Főzés hegesztéssel: teljes útmutató kezdőknek

Az alkatrészek összekapcsolásának egyik legmegbízhatóbb módja a hegesztési varrás. Az iparban és a mindennapi életben használják. Minden otthoni kézműves időről időre hegesztést alkalmaz. Nos, ha tudja, hogyan kell főzni, de gyakran forduljon szakemberekhez. A hegesztés azonban megtanulható. A legegyszerűbb dologgal kell kezdenie: az elektromos hegesztés kezdőknek mindenekelőtt a különféle varratok végrehajtásának képzését jelenti. Bonyolultabb munka csak tapasztalatok alapján végezhető el. Nézzük meg a technológia alapjait és a hegesztési eljárás néhány trükkét, valamint a használt eszközöket és anyagokat.
Tartalom
Hegesztőgépek típusai
A hegesztőgép helyes megválasztásához figyelembe kell venni a hegesztők különböző típusainak és modelljeinek előnyeit és hátrányait.
transzformerek - a legegyszerűbb és legszokásosabb eszközök, meglehetősen nehéz súlyú, leépített transzformátor alapján készültek, amely a feszültség értékét a működéshez szükséges értékre hozza. A transzformátorok egyik jellemzője, hogy váltakozó árammal működnek, ami instabil ívot hoz létre. Nagyobb mennyiségű salakkal és gázszennyeződésekkel kombinálva egy ilyen ív elősegíti a fémszórást és rontja a varrat megjelenését. Egy magas minőségű varratot egy ilyen eszközzel el lehet készíteni egy tapasztalt hegesztővel, aki transzformátoron jártas.

Egyszerű gép váltakozó áramú
egyenirányítók - hegesztők, akik félvezető diódák segítségével váltakozó áramot alakíthatnak át a hálózati feszültség irányítására és csökkentésére. Az egyenáram stabil ívet ad és lehetővé teszi a hegesztés egységes és szoros, erős és gyönyörű alakítását. Az egyenirányító univerzális, ehhez minden típusú elektróda alkalmas, ezzel a készülékkel minden fémet fémesen főzhet: rozsdamentes acél, alumínium, réz, titán, különféle ötvözetek.

Univerzális hegesztőgép, amely alkalmas minden típusú elektródra
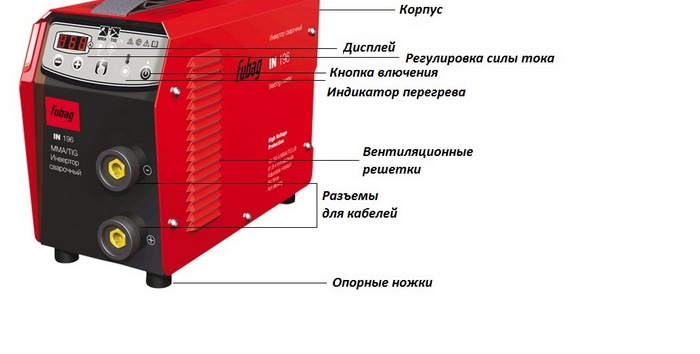
inverterek - Nagyon népszerűek, mivel könnyűek, kiváló funkcionalitással és automatizált beállításokkal rendelkeznek. Az ilyen műszaki jellemzők lehetővé teszik a kezdők számára, hogy dolgozzanak rajta. A berendezés kialakítása számos egységet tartalmaz, amelyek a hálózat váltakozó áramát nagy teljesítményű egyenárammá alakítják át. Az ilyen típusú hegesztők előnye:
- a finomhangolás képessége;
- sokféle feladat elvégzése;
- stabil ív;
- ellenállás a hatalmas hullámoknak;
- kiváló minőségű hegesztés, sima varrás;
- dolgozzon minden típusú elektródával;
- bármilyen vastagságú és űrben elhelyezkedő fémetípus csatlakoztatása.
- További funkciókkal rendelkezik, amelyek megakadályozzák az elektróda beragadását és a könnycseppet;
- képesség az elektródot a maximális áramellátás mellett tüzet gyújtani;
A mínuszok közül meg lehet jegyezni:
- a por gyakori eltávolításának szükségessége;
- korlátozott kábelhossz: 2,5 m;
- képtelenség dolgozni - 15 fok alatti levegő hőmérsékleten.

Inverter kezdõ hegesztõkhöz
Félautomatikus eszközök - Kétféle típus létezik. Az első növeli a hegesztés hatékonyságát a huzal folyamatos ellátása miatt. Ebben az esetben nem szükséges állandóan megváltoztatni az elektródákat. A varrás sima, folytonos és hibátlan. A második gáznemű környezetben működik, ehhez oxigént, nitrogént és szén-dioxidot, valamint argonot és héliumot használnak. A gázhegesztésnek a következő előnyei vannak:
- az egységet úgy tervezték, hogy mind gázzal, mind vezetékkel működjön;
- a varrat kiváló minősége és esztétikája;
- stabil sima ív;
- magas funkcionalitás;
- az összetett hézagok hegesztésének képessége.

Ezzel a gépen jó minőségű hegesztést készíthet
Mi szükséges egy kezdő hegesztő működéséhez
Mindenekelőtt felszerelést és munkaruhát kell készítenie.
Szerszámok és védőeszközök
Határozottan szükség van hegesztőgépre, elektródakészletre, kalapácsra és vésőre a salak megfésülésére, fémkefére a varratok tisztításához. Elektromos tartót használnak az elektróda rögzítéséhez, tartásához és áramának táplálásához. Szükségünk van egy sablonkészletre is a varrás méretének ellenőrzésére. Az elektróda átmérőjét a fémlemez vastagságától függően választjuk meg. Ne felejtsük el a védelmet. Hegesztőmaszkot készítünk egy speciális fényszűrővel, amely nem továbbítja az infravörös sugárzást és védi a szemét. A képernyők és pajzsok ugyanazt a funkciót látják el. Ponyvaöltözet, hosszú ujjú kabátból és sima nadrágból, hajtókák nélkül, bőrből vagy nemezelt cipőből, fém fröccsenéssel és kesztyűvel vagy ujjatlan kesztyűvel, ponyvával vagy velúrból, átfedéssel. Az ilyen közvetlen, zárt ruházat megakadályozza, hogy a hegesztő hegesztett fémet kapjon a testén.
Vannak speciális védőfelszerelések, amelyeket hajlított helyzetben történő munkavégzéshez használnak fémtárgyak magasságában és belsejében. Ilyen esetekben dielektromos csizmára, sisakra, kesztyűre, szőnyegre, térdpárnára, kartámaszra van szüksége, és nagymagasságú hegesztéshez hevederrel ellátott biztonsági övre van szüksége.

Milyen elektródákat válasszon
Az elektródák különféle típusú és márkájúak. Ennek oka a csatlakoztatott részek fémének és ugyanazon fém elektródnak a kiválasztása.
Minden elektródán van egy jelölés, amely megadja a hegesztő számára az összes szükséges információt. A jelölések olvasásának megtanulása könnyű.
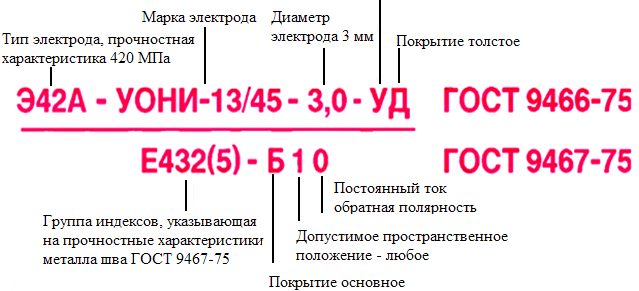
A speciális jelöléseket az elektródok jelzik.
Gyakran különféle bevonatúak vannak bevonva a tetejükön, amely az elektródák számára biztosítja a különböző fémek hegesztéséhez és a munkakörülményekhez szükséges tulajdonságokat. Az elektródák osztályozási táblázata a bevonat típusa és az alkalmazás alapján.
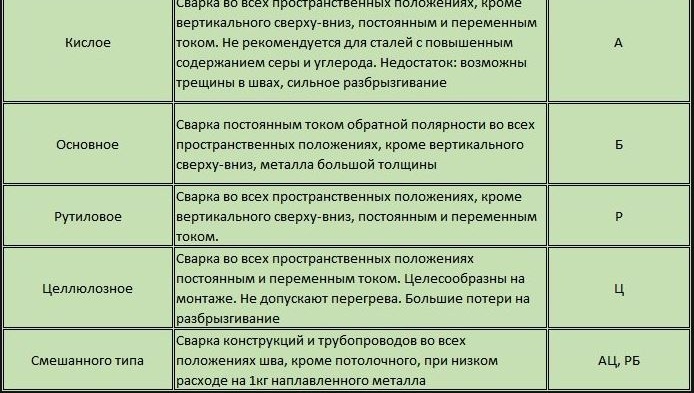
A speciális bevonat az elektródák számára különleges tulajdonságokat biztosít, amelyek a különféle fémek hegesztéséhez szükségesek
Az elektródák típus és rendeltetés szerinti osztályozását tükrözi a termék címkézése.
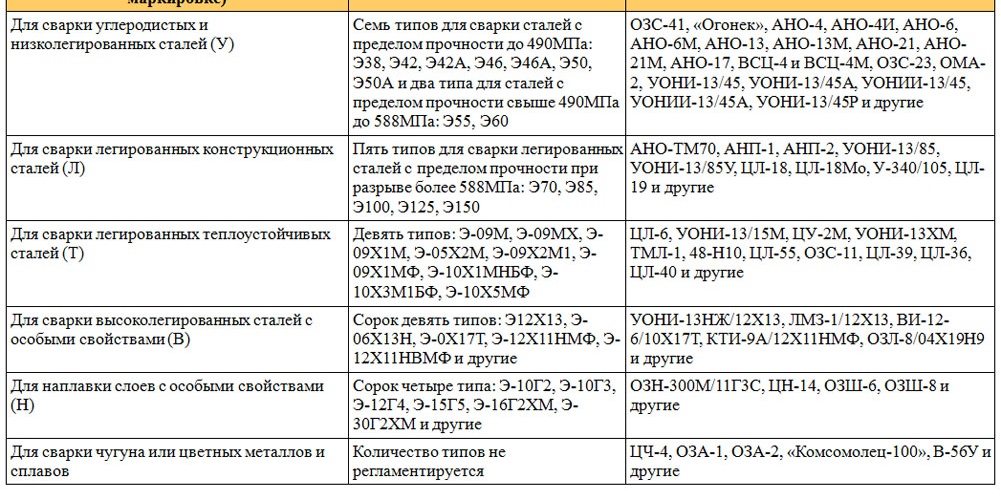
Az elektródák típusától és céljától függően változhatnak.
Varratok típusai
Az összekötő hegesztéseket elosztják a hely, az erő, a technológia és a tervezési jellemzők szerint. A varratok helyének típusai:
- Alsó. A legegyszerűbb és legkényelmesebb, a gravitációs erőnek köszönhetően a fém kitölti az alkatrészek közötti rést. Ez a legtartósabb és leggazdaságosabb varrás.
- Vízszintes. A munkadarabok merőlegesek az elektródra, és a varrás vízszintesen fut. A fém egy része elhagyja a hegesztési zónát, és az elektród gyorsabban fogyasztódik fel.
- Függőleges.Ebben az esetben a munkadarabok merőlegesek is az elektródra, de a varrat függőlegesen van kialakítva. Az olvadt fém lefelé hajlik, az elektróda fogyasztás jelentős.
- Hajlamos. A hegesztő kéz mozgása ferde. Sarok- és tee-illesztésekhez használják.
- A mennyezeti varrás a mester felett helyezkedik el.
Terv elválasztása:
- Csikk A fenékcsukló meglehetősen tartós és gazdaságos, nem torzítja az illesztési felületet. Ez egy univerzális kapcsolat.
- Hegesztett alkatrészek, ha nincs elég hely egy tompahegesztéshez. A munkadarabok vastagsága nem haladhatja meg a 8-10 mm-t.
- Ajánlott mindkét oldalán hegeszteni a filéhegesztést, miközben a munkadarabok egymással szögben vannak elhelyezve. Ezt a varratot nem könnyű elvégezni a hőhatású zóna növekedése és az elektród nagy fogyasztásának köszönhetően.
- A T-csukló egy szögletes varrás, amelyben az alkatrészek síkjai merőlegesen vannak hegesztve. A varrás két oldalról van kialakítva, ez elég bonyolult.
- Az elektromos szegecsek varratát akkor használják, amikor nincs szükség légmentesen varratra, ez a leggazdaságosabb és leginkább feltűnő.
A hegesztés egy rétegben vagy több rétegben végezhető vastag munkadarabok esetén.
Hogyan kell megtanulni főzni hegesztéssel - Útmutató a kezdőnek
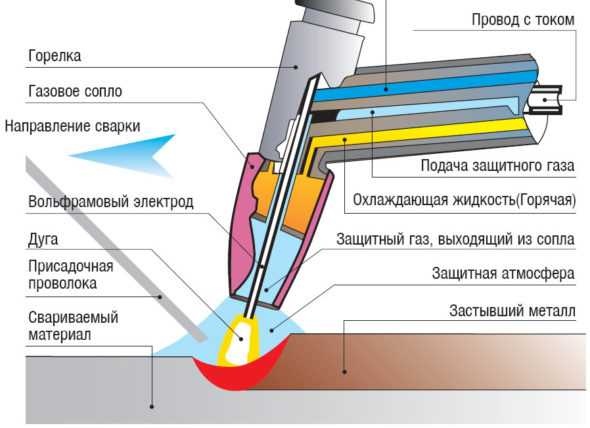
A hegesztés magas hőmérsékleti folyamat. Ennek megvalósításához elektromos ív alakul ki, amelyet az elektródtól a hegesztett termékig tartanak. Hatása alatt az alapanyag és az elektróda fémrúd megolvad. A szakemberek szerint hegesztési medence jön létre, amelyben az alap és az elektróda fém össze van keverve. A kialakított fürdő mérete közvetlenül függ a választott hegesztési módtól, térbeli helyzetétől, ívsebességtől, a szél alakjától és méretétől stb. Szélessége átlagosan 8-15 mm, hossza 10-30 mm és mélysége - körülbelül 6 mm.
Az elektród bevonása, az úgynevezett bevonat az olvadás során speciális gázzónát képez az ív környékén és a fürdő fölött. Kihúzza az összes levegőt a hegesztési területről, és megakadályozza az olvadt fém és az oxigén kölcsönhatását. Ezen felül tartalmaz mind pár alapanyagot és elektródot. A hegesztés tetején salak képződik, amely megakadályozza az olvadék kölcsönhatását a levegővel, ami negatív hatással van a hegesztés minőségére. Az elektromos ív fokozatos eltávolítása után a fém kristályosodni kezd, és egy varrat alakul ki, amely összekapcsolja a hegesztett részeket. A tetején egy salakvédő réteg van, amelyet később eltávolítanak.

A hegesztési varrat során az elektród bevonat megolvad, és ez egy speciális gázzónát képez. Ezen belül a nemesfémet és az elektródot összekeverik
A kezdő hegesztőknek az a legjobb, ha az első tapasztalatot szakember irányítása alatt kapják, aki kijavíthatja a lehetséges hibákat és hasznos tanácsokat adhat. A munkát meg kell kezdeni egy részlet megbízható rögzítésével. A tűzbiztonság érdekében öntsen egy vödör vizet közelébe. Ugyanezen okból kifolyólag lehetetlen hegeszteni egy fa alapon, és elhanyagolni a használt elektróda nagyon kis maradványait is.
Hegesztőgép csatlakoztatása
A hegesztés biztonságos működése érdekében a gépet csatlakoztatni kell a hálózathoz, a következő szabályok betartásával:
- Először ellenőriznie kell a feszültséget és az áram frekvenciáját. Ezeknek az adatoknak azonosnak kell lenniük a hálózaton és az eszközön.
- Beállítottuk a hegesztőgépen az áramteljesítmény kiszámított értékét, amelynek meg kell egyeznie a kiválasztott elektróda átmérőjével. Ha a hegesztőbeállítások blokkja lehetővé teszi a feszültség kiválasztását, akkor azonnal beállítania kell. A csatlakoztatás egy speciális dugaszon és földelőcsapon keresztül történik.
- Biztonságosan rögzítse a földi terminált. Ellenőrizze, hogy a kábel szigetelve van-e, és gondosan be van-e dugva egy speciális tartóba.
- Ellenőrizze az összes csatlakozást, kábelt, csatlakozót.
- Használhat egy speciális hosszabbítót, amely közbenső csatlakozások nélkül csatlakozik.
- Idősebb házakban, ahol rossz vezeték van, feszültségcsökkenés léphet fel. Leállítja a folyamatot és károsíthatja a hegesztőberendezést. Ebben az esetben olyan elektromos generátorra van szüksége, amely üzemi feszültséget biztosít.
A hegesztőgép egyszerű
Hogyan válasszuk ki a megfelelő áramot?
A hegesztési áram a hegesztés fontos mutatója, meghatározza a varrás típusát és jellegét, valamint a munka elvégzését. Minél nagyobb az áram, annál stabilabb az ív és annál nagyobb a behatolási mélység. Az áramszilárdság a munkadarabok űrben való elhelyezkedésétől és az elektróda méretétől függ. A legmagasabb értéket a vízszintes munkadarabok hegesztésére állítják be. Függőleges illesztéseknél az áramértéket 15% -kal, a mennyezeti illesztéseket pedig 20% -kal kell alkalmazni.
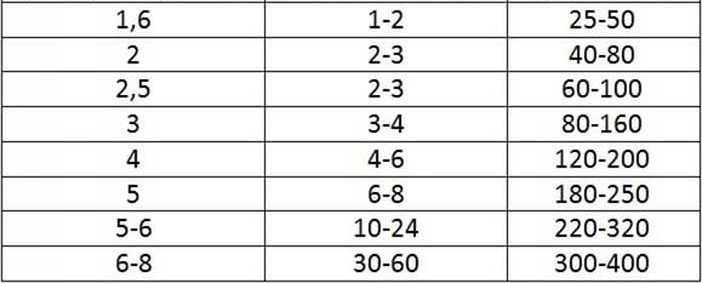
Az áramszilárdság a munkadarabok elhelyezkedésétől és az elektróda méretétől függ
Hogyan kell meggyújtani egy ívot
Az első módszer a megérintés. Ehhez helyezze az elektródát kb. 60 ° szögbe a termékhez képest. Lassan tartsa őket a felszínen. Szikráknak kell megjelenniük. Most megérintjük a fémt az elektródával, és legfeljebb 5 mm magasságra emelik.
Ha a műveletet helyesen hajtották végre, akkor az ív kigyullad. A hegesztés során öt milliméter távolságot kell tartani. Ne feledje, hogy a fém elektromos hegesztéssel történő megfelelő hegesztésével az elektród fokozatosan kiég, tehát folyamatosan kissé közelebb van a fémhez. Az elektródot lassan kell mozgatni, ha hirtelen beragad, akkor kissé oldalra kell fordítania. Ha az ív nem gyullad ki, akkor lehet, hogy növelni kell az áramerősséget.
A második módszer feltűnő. Az elektródot a munkadarab felületére kell vinni, és az alkatrészre ütni, mintha gyufát világít. Az elektróda gyulladását megkönnyíthetjük annak széle által végzett vakolatokkal.
Az elektróda dőlése és mozgása
Miután az ívet probléma nélkül meg lehet gyújtani és fenntartani, ideje folytatni a henger olvadását. Meggyújtjuk az ívot, lassan és simán mozgatjuk az elektródát vízszintesen, könnyű lengő mozgásokkal. Ugyanakkor úgy tűnik, hogy az olvadt fém „felveszi” az ív közepét. Az eredmény egy erős varrás, kis hullámokkal, amelyeket a hegesztett fém képez.
A kezdő hegesztők számára az elektróda szöge jobban megfigyelhető, körülbelül 70 fok, azaz kissé eltérve a függőlegestől. Az alábbiakban az ívhegesztés diagramja látható.
Az elektróda szöge körülbelül 70 fok
Ha az elektróda szinte teljesen elégett az alkatrészek hegesztése közben, és a varrás még nem fejeződött be, a munka ideiglenesen leáll. Cseréljük a használt elemet egy újra, eltávolítjuk a salak és folytatjuk a munkát. Körülbelül 12 mm távolságra a varrás végén kialakult mélyedéstől, amelyet kráternek is nevezünk, meggyújtjuk az ívot. Az elektródát a mélyedésbe hozzuk úgy, hogy ötvözet alakuljon ki a régi és az újonnan telepített elektród féméből, amely után a varrat hegesztése folytatódik.

A hegesztés során az elektróda bizonyos mozgásokat hajt végre, elsősorban transzlációs, hosszirányú és keresztirányú mozgásokat. Kombinációikból különféle varratok készülnek, a leggyakoribbokat az ábra mutatja
Az ív pályája az alkatrészek hegesztése során három irányba tehető:
- Haladó. Ez magában foglalja az ív mozgatását az elektróda tengelye mentén. Így elég egyszerű a stabil ívhossz fenntartása.
- Hosszirányú. Izzóhengert képez, amelynek magassága függ az elektróda mozgásának sebességétől és vastagságától. Ez egy egyszerű varrás, de nagyon vékony. Rögzítéséhez az elektród hegesztett varrás mentén történő mozgatásakor keresztirányú mozgásokat is végrehajtunk.
- Átlós. Hagyja elérni a kívánt varratszélességet. Ezt oszcilláló mozgásokkal hajtják végre. Szélességüket a varrás méretének és helyzetének, a vágás alakjának stb. Alapján választják meg.
A gyakorlatban mind a három fő mozgást használják, amelyek egymásra vannak helyezve és egy bizonyos pályát képeznek. Vannak klasszikus lehetőségek, azonban minden mester általában "látja" saját kézírását. A lényeg az, hogy a munka során a csatlakoztatott elemek szélei jól megolvadnak, és egy adott alakú varratot kapnak.
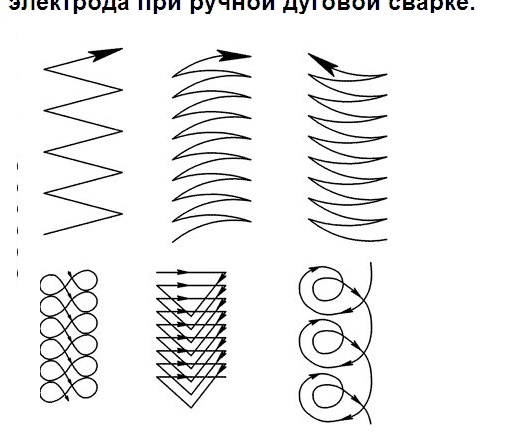
Rendszerint mindhárom irányt alkalmazzák: átfedhetnek és útvonalat képezhetnek
Hegesztési varratok
Mennyezeti hegesztés
Ezt a varratot tekintik a legnehezebbnek, mivel a hegesztési medence fejjel lefelé van fordítva és a hegesztő felett helyezkedik el. Az elektródot legfeljebb 4 mm-re választják, és kissé oldalra húzzák, hogy a fém ne terjedjen. Használjon rövid ívet és teljesen száraz elektródokat. A mennyezet hegesztése során a varrás vékony legyen. A mozgás önmagában zajlik, így a hegesztő könnyebben ellenőrizheti a varrás minőségét. Ennek többféle módja van:
- létra;
- félhold;
- fordítva.
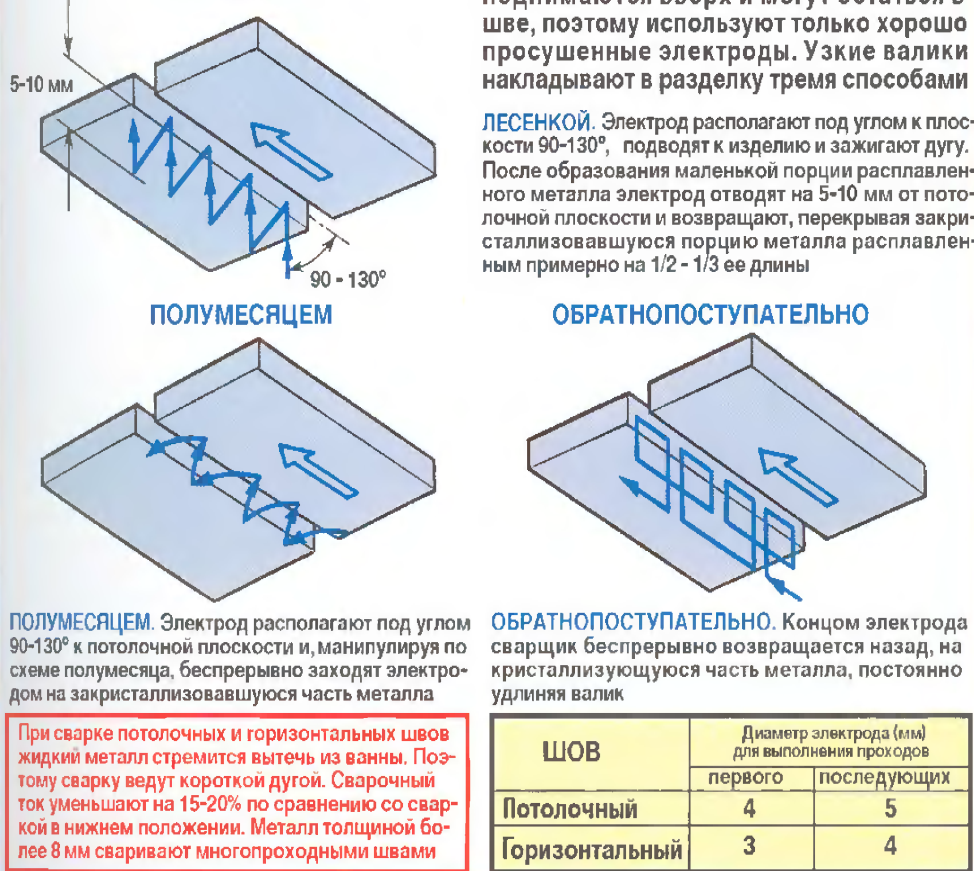
A mennyezeti csatlakozást a legnehezebbnek tekintik
Videó: mennyezeti varrás készítése
Függőleges
Egy ilyen varrás végrehajtása közben az elektródát fentről lefelé vagy alulról felfelé vezetheti. A fém leeresztésének megakadályozása érdekében az elektródot a merőleges helyzethez képest 45-50 fokos szögben kell elhelyezni. A tapasztalt hegesztők azt javasolják, hogy ezt a varratot készítsék egy sorozatban.
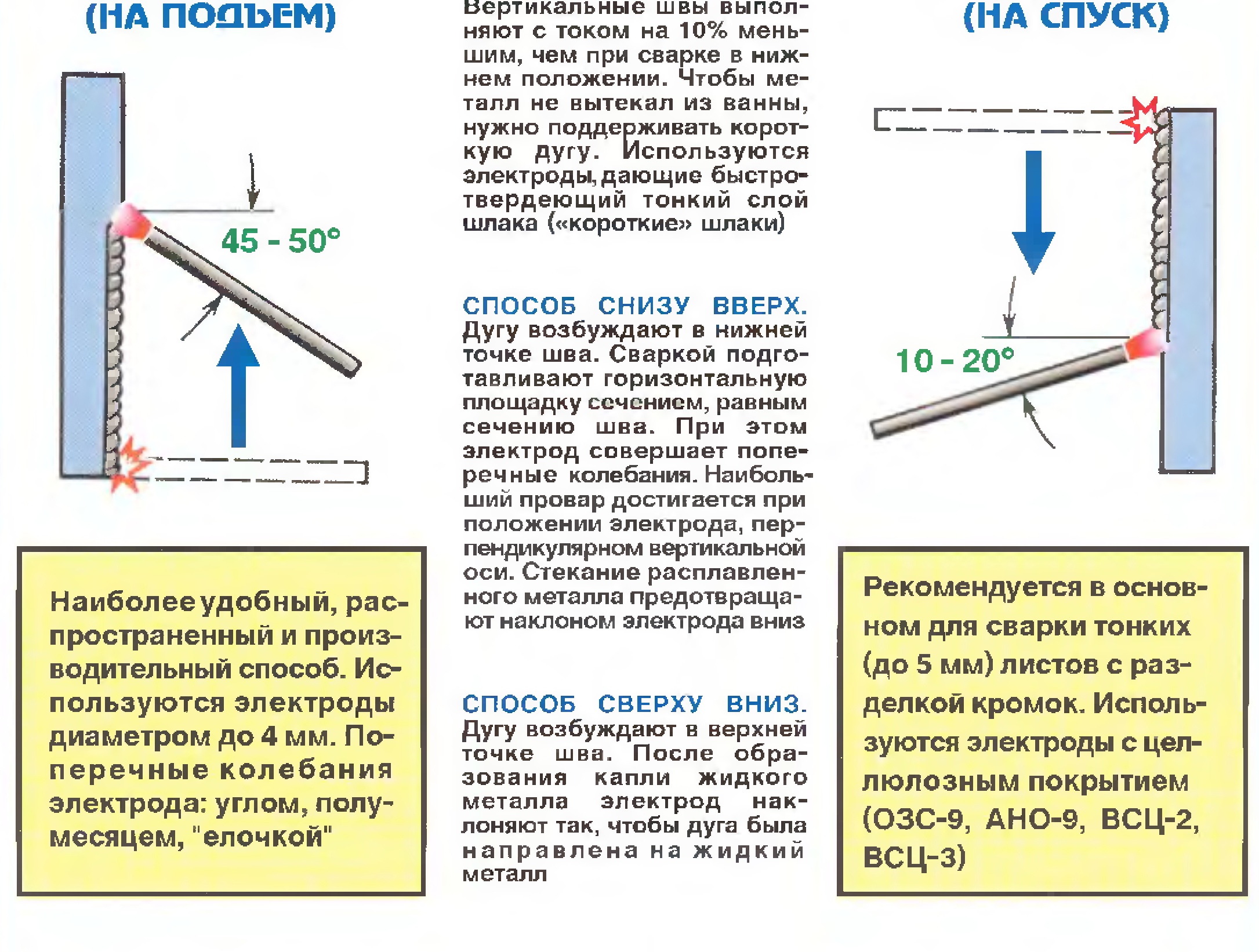
Függőleges varrás elvégzésekor az elektród 45-50 fokos szögben helyezkedik el
Videó: függőleges varrás
23.03
Vízszintes varrás
Egy ilyen varrás végrehajtásakor a fő nehézség a fém lefelé áramlásában rejlik. A probléma megoldásához a hegesztőnek meg kell választania az elektróda szögét és az áthaladási sebességet. A hegesztést balról jobbra vagy jobbról balra végzik.
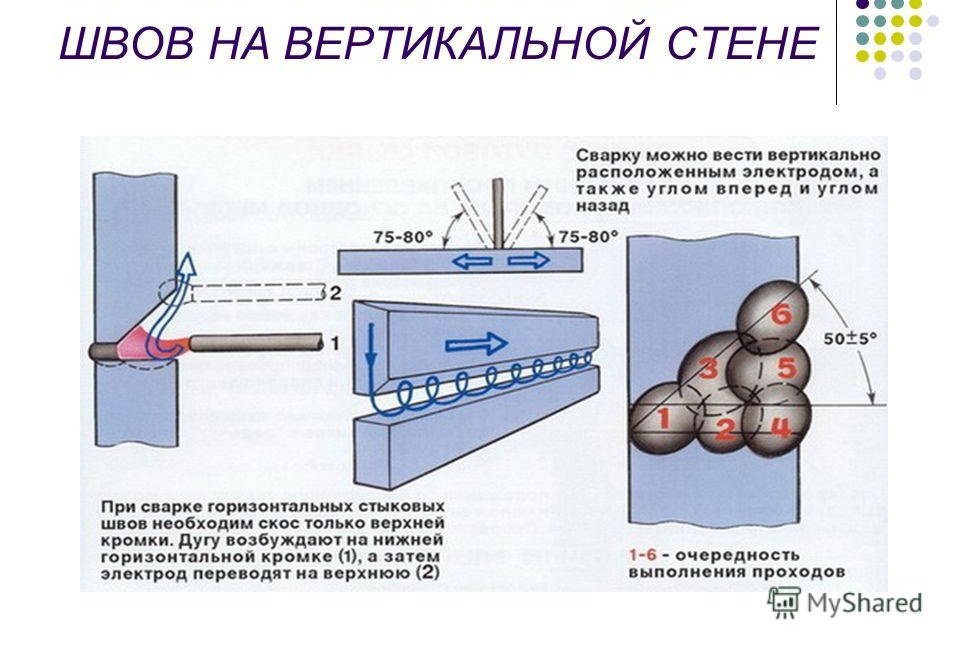
Vízszintes varrás elvégzésekor helyesen kell kiválasztania az elektróda szögét és az áthaladási sebességet
Szögletes
Filé vagy T-illesztés kialakításakor az alkatrészeket a csónak különböző szögekben helyezi el úgy, hogy az olvadt fém sarokba folyjon. Ezután mindkét oldalon hegesztéssel fogják őket, a szerkezet egyik széle kissé magasabb legyen, mint a másik. Az elektróda mozgása az alsó pontból indul.
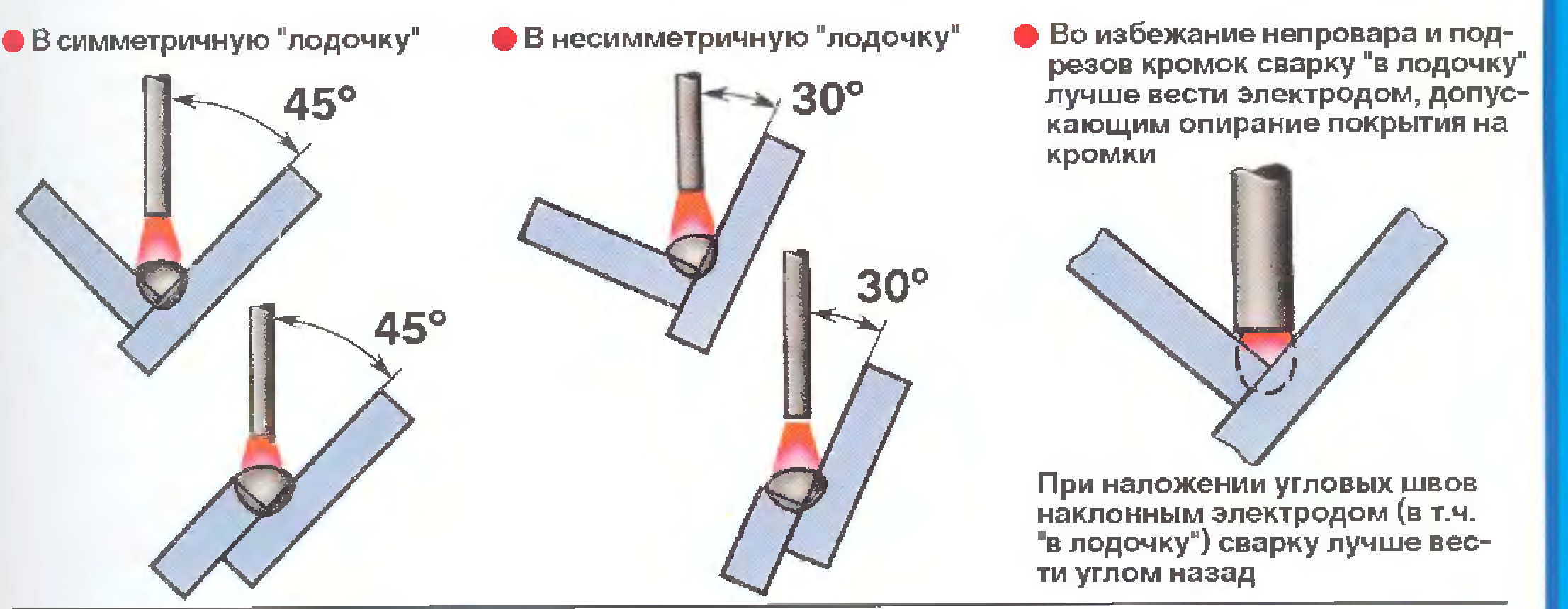
A szöghegesztésnél az elektróda alulról indul
A csővezeték hegesztésének jellemzői
Íves hegesztéssel el lehet készíteni egy függőleges varratot, amely a cső oldalán, vízszintesen helyezkedik el - kerülete mentén. Csakúgy, mint a mennyezet és az alsó, helyezkedik el, felül és alatt. Ezenkívül ez utóbbi a végrehajtás során a legkényelmesebb. Az acélcsöveket általában fenékhegesztéssel kell ellátni, és a falak magassága mentén kötelezővé kell tenni az összes szélt. A csövön belüli beáramlás csökkentése érdekében az elektróda dőlésszöge legfeljebb 45 ° lehet a vízszinteshez viszonyítva. A varrás magassága 2-3 mm, szélessége 6-8 mm. Laphegesztéskor a varrás magassága körülbelül 3 mm, a szélessége pedig 6-8 mm.
Mielőtt elkezdenénk főzni a csövet elektromos hegesztéssel, elvégzzük az előkészítő munkákat:
- alaposan tisztítsa meg az elemet;
- ha a cső vége deformálódott, vágja le vagy egyenesítse ki őket;
- tisztítsa meg a széleket. A cső széleivel szomszédos külső és belső síkok legalább 10 mm-ét fémes csillogásig tisztítjuk.
Most megkezdheti a hegesztést. Az összes illesztést folyamatosan dolgozzuk fel, a teljes hegesztésig. A forgó és nem elfordítható csőcsatlakozásokat legfeljebb 6 mm falvastagsággal legalább 2 rétegben lehet előállítani. 6-12 mm falvastagsággal - három réteget hajtanak végre, több mint 19 mm - négy réteget. A csőhegesztés sajátossága az, hogy minden egyes varratot, amelyet a csatlakozásra alkalmaznak, meg kell tisztítani a salakból, ezután a következőket kell elvégezni. Az első varrás a leg felelősebb. Az éleknek teljesen meg kell olvadniuk és tompanak kell lenniük. Különösen gondosan vizsgálják meg a repedések észlelése érdekében. Ha vannak, akkor megolvasztják, vagy egy darabot vágnak le és főznek újra.

A végső réteg a lehető legegyenletesebb, és egyenletes átmenetet mutat a nemesfémhez
A második és az azt követő rétegeket a cső lassú elfordításával hajtjuk végre. Az összes réteg vége és eleje szükségszerűen 15-30 mm-rel elmozdul az előző réteghez képest. A végsõ réteget sima felülettel és nemesfémréteggel végezzük. A csőhegesztés minőségének javítása érdekében az elektromos hegesztéssel minden egyes következő réteget az előzőhöz képest ellentétes irányban hajtanak végre, és zárópontjaikat egymástól el kell helyezni.
Az önhegesztés meglehetősen bonyolult esemény. Ha szeretné, akkor is elsajátíthatja. Meg kell tanulnia a folyamat alapszabályait, és fokozatosan meg kell tanulnia elvégezni a legegyszerűbb gyakorlatokat. Nem kell időt és energiát fognia az alapok elsajátításához, amelyek a mester alapjává válnak. Ezt követően merészen tovább léphet a bonyolultabb technikákra, és megcsiszolhatja képességeit.
Az anyag frissítve: 03.03.2018


5 hozzászólás