Kako kuhati zavarivanjem: potpuni vodič za početnike

Zavarivanje šava jedan je od najpouzdanijih načina spajanja dijelova. Koristi se u industriji i u svakodnevnom životu. Svaki domaći obrtnik povremeno koristi zavarivanje. Pa, ako on zna kuhati sam, ali često se mora obratiti stručnjacima. Ali zavarivanje je sasvim moguće naučiti. Trebali biste započeti s najjednostavnijom stvari: električno zavarivanje za početnike je, prije svega, obuka za primjenu različitih šavova. Složeniji posao može se obaviti samo iskustvom. Pogledajmo osnove tehnologije i neke trikove postupka zavarivanja, kao i opremu i materijale koji se koriste.
Sadržaj
Vrste aparata za zavarivanje
Za ispravan izbor stroja za zavarivanje potrebno je uzeti u obzir sve prednosti i nedostatke raznih vrsta i modela zavarivača.
transformatori - najjednostavniji i tradicionalni uređaji, prilično teški, izrađeni na temelju transformatora koji pada, koji donosi vrijednost napona na potrebnu vrijednost za rad. Značajka transformatora je da djeluju na izmjeničnu struju, što stvara nestabilan luk. U kombinaciji s povećanom količinom nečistoća šljake i plinova, takav luk promiče raspršivanje metala i pokvari izgled šava. Kvalitetni šav s takvim uređajem može napraviti iskusni zavarivač s vještinama na transformatoru.

Jednostavan stroj pogonjen naizmjeničnom strujom
ispravljači - zavarivači koji mogu pretvarati izmjeničnu struju u usmjeravanje i snižavanje mrežnog napona pomoću poluvodičkih dioda. Izravna struja daje stabilan luk i omogućava vam da šav zavarivanja bude homogen i nepropusan, jak i lijep. Ispravljač je univerzalan, za njega su prikladne sve vrste elektroda, s ovim uređajem možete kuhati sve vrste metala: nehrđajući čelik, aluminij, bakar, titan, razne legure.

Univerzalni aparat za zavarivanje pogodan za sve vrste elektroda
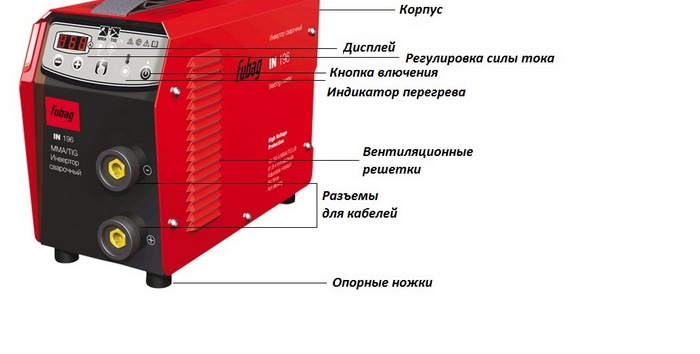
izmjenjivači - Vrlo su popularni jer su lagani, imaju izvrsnu funkcionalnost i imaju automatizirane postavke. Takve tehničke karakteristike dopuštaju početnicima da rade na njemu. Dizajn uređaja uključuje određeni broj jedinica koje pretvaraju izmjeničnu struju mreže u direktnu struju velike snage. Prednost ove vrste zavarivača je:
- sposobnost finog podešavanja;
- obavljanje širokog spektra zadataka;
- stabilan luk;
- otpor na naponske udare;
- visoka kvaliteta zavarivanja, glatka šava;
- rad sa svim vrstama elektroda;
- spajanje svih vrsta metala bilo koje debljine i položaja u prostoru.
- Ima dodatne funkcije koje sprečavaju lijepljenje elektrode i pad suza;
- sposobnost paljenja elektrode pri maksimalnom napajanju strujom;
Od minusa može se primijetiti:
- potreba za čestim uklanjanjem prašine;
- ograničena duljina kabela jednaka 2,5 m;
- nemogućnost rada na temperaturama zraka ispod - 15 stupnjeva.

Pretvarač pogodan za početnike zavarivače
Poluautomatski uređaji - Postoje dvije vrste. Prvi povećati produktivnost zavarivanje zbog kontinuiranu opskrbu žice. U ovom slučaju, nije potrebno stalno mijenjati elektrode. Šav je glatka, kontinuirana i bez nedostataka. Drugi rade u plinovitom okruženju, za to koriste kisik, dušik i ugljični dioksid, kao i argon i helij. Plinsko zavarivanje ima sljedeće prednosti:
- jedna je jedinica dizajnirana za rad sa plinom i žicom;
- izvrsna kvaliteta i estetika šava;
- stabilan glatki luk;
- visoka funkcionalnost;
- sposobnost zavarivanja složenih spojeva.

Pomoću ovog stroja možete napraviti visokokvalitetni zavar
Što će biti potrebno za rad početnika zavarivača
Prije svega, morate pripremiti opremu i radnu odjeću.
Alati i zaštitna oprema
Svakako će vam trebati stroj za zavarivanje, set elektroda, čekić i dlijeto za šljakanje šljake, metalna četka za čišćenje šavova. Električni držač koristi se za stezanje, držanje elektrode i napajanje strujom. Potreban nam je i set predložaka za provjeru veličine šava. Promjer elektrode odabire se ovisno o debljini lima. Ne zaboravite na zaštitu. Pripremamo masku za zavarivanje s posebnim svjetlosnim filterom koji ne propušta infracrvene zrake i štiti oči. Zasloni i štitnici obavljaju istu funkciju. Odijelo s ceradom, koje se sastoji od jakne s dugim rukavima i glatkih hlača bez reverja, kože ili filcanih cipela za zaštitu od metalnih prskanja i rukavica ili rukavica, platna ili antilop s prekrivanjem na rukavima. Takva ravna, zatvorena odjeća sprječava da zavarivač dobije rastopljeni metal na svom tijelu.
Postoje posebna zaštitna oprema koja se koristi za rad na visinama i unutar metalnih predmeta kada rade u sklonom položaju. U takvim slučajevima trebat će vam dielektrične čizme, kaciga, rukavice, prostirka, jastučići za koljena, nasloni za ruke, a za zavarivanje na visokoj visini potreban vam je sigurnosni pojas s naramenicama.

Kakve elektrode odabrati
Elektrode dolaze u raznim vrstama i markama. To je zbog potrebe odabira metala povezanih dijelova i iste metalne elektrode.
Svaka elektroda ima oznaku koja zavarivaču daje sve potrebne informacije. Naučiti čitati oznake je jednostavno.
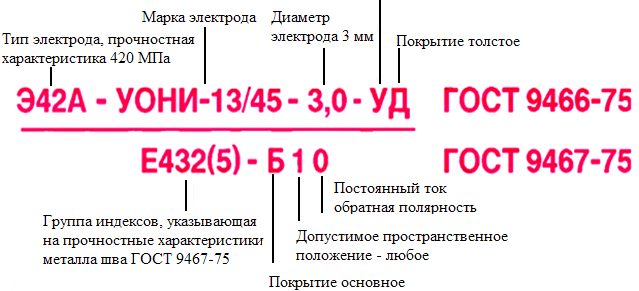
Na elektrodama su navedene posebne oznake.
Često su obložene raznim prevlakama što na vrhu daje elektrodama svojstva potrebna za zavarivanje različitih metala i radnih uvjeta. Ovdje je tablica klasifikacije elektroda prema vrsti premaza i značajkama primjene.
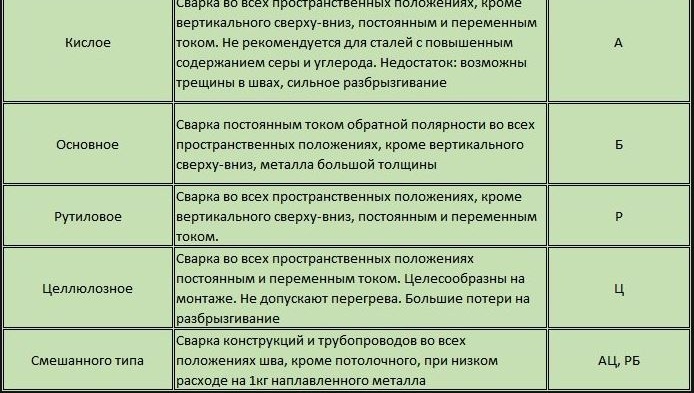
Specijalni premaz daje elektrodama posebna svojstva potrebna za zavarivanje različitih metala
Razvrstavanje elektroda prema vrsti i namjeni ogleda se u označavanju proizvoda.
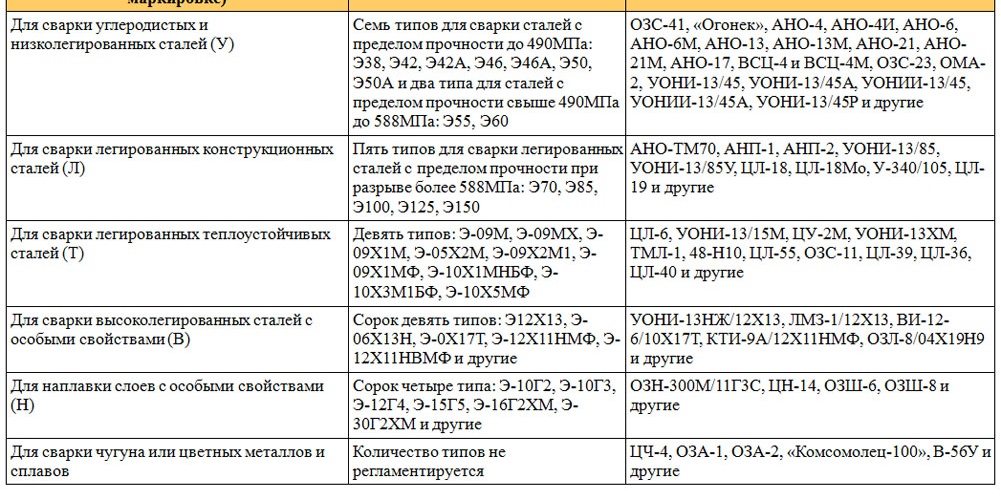
Elektrode se razlikuju u vrsti i namjeni.
Vrste zavara
Vezovi za zavarivanje dijele se prema položaju, čvrstoći, tehnologiji, značajkama dizajna. Vrste položaja šavova:
- Niži. Najjednostavniji i najpovoljniji, zahvaljujući sili gravitacije, metal ispunjava jaz između dijelova. Ovo je najviše izdržljiv i ekonomičan šav.
- Horizontalna. Radni dijelovi su okomiti na elektrodu, a šav ide vodoravno. Dio metala napušta zonu zavarivanja i elektroda se brže troši.
- Okomita.U ovom slučaju, radni dijelovi su također okomiti na elektrodu, ali šav je oblikovan okomito. Rtopljeni metal ima tendenciju smanjivanja, potrošnja elektroda je znatna.
- Sklon. Kretanje ruku zavarivača je nagnuto. Koristi se za kutne i trostruke spojeve.
- Stropni šav nalazi se iznad majstora.
Dizajn odvajanje:
- kundak Zglob stražnjice je prilično izdržljiv i ekonomičan, ne iskrivljuje površinu zgloba. Ovo je univerzalna veza.
- Dijelove zavarenog zavara kada nema dovoljno prostora za stražnji zavar. Debljina obradaka ne smije biti veća od 8-10 mm.
- Preporučuje se zavarivanje zavarivača s obje strane, dok se radni dijelovi nalaze pod kutom jedan prema drugom. Ovaj šav nije lako izvesti zbog povećanja zone zahvaćene toplinom i velike potrošnje elektroda.
- T-spoj je kutni šav gdje su ravnine dijelova zavarene okomito. Šav je formiran na dvije strane, prilično je kompliciran.
- Šav za električne zakovice koristi se kada nema potrebe za nepropusnim šavom, najisplativiji je i neupadljiv.
Za debele obrade možete zavarivati u jednom sloju ili u više slojeva.
Kako naučiti kuhati zavarivanjem - Vodič za početnike
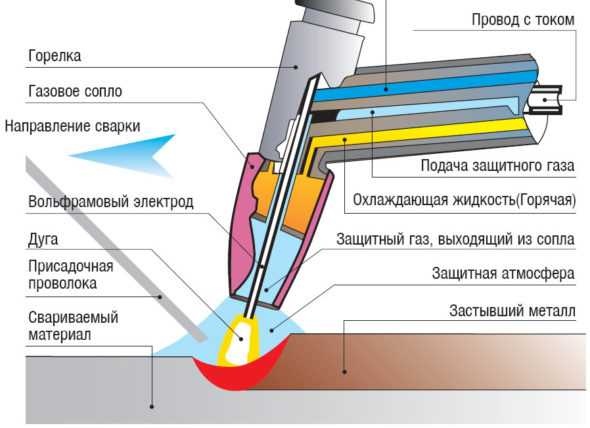
Zavarivanje je proces visokih temperatura. Za njegovu provedbu stvara se električni luk i drži se od elektrode do zavarenog proizvoda. Pod njegovim utjecajem taline osnovni materijal i metalna šipka elektrode. Stručnjaci kažu da se formira bazen za zavarivanje, u kojem se miješaju metal i baza i elektroda. Veličina oblikovane kupelji izravno ovisi o odabranom načinu zavarivanja, prostornom položaju, brzini luka, obliku i veličini ruba itd. Širina mu je u prosjeku 8-15 mm, duljina 10-30 mm, a dubina - oko 6 mm.
Prevlaka elektrode, takozvani premaz, tijekom taljenja formira posebnu plinsku zonu u području luka i iznad kupelji. Ona istiskuje sav zrak iz područja zavarivanja i sprječava interakciju rastaljenog metala s kisikom. Osim toga, sadrži parove metala i osnovnih i elektroda. Šljaka se formira na vrhu zavara, što također sprečava interakciju taline i zraka, što negativno utječe na kvalitetu zavarivanja. Nakon postupnog uklanjanja električnog luka, metal počinje kristalizirati i nastaje šav koji kombinira zavarene dijelove. Povrh je zaštitni sloj šljake, koji se naknadno uklanja.

Tijekom zavarivanja, premaz elektrode se topi, tvoreći posebnu plinsku zonu. Unutar njega se miješaju osnovni metal i elektrode
Najbolje je za početnike zavarivače prvo iskustvo dobiti pod vodstvom stručnjaka koji može ispraviti moguće pogreške i dati korisne savjete. Potrebno je započeti s radom, pouzdano fiksirajući detalj. Za sigurnost od požara, morate staviti kantu vode u vašu blizinu. Iz istog je razloga nemoguće izvesti zavarivačke radove na drvenoj osnovi i zanemariti čak i vrlo male ostatke korištene elektrode.
Spajanje aparata za zavarivanje
Da bi zavarivanje radilo sigurno, morate spojiti stroj na mrežu, poštujući sljedeća pravila:
- Prvo morate provjeriti napon i frekvenciju struje. Ti podaci moraju biti isti na mreži i na uređaju.
- Postavljamo izračunatu vrijednost trenutne snage na aparatu za zavarivanje, koja bi trebala odgovarati odabranom promjeru elektrode. Ako vam blok postavki zavarivača omogućava odabir napona, morate ga odmah postaviti. Spajanje se vrši pomoću posebnog utikača i uzemljenja.
- Sigurno fiksirajte uzemljeni terminal. Provjeravamo je li kabel izoliran i pažljivo umetnut u poseban držač.
- Obavezno provjerite sve priključke, kabele, utikače.
- Možete koristiti posebni produžni kabel koji se spaja bez međusobnih veza.
- U starijim kućama s lošim ožičenjem može doći do pada napona. Zaustavlja postupak i može oštetiti zavarivačku opremu. U tom slučaju vam je potreban električni generator koji će osigurati napon na radnoj razini.
Stroj za zavarivanje je jednostavan
Kako odabrati pravu struju
Struja zavarivanja važan je pokazatelj zavarivanja i određuje vrstu i prirodu šava i produktivnost rada. Što je veća struja, stabilniji je luk i veća je dubina prodora. Snaga struje ovisi o smještaju obrađenih predmeta u prostoru i veličini elektrode. Najveća vrijednost je postavljena za zavarivanje vodoravnih komada. Za vertikalne spojeve, trenutna vrijednost se primjenjuje za 15% manje, a za stropne spojeve - za 20%.
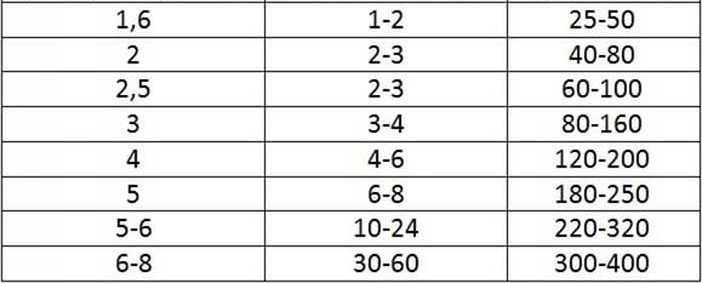
Snaga struje ovisi o položaju radnih predmeta i veličini elektrode
Kako zapaliti luk
Prvi način je dodirom. Da biste to učinili, ugradite elektrodu pod kutom od oko 60 ° u odnosu na proizvod. Polako ih držite na površini. Trebale bi se pojaviti iskre, sad dodirujemo metal elektrodom i podižemo je na visinu ne više od 5 mm.
Ako je operacija izvedena pravilno, luk će zasvijetliti. Tijekom zavarivanja mora se održavati razmak od pet milimetara. Treba imati na umu da će se pravilnim zavarivanjem metala električnim zavarivanjem elektroda postupno izgorjeti, tako da je stalno malo bliže metalu. Elektrodu treba pomicati polako, ako se odjednom zalijepi, morat ćete je malo pomaknuti u stranu. Ako se luk ne zapali, možda će biti potrebno povećati trenutnu snagu.
Drugi način je upečatljiv. Morate dovesti elektrodu na površinu obratka i udariti je po dijelu, kao da palite šibicu. Moguće je olakšati paljenje elektrode žbukanjem sa njenog ruba.
Nagib i kretanje elektrode
Nakon što je moguće bez problema zapaliti i održavati luk, vrijeme je da nastavite s fuzijom valjka. Zapalimo luk, polako i glatko pomičemo elektrodu vodoravno, izvodeći lagane oscilirajuće pokrete. Istodobno se čini da se rastaljeni metal "pokupio" do samog središta luka. Rezultat bi trebao biti jak šav s malim valovima formiranim metalom zavara.
Kut elektrode za početnika zavarivač je bolje promatrati oko 70 stupnjeva, to jest, s malim odstupanjem od vertikale. Ispod je dijagram lučnog zavarivanja.
Kut elektrode je oko 70 stupnjeva
Ako se elektroda tijekom zavarivanja dijelova gotovo u potpunosti izgorjela, a šav još nije završen, rad se privremeno zaustavlja. Korišteni element mijenjamo u novi, uklanjamo šljaku i nastavljamo s radom. Na udaljenosti od oko 12 mm od udubljenja formiranog na kraju šava, koji se također naziva krater, zapalimo luk. Dovedemo elektrodu u udubljenje tako da se od metala stare i novoinstalirane elektrode stvara legura, nakon čega se nastavlja zavarivanje šava.

Tijekom zavarivanja elektroda vrši određene pokrete, uglavnom translacijske, uzdužne i poprečne. Od njihovih kombinacija izrađuju se različite vrste šavova, najčešće su prikazane na dijagramu
Putanja luka tijekom zavarivanja dijelova mogu se izvršiti u tri smjera:
- Progresivni. Pretpostavlja pomicanje luka duž osi elektrode. Stoga je dovoljno jednostavno održati stabilnu duljinu luka.
- Uzdužni. Tvori valjak za zavarivanje filamenta, čija visina ovisi o brzini kojom se elektroda kreće i njenoj debljini. Ovo je običan šav, ali vrlo tanak. Da bi se to popravilo, u procesu pomicanja elektrode duž zavarenog šava izvode se i poprečni pokreti.
- Poprečni. Omogućuju vam da dobijete željenu širinu šava. Izvodi se oscilatornim pokretima. Njihova se širina odabire na temelju veličine i položaja šava, oblika njegovog rezanja itd.
U praksi se koriste sva tri glavna pokreta koji se međusobno naslažu i tvore određenu putanju. Postoje klasične opcije, međutim, svaki majstor obično "vidi" svoj vlastiti rukopis. Glavna stvar je da se tijekom rada rubovi povezanih elemenata dobro tope, a dobiva se šav određenog oblika.
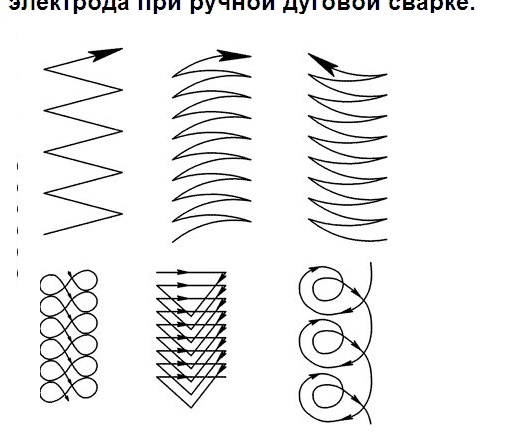
U pravilu se primjenjuju sva tri smjera, mogu se preklapati i oblikovati putanju
Zavarivanje šavova
Stropno zavarivanje
Ovaj šav smatra se najtežim, jer je bazen za zavarivanje okrenut naopako i smješten je iznad zavarivača. Elektroda je odabrana ne više od 4 mm i uzima se malo u stranu, tako da se metal ne širi. Koristite kratki luk i potpuno suhe elektrode, šav tijekom zavarivanja stropom treba biti tanak. Pokret se odvija na sebi, tako da je zavarivaču lakše kontrolirati kvalitetu šava. Postoji nekoliko načina za to:
- ljestve;
- polumjesec;
- obrnuto.
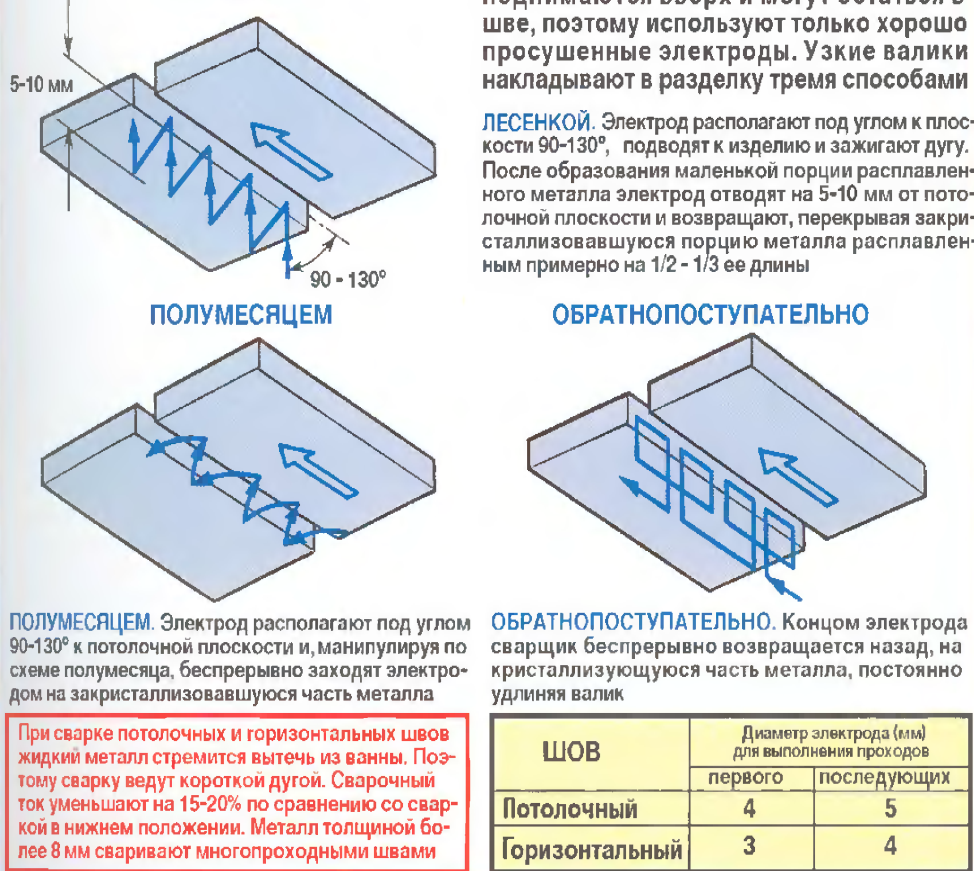
Stropni spoj smatra se najtežim
Video: izrada stropnog šava
vertikala
Prilikom izvođenja takvog šava elektrodu možete voditi odozgo prema dolje ili odozdo prema gore. Da se spriječi isušivanje metala, elektrodu treba postaviti pod kutom od 45-50 stupnjeva od okomitog položaja. Iskusni zavarivači preporučuju izradu ovog šava u jednom naletu.
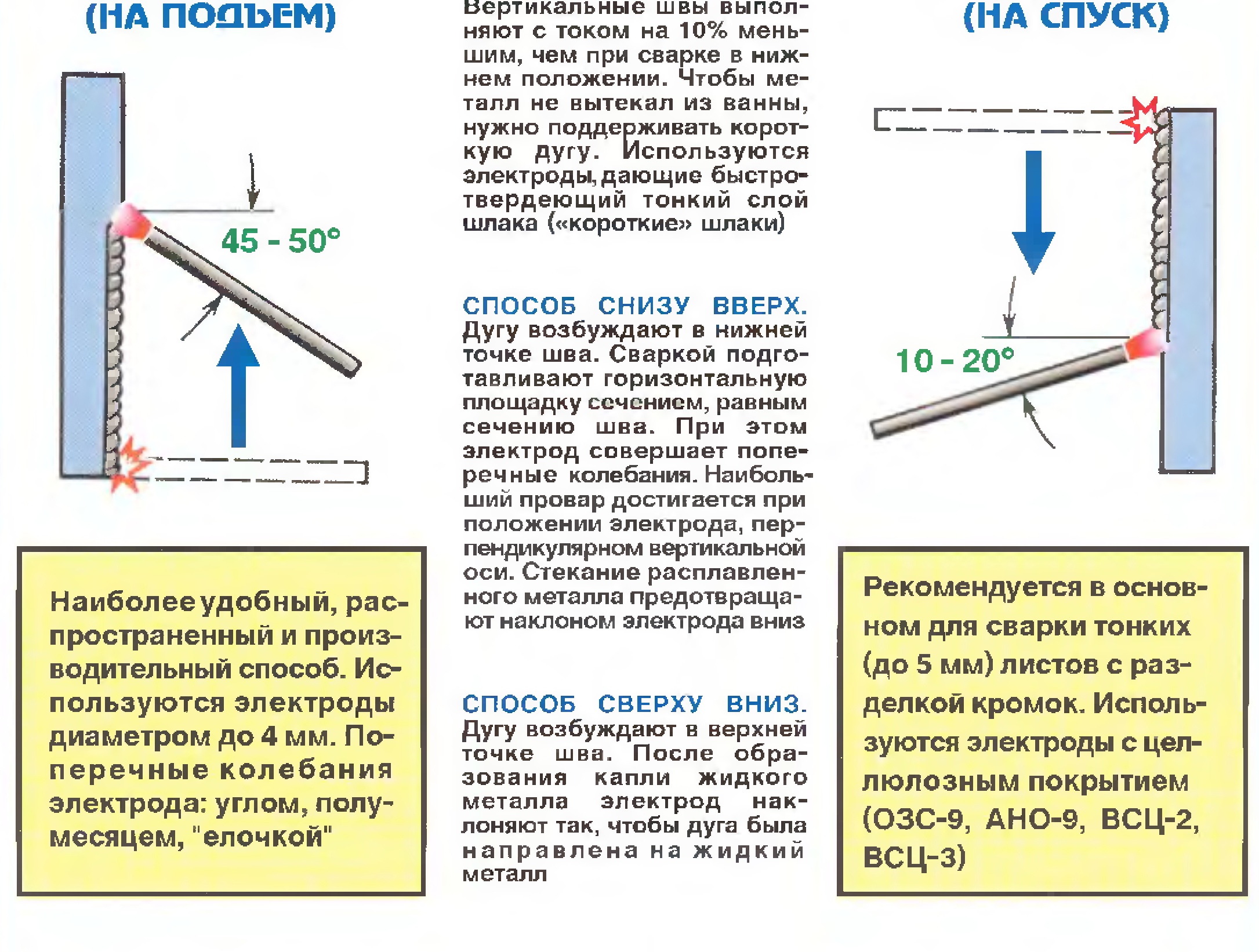
Prilikom izvođenja vertikalnog šava elektroda se nalazi pod kutom od 45-50 stupnjeva
Video: okomiti šav
23.03
Vodoravni šav
Prilikom izvođenja takvog šava glavna poteškoća leži u protoku metala prema dolje. Da bi riješio taj problem, zavarivač mora odabrati kut elektrode i brzinu prolaza. Zavarivanje se provodi s lijeva na desno ili s desna na lijevo.
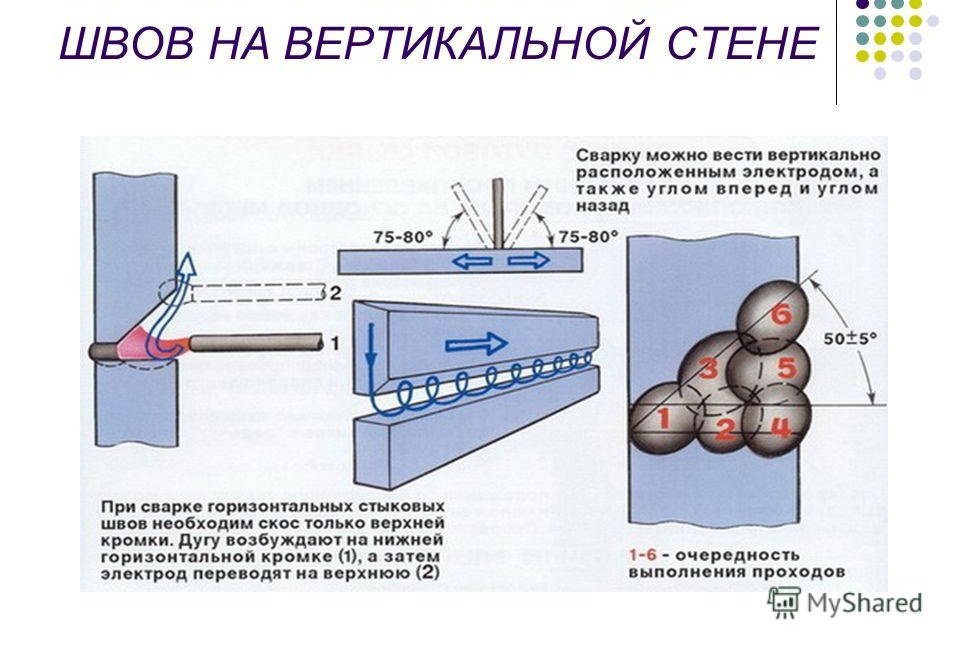
Prilikom izvođenja vodoravnog šava morate ispravno odabrati kut elektrode i brzinu prolaza
Kutni
Prilikom formiranja spojeva od punjenja ili T-ova, dijelovi se brodom postavljaju pod različitim kutima, tako da se rastopljeni metal preliva u kut. Tada su uhvaćeni zavarivanjem s obje strane, jedan rub konstrukcije trebao bi biti malo viši od drugog. Kretanje elektrode počinje od donje točke.
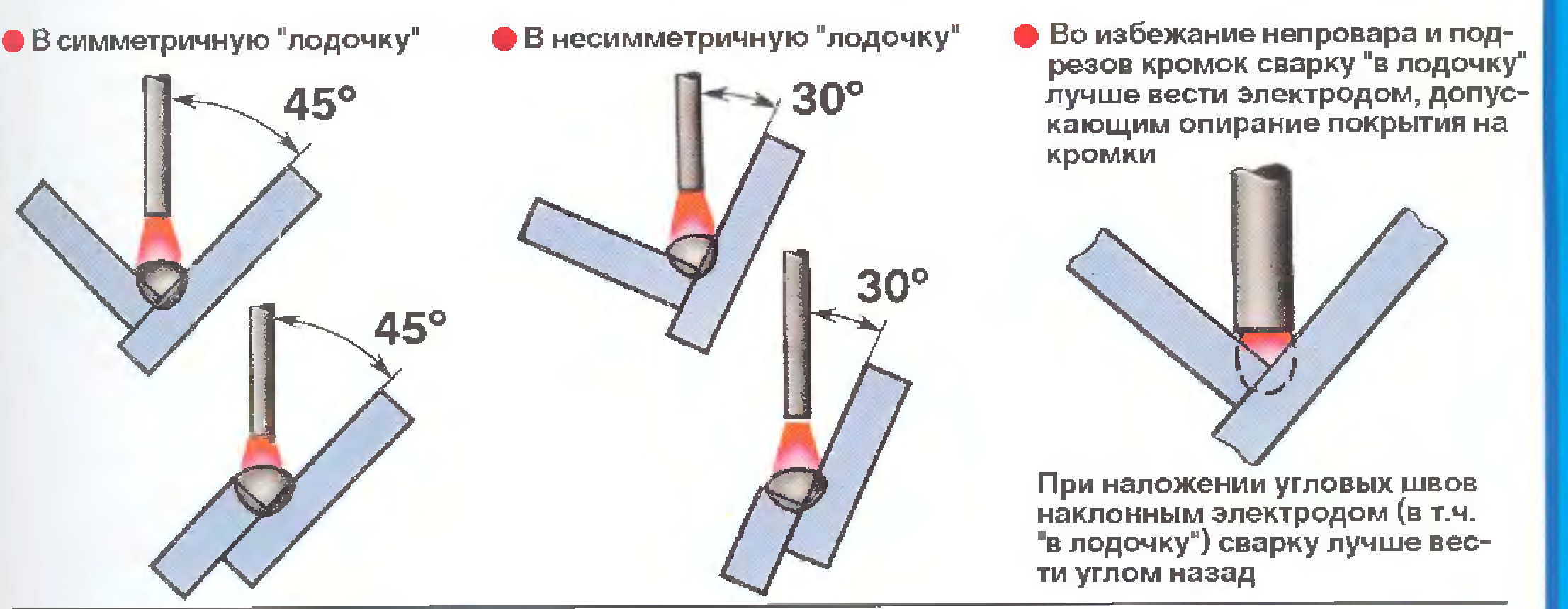
Kod kutnog zavarivanja kretanje elektroda počinje od dna
Značajke zavarivanja cjevovoda
Lučnim zavarivanjem možete napraviti vertikalni šav, koji se nalazi na bočnoj strani cijevi, vodoravni - duž njegovog oboda. Kao i strop i dno, koji se nalaze, odnosno, iznad i ispod. Štoviše, potonji se smatra najpovoljnijim u izvršenju. Čelične cijevi su obično zavarene uz obavezno prodiranje svih rubova duž visine zidova. Za smanjenje priliva unutar cijevi odabran je kut nagiba elektrode ne veći od 45 ° u odnosu na horizontalni. Visina šava je 2-3 mm, širina 6-8 mm. Kod krupnog zavarivanja visina šava je oko 3 mm, a širina 6-8 mm.
Prije nego što počnemo kuhati cijev električnim zavarivanjem, provodimo pripremne radove:
- temeljito očistite predmet;
- ako su krajevi cijevi deformirani, izrezati ih ili ispraviti;
- očistite rubove. Očistimo metalnim sjajem najmanje 10 mm vanjske i unutarnje ravnine koja se nalazi uz rubove cijevi.
Sada možete započeti zavarivanje. Svi spojevi se kontinuirano obrađuju, do potpunog zavarivanja. Rotacijski i ne rotacijski spojevi cijevi širine stijenke do 6 mm proizvode se u najmanje 2 sloja. S širinom zida od 6-12 mm izvode se tri sloja, više od 19 mm - četiri. Posebnost zavarivanja cijevi je ta što se svaki šav koji se nanosi na spoj mora očistiti od šljake, nakon čega se provodi sljedeće. Prvi šav je najodgovorniji. Trebao bi u potpunosti rastopiti sve rubove i probiti se. Posebno se pažljivo ispituje radi otkrivanja pukotina. Ako su prisutni, smrde se ili se komad odsječe i ponovno skuha.

Završni sloj je što glatkiji s glatkim prijelazom na osnovni metal
Drugi i svi sljedeći slojevi izvode se laganim okretanjem cijevi. Kraj i početak svih slojeva nužno su pomaknuti u odnosu na prethodni sloj za 15-30 mm. Završni sloj se izvodi s glatkim prijelazom na osnovni metal i s ravnom površinom. Da bi se poboljšala kvaliteta zavarivanja cijevi električnim zavarivanjem, svaki se sljedeći sloj izvodi u suprotnom smjeru u odnosu na prethodni, a njihove točke zatvaranja moraju biti postavljene jedna od druge.
Samozavarivanje je prilično kompliciran poduhvat. Međutim, ako želite, ipak ga možete savladati. Morate naučiti osnovna pravila postupka i postupno naučiti izvoditi najjednostavnije vježbe. Ne treba štedjeti vrijeme i energiju za savladavanje osnova, što će postati osnova majstorstva. Nakon toga, moći ćete hrabro prijeći na složenije tehnike, odvodeći svoje vještine.
Materijal ažuriran 03.03.2018


5 komentara