös kohtisuorassa elektrodiin nähden, mutta sauma on muodostettu pystysuoraan. Sula metalli taipuu alaspäin, elektrodin kulutus on merkittävä.
- Taipuvainen. Hitsaajan käden liike on vino. Sitä käytetään nurkka- ja tee-liitoksissa.
- Kattosauma sijaitsee isäntälaitteen yläpuolella.
Suunnitteluerot:
- pusku Takaosa on varsin kestävä ja taloudellinen, se ei vääristä liitoksen pintaa. Tämä on universaali yhteys.
- Lankahitsatut osat, kun mäntähitsään ei ole tarpeeksi tilaa. Työkappaleiden paksuuden ei tulisi olla yli 8-10 mm.
- On suositeltavaa hitsata fileehitsi molemmilta puolilta, kun työkappaleet sijaitsevat kulmassa toisiinsa. Tätä saumaa ei ole helppo suorittaa johtuen lämpövaikutteisen alueen lisääntymisestä ja elektrodin suuresta kulutuksesta.
- T-liitos on kulmasauma, jossa osien tasot hitsataan kohtisuoraan. Sauma on muodostettu kahdelta sivulta, se on melko monimutkainen.
- Sähköniittien saumaa käytetään, kun ilmatiivistä saumaa ei tarvita, se on taloudellisin ja huomaamaton.
Hitsaus voidaan suorittaa yhdessä kerroksessa tai useammassa kerroksessa paksuille työkappaleille.
Kuinka oppia hitsaamaan - Aloittelijan opas
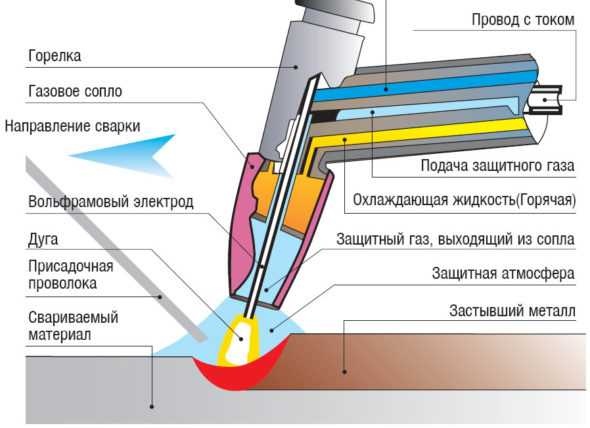
Hitsaus on korkean lämpötilan prosessi. Sen toteuttamiseksi muodostetaan sähkökaari, jota pidetään elektrodista hitsattuun tuotteeseen. Sen vaikutuksen alaisena elektrodin perusmateriaali ja metallitanko sulavat. Asiantuntijat sanovat, että muodostuu hitsausallas, jossa perus- ja elektrodimetallit sekoitetaan. Muodostuneen kylpyammeen koko riippuu suoraan valitusta hitsausmoodista, alueellisesta sijainnista, kaarinopeudesta, reunan muodosta ja koosta jne. Keskimäärin sen leveys on 8-15 mm, pituus 10-30 mm ja syvyys - noin 6 mm.
Elektrodin päällyste, ns. Päällyste, muodostaa sulamisen aikana erityisen kaasuvyöhykkeen kaarin alueelle ja hauteen yläpuolelle. Se syrjäyttää kaiken ilman hitsausalueelta ja estää sulan metallin vuorovaikutusta hapen kanssa. Lisäksi se sisältää paria sekä perus- että elektrodimetalleja. Hitsauksen päälle muodostuu kuona, mikä myös estää sulan vuorovaikutusta ilman kanssa, mikä vaikuttaa negatiivisesti hitsauksen laatuun. Sähkökaarin asteittaisen poistamisen jälkeen metalli alkaa kiteytyä ja muodostuu sauma, joka yhdistää hitsattavat osat. Sen päällä on suojaava kuonakerros, joka poistetaan myöhemmin.

Hitsaussauman aikana elektrodipinnoite sulaa muodostaen erityisen kaasuvyöhykkeen. Sen sisällä epäjaloa metallia ja elektrodia sekoitetaan
Aloittelijoiden hitsaajien on parasta hankkia ensimmäinen kokemus asiantuntijan ohjauksessa, joka pystyy korjaamaan mahdolliset virheet ja antamaan hyödyllisiä neuvoja. On tarpeen aloittaa työ, kun olet luotettavasti kiinnittänyt yksityiskohdat. Paloturvallisuuden vuoksi sinun täytyy laittaa ämpäri vettä lähelläsi. Samasta syystä on mahdotonta suorittaa hitsaustöitä puupohjalle ja laiminlyödä jopa erittäin pienet käytetyn elektrodin jäännökset.
Hitsauskoneiden kytkentä
Jotta hitsaus toimisi turvallisesti, kone on kytkettävä verkkoon noudattaen seuraavia sääntöjä:
- Ensin on tarkistettava jännite ja virtataajuus. Näiden tietojen tulisi olla samat verkossa ja laitteessa.
- Asetamme hitsauskoneen nykyisen tehon lasketun arvon, jonka tulisi vastata valitun elektrodin halkaisijaa. Jos hitsaajan asetuslohko antaa sinun valita jännitteen, se on asetettava heti. Kytkentä tehdään erityisen pistokkeen ja maadoituskotelon kautta.
- Kiinnitä maapääte tukevasti. Tarkista, että kaapeli on eristetty ja kiinnitetty varovasti erityiseen pidikkeeseen.
- Tarkista kaikki liitännät, kaapelit, pistotulpat.
- Voit käyttää erityistä jatkojohtoa, joka yhdistetään ilman väliliitoksia.
- Vanhemmissa kodeissa, joissa johdotus on huono, jännite saattaa pudota. Se pysäyttää prosessin ja voi vahingoittaa hitsauslaitteita. Tässä tapauksessa tarvitset sähkögeneraattorin, joka tuottaa jännitettä toimintatasolla.
Hitsauskone on yksinkertainen
Kuinka valita oikea virta
Hitsausvirta on tärkeä indikaattori hitsaamisessa ja määrittää sauman tyypin ja luonteen sekä työn suorituksen. Mitä suurempi virta, sitä vakaampi kaari ja sitä suurempi tunkeutumissyvyys. Virtalujuus riippuu työkappaleiden sijainnista avaruudessa ja elektrodin koosta. Suurin arvo on asetettu vaakasuorien työkappaleiden hitsaamiseen. Pystysuorien nivelten virta-arvoa käytetään 15% vähemmän ja katto-liitosten - 20%.
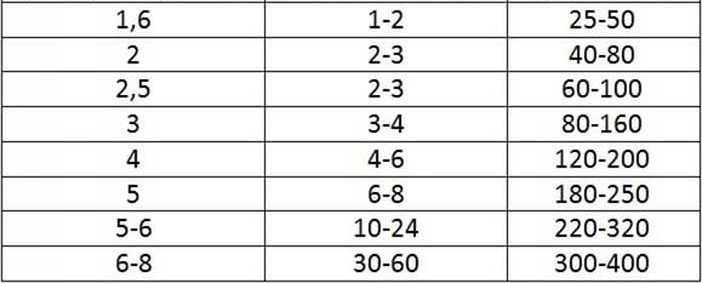
Virtalujuus riippuu työkappaleiden sijainnista ja elektrodin koosta
Kuinka valaista valokaari
Ensimmäinen tapa on koskettamalla. Asenna elektrodi tätä varten noin 60 ° kulmaan tuotteeseen nähden. Pidä niitä hitaasti pinnalla. Kipinöiden pitäisi ilmestyä, kosketamme nyt metallia elektrodilla ja nostetaan se korkeintaan 5 mm: iin.
Jos toimenpide suoritettiin oikein, valokaari syttyy. Viiden millimetrin rako on pidettävä koko hitsauksen ajan. On pidettävä mielessä, että kun metalli hitsataan oikein sähköhitsauksella, elektrodi palaa vähitellen, joten se on jatkuvasti hiukan lähempänä metallia. Elektrodia tulee siirtää hitaasti, jos se yhtäkkiä tarttuu, sinun on käännettävä sitä hieman sivulle. Jos valokaari ei syty, voi olla tarpeen lisätä virran voimakkuutta.
Toinen tapa on silmiinpistävä. On tarpeen tuoda elektrodi työkappaleen pintaan ja lyödä se osaan, kuin jos valaisit ottelua. Elektrodin syttymistä on mahdollista helpottaa rappaamalla sen reunasta.
Elektrodin kallistus ja liike
Kun valokaari on mahdollista sytyttää ja ylläpitää ilman ongelmia, on aika edetä telan sulamiseen. Valaisimme valokaaren, liikutamme elektrodia hitaasti ja tasaisesti vaakasuoraan suorittaen kevyesti värähteleviä liikkeitä. Samanaikaisesti sula metalli näyttää "nousevan" kaarin keskelle. Tuloksena tulisi olla vahva sauma, jonka hitsausmetalli muodostaa pienet aallot.
Aloittelijan hitsaajan elektrodikulma on parempi tarkkailla noin 70 astetta, ts. Pienellä poikkeamalla pystysuunnasta. Alla on kaavio kaarihitsauksesta.
Elektrodin kulma on noin 70 astetta
Jos elektrodi palai melkein kokonaan osien hitsauksen aikana ja sauma ei ole vielä valmis, työ keskeytetään tilapäisesti. Vaihdamme käytetyn elementin uuteen, poistamme kuonan ja jatkamme työskentelyä. Noin 12 mm: n etäisyydellä sauman päähän muodostetusta syvennyksestä, jota kutsutaan myös kraatteriksi, syttymme valokaari. Tuomme elektrodin syvennykseen siten, että vanhan ja vasta asennetun elektrodin metallista muodostuu seos, jonka jälkeen sauman hitsaus jatkuu.

Hitsauksen aikana elektrodi tekee tiettyjä liikkeitä, lähinnä translaatio-, pitkittäis- ja poikittaisliikkeitä. Niiden yhdistelmistä valmistetaan erityyppisiä saumoja, yleisimmät esitetään kaaviossa
Kaarin kulku osien hitsauksen aikana voidaan tehdä kolmeen suuntaan:
- Progressiivinen. Oletetaan, että kaari liikkuu elektrodin akselia pitkin. Siten on riittävän helppoa ylläpitää vakaa kaaripituus.
- Pitkittäinen. Se muodostaa hehkulangan hitsaustelan, jonka korkeus riippuu elektrodin liikkumisen nopeudesta ja sen paksuudesta. Tämä on tavallinen sauma, mutta erittäin ohut. Sen kiinnittämiseksi, siirtämällä elektrodia hitsattua saumaa pitkin, suoritetaan myös poikittaisliikkeitä.
- Poikittainen. Anna sinun saada haluttu sauman leveys. Se suoritetaan värähtelevillä liikkeillä. Niiden leveys valitaan sauman koon ja sijainnin, leikkauksen muodon jne. Perusteella.
Käytännössä käytetään kaikkia kolmea pääliikettä, jotka ovat päällekkäin ja muodostavat tietyn radan. Klassisia vaihtoehtoja on, mutta jokainen mestari yleensä "näkee" oman käsialaansa. Tärkeintä on, että työn aikana kytkettyjen elementtien reunat sulavat hyvin ja saadaan tietyn muodon sauma.
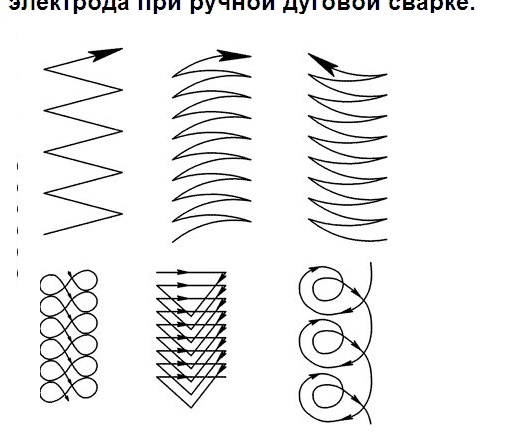
Pääsääntöisesti kaikkia kolme suuntaa käytetään, ne voivat olla päällekkäin ja muodostaa polun
Hitsaussaumat
Kattohitsi
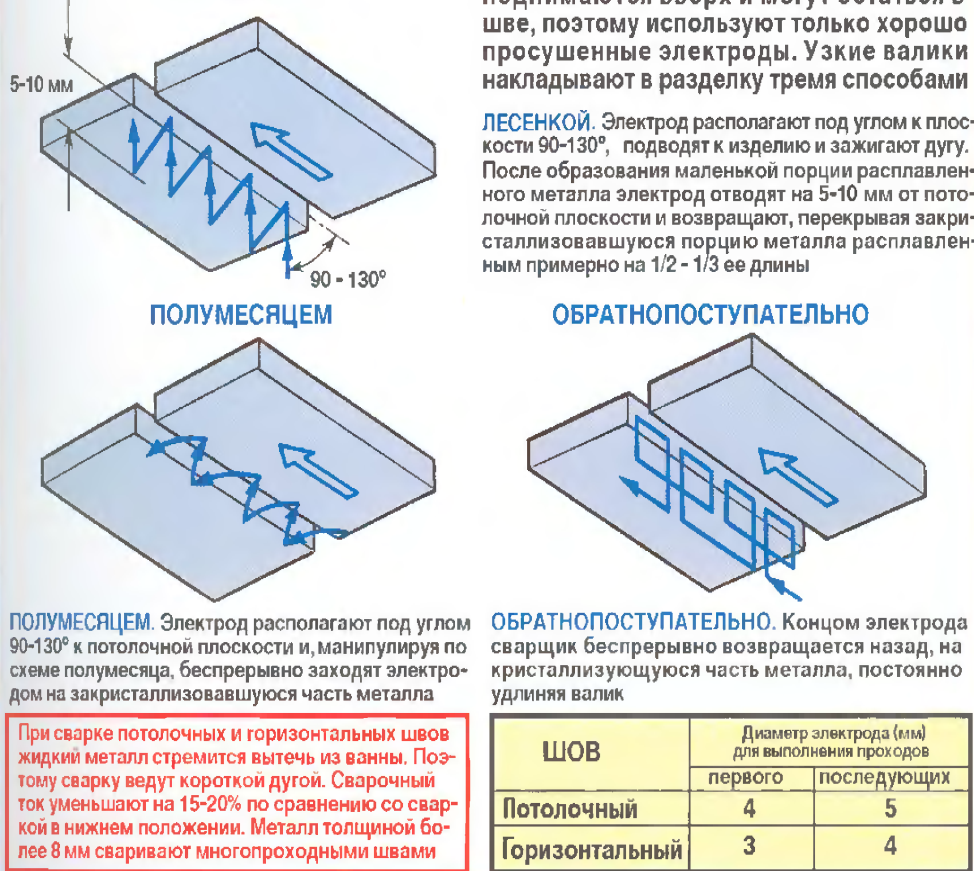
Tätä saumaa pidetään vaikeimpana, koska hitsausallas käännetään ylösalaisin ja se sijaitsee hitsaajan yläpuolella. Elektrodi valitaan korkeintaan 4 mm ja viedään vähän sivulle, jotta metalli ei leviä. Käytä lyhyttä kaaria ja täysin kuivia elektrodeja. Sauman tulee kattohitsauksen aikana olla ohut. Liike tapahtuu itse, joten hitsaajalla on helpompi hallita sauman laatua. Sitä voidaan tehdä monella tapaa:
- tikapuut;
- kuunsirppi;
- käänteisesti.
Kattoyhteyttä pidetään vaikeimpana
Video: kattosauman tekeminen
Pystysuora
Kun teet tällaisen sauman, voit johtaa elektrodin ylhäältä alas tai alhaalta ylös. Metallin valumisen estämiseksi elektrodi tulisi asettaa 45-50 asteen kulmaan alas kohtisuorassa asennossa. Kokeneet hitsaajat suosittelevat sauman tekemistä yhdellä kertaa.
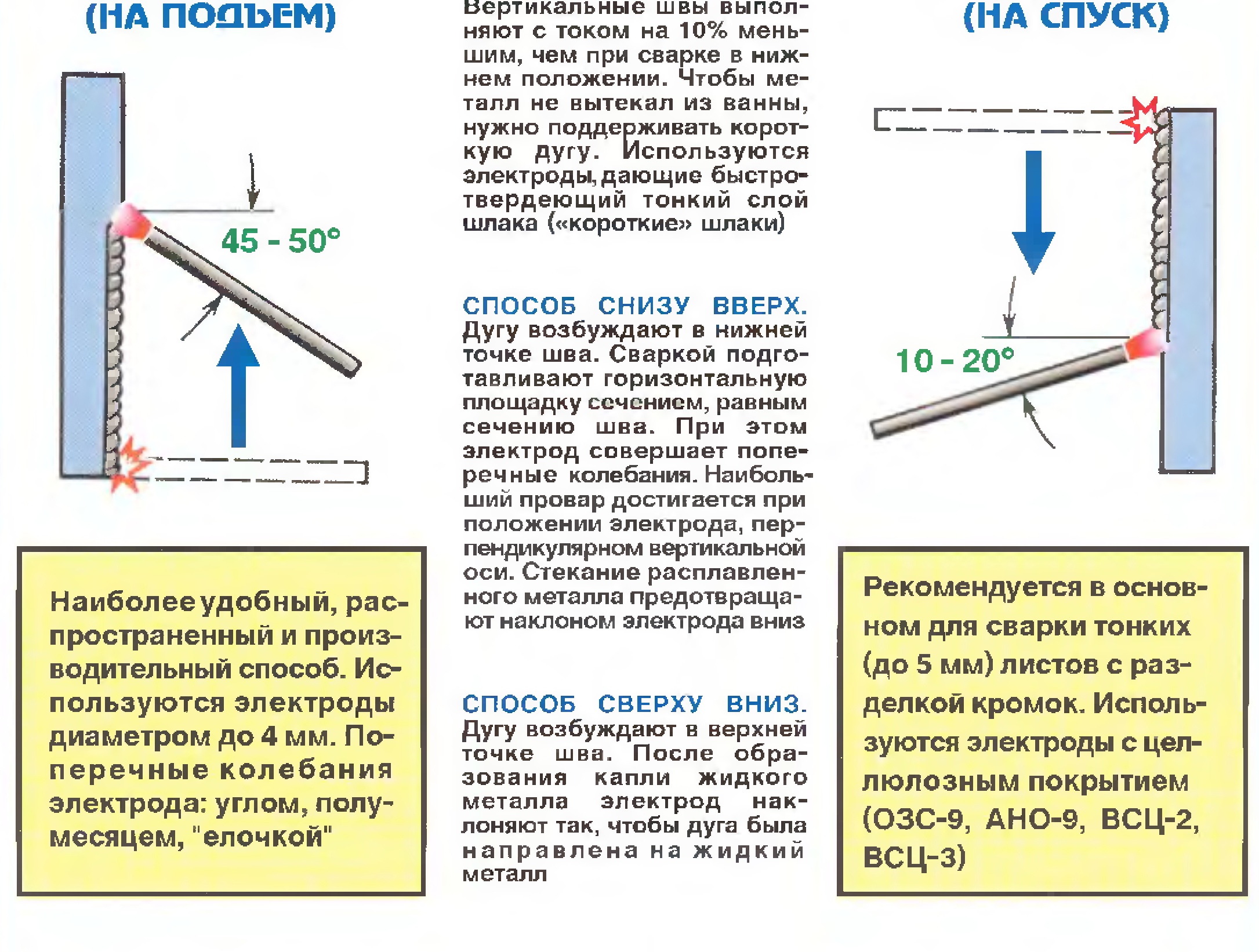
Kun suoritat pystysuuntaisen sauman, elektrodi sijaitsee 45-50 asteen kulmassa
Video: pystysauma
23.03
Vaakasauma
Suoritettaessa tällaista saumaa suurin vaikeus on metallin virtauksessa alaspäin. Tämän ongelman ratkaisemiseksi hitsaajan on valittava elektrodin kulma ja kulkunopeus. Hitsaus suoritetaan vasemmalta oikealle tai oikealta vasemmalle.
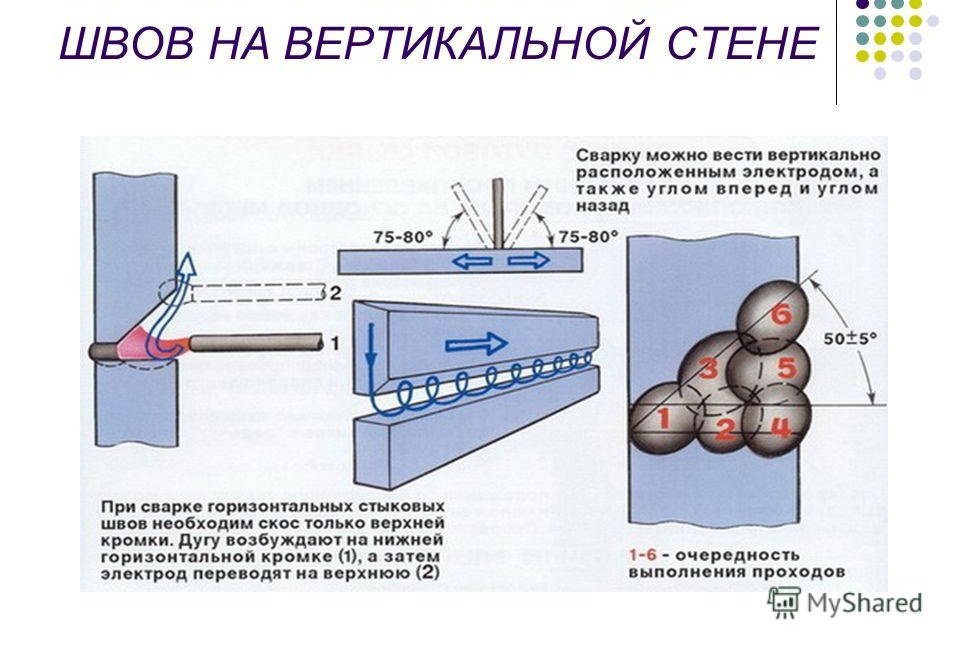
Kun suoritat vaakasauman, sinun on valittava oikein elektrodin kulma ja kulkunopeus
kulmikas
Kun muodostetaan filettä tai T-liitoksia, veneet sijoittavat osat eri kulmiin niin, että sula metalli virtaa nurkkaan. Sitten ne tarttuvat hitsaamalla molemmilta puolilta, rakenteen yhden reunan tulisi olla hiukan korkeampi kuin toinen. Elektrodin liike alkaa alapisteestä.
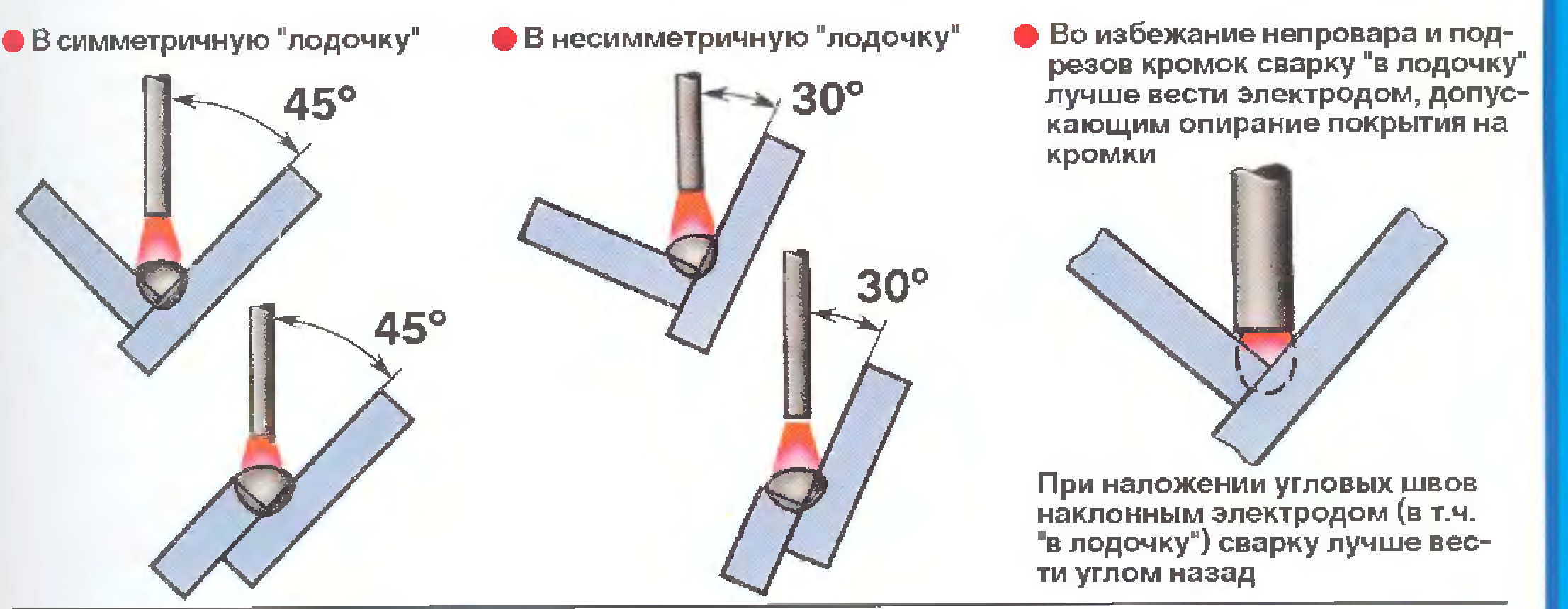
Kulmahitsauksessa elektrodin liike alkaa alhaalta
Putkihitsauksen ominaisuudet
Kaarihitsaamalla voit tehdä pystysuoran sauman, joka sijaitsee putken sivulla vaakatasossa - sen kehää pitkin. Sekä katto että pohja sijaitsevat vastaavasti, ylä- ja alapuolella. Lisäksi jälkimmäistä pidetään sopivimpana toteuttamisessa. Teräsputket hitsataan yleensä takapään avulla, ja niiden kaikkien reunojen on pakottava tunkeutumaan seinien korkeudelle. Putken sisäisen virtauksen vähentämiseksi valitaan elektrodin kallistuskulma, joka on enintään 45 ° vaakatasoon nähden. Sauman korkeus on 2-3 mm, leveys 6-8 mm. Lankahitsauksessa sauman korkeus on noin 3 mm ja leveys 6-8 mm.
Ennen kuin aloitat putken keittämisen sähköhitsauksella, suoritamme valmistelutyöt:
- puhdista esine huolellisesti;
- leikkaa tai suorista ne, jos putken päät ovat vääristyneet;
- puhdista reunat. Puhdistamme vähintään 10 mm putken reunojen viereisistä ulko- ja sisätasoista metalliseksi kiiltäväksi.
Nyt voit aloittaa hitsauksen. Kaikkia liitoksia käsitellään jatkuvasti hitsaukseen saakka. Pyörivät ja muut kuin pyörivät putkiliitokset, joiden seinäleveys on korkeintaan 6 mm, valmistetaan vähintään 2 kerrokseen. Seinäleveydellä 6-12 mm tehdään kolme kerrosta, yli 19 mm - neljä. Putkihitsauksen ominaispiirteenä on, että jokainen liitoksessa oleva sauma on puhdistettava kuonasta, jonka jälkeen suoritetaan seuraava. Ensimmäinen sauma on vastuullisin. Sen tulisi sulattaa kaikki reunat kokonaan ja tylsäksi. Sitä tutkitaan erityisen huolellisesti halkeamien havaitsemiseksi. Jos niitä on läsnä, ne sulatetaan tai leikataan ja fragmentti haudutetaan uudelleen.

Viimeinen kerros on mahdollisimman sileä siirtymällä tasaisesti epäjaloa metallia kohti
Toinen ja kaikki seuraavat kerrokset suoritetaan kääntämällä putkea hitaasti. Kaikkien kerrosten pää ja alku siirtyvät välttämättä edelliseen kerrokseen nähden 15-30 mm. Viimeinen kerros suoritetaan siirtymällä tasaisesti epäjaloa metallia ja tasaisella pinnalla. Putkihitsauksen laadun parantamiseksi sähköhitsauksella jokainen seuraava kerros suoritetaan vastakkaiseen suuntaan verrattuna edelliseen ja niiden sulkemispisteet on sijoitettava toisistaan.
Itsehitsaus on melko monimutkainen yritys. Voit kuitenkin halutessasi hallita sen. Sinun on opittava prosessin perussäännöt ja asteittain opittava suorittamaan yksinkertaisimmat harjoitukset. Perusteiden hallitsemiseen ei tarvitse säästää aikaa ja energiaa, josta tulee taitojen perusta. Myöhemmin on mahdollista rohkeasti siirtyä monimutkaisempiin tekniikoihin hiomalla taidot.
Materiaali päivitetty 03.03.2018


5 kommenttia