Kā pagatavot ar metināšanu: pilnīgs ceļvedis iesācējiem

Metināšanas šuve ir viens no visuzticamākajiem detaļu savienošanas veidiem. To izmanto rūpniecībā un ikdienas dzīvē. Ikviens mājas amatnieks laiku pa laikam izmanto metināšanu. Nu, ja viņš zina, kā gatavot pats, bet bieži vien ir jāgriežas pie speciālistiem. Bet metināšanu ir pilnīgi iespējams iemācīties. Jums vajadzētu sākt ar vienkāršāko lietu: elektriskā metināšana iesācējiem, pirmkārt, ir apmācība dažādu šuvju ieviešanā. Sarežģītāku darbu var veikt tikai ar pieredzi. Apskatīsim tehnoloģijas pamatus un dažus metināšanas procesa trikus, kā arī izmantoto aprīkojumu un materiālus.
Saturs
Metināšanas mašīnu veidi
Lai pareizi izvēlētos metināšanas mašīnu, ir jāņem vērā visi dažādu veidu un modeļu metinātāju plusi un mīnusi.
Transformatori - visvienkāršākās un tradicionālās ierīces, diezgan lielas svara, kuras izgatavotas, pamatojoties uz pakāpiena transformatoru, ar kuru sprieguma vērtība tiek sasniegta darbībai nepieciešamajā vērtībā. Transformatoru iezīme ir tāda, ka tie darbojas ar maiņstrāvu, kas rada nestabilu loku. Kombinācijā ar palielinātu izdedžu un gāzes piemaisījumu daudzumu šāds loks veicina metāla izsmidzināšanu un sabojā šuves izskatu. Kvalitatīvu šuvi ar šādu ierīci var izgatavot pieredzējis metinātājs ar prasmēm uz transformatora.

Vienkāršs aparāts, ko darbina ar maiņstrāvu
Taisngrieži - metinātāji, kas, izmantojot pusvadītāju diodes, var pārveidot maiņstrāvu, lai novirzītu un pazeminātu tīkla spriegumu. Līdzstrāva dod stabilu loku un ļauj padarīt metināšanas šuvi viendabīgu un hermētisku, stipru un skaistu. Taisngriezis ir universāls, tam ir piemēroti visu veidu elektrodi, ar šo aparātu varat gatavot visu veidu metālus: nerūsējošo tēraudu, alumīniju, varu, titānu, dažādus sakausējumus.

Universāla metināšanas iekārta, kas piemērota visu veidu elektrodiem
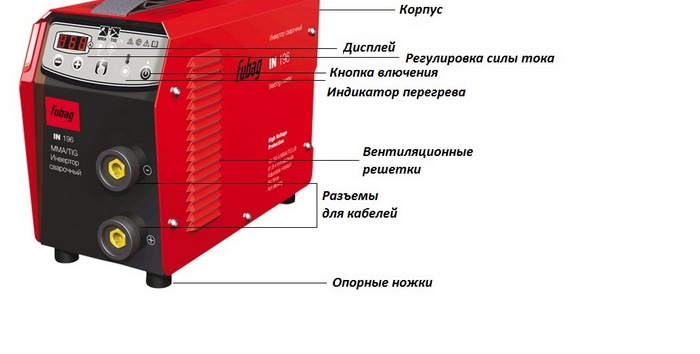
Invertori - Tās ir ļoti populāras, jo ir vieglas, ar izcilu funkcionalitāti un automatizētiem iestatījumiem. Šādas tehniskās īpašības ļauj iesācējiem pie tā strādāt. Aparāta dizains ietver vairākas vienības, kas tīkla maiņstrāvu pārveido lielas jaudas līdzstrāvā. Šāda veida metinātāju priekšrocība ir:
- spēja precīzi noregulēt;
- veicot plašu uzdevumu klāstu;
- stabils loka;
- izturība pret enerģijas pārspriegumu;
- augsta metināšanas kvalitāte, gluda šuve;
- darbs ar visu veidu elektrodiem;
- visu veidu metālu savienojumi ar jebkādu biezumu un stāvokli telpā.
- Tam ir papildu funkcijas, kas novērš elektrodu pielipšanu un asaru krišanu;
- spēja aizdedzināt elektrodu pie maksimālās strāvas padeves;
Starp mīnusiem var atzīmēt:
- nepieciešamība pēc biežas putekļu noņemšanas;
- ierobežots kabeļa garums ir vienāds ar 2,5 m;
- nespēja strādāt gaisa temperatūrā zem - 15 grādiem.

Invertors, kas piemērots iesācējiem metinātājiem
Pusautomātiskās ierīces - Ir divi veidi. Iepriekšējie palielina metināšanas produktivitāti, pateicoties nepārtrauktai stieples padevei. Šajā gadījumā nav nepieciešams pastāvīgi mainīt elektrodus. Šuve ir gluda, nepārtraukta un bez defektiem. Otrie darbojas gāzveida vidē, šim nolūkam viņi izmanto skābekli, slāpekli un oglekļa dioksīdu, kā arī argonu un hēliju. Gāzes metināšanai ir šādas priekšrocības:
- viena ierīce ir paredzēta darbam gan ar gāzi, gan ar vadu;
- izcila kvalitāte un šuves estētika;
- stabils gluds loka;
- augsta funkcionalitāte;
- spēja metināt sarežģītus savienojumus.

Izmantojot šo mašīnu, jūs varat izgatavot augstas kvalitātes metinājumu
Kas būs nepieciešams iesācēju metinātāja darbam
Pirmkārt, jums ir jāsagatavo aprīkojums un darba apģērbs.
Instrumenti un aizsarglīdzekļi
Jums noteikti būs nepieciešama metināšanas iekārta, elektrodu komplekts, āmurs un kalts izdedžu sakausēšanai, metāla suka šuvju tīrīšanai. Elektrisko turētāju izmanto, lai saspiestu, noturētu elektrodu un piegādātu tam strāvu. Mums ir nepieciešams arī veidņu komplekts, lai pārbaudītu šuves lielumu. Elektrodu diametrs tiek izvēlēts atkarībā no metāla loksnes biezuma. Neaizmirstiet par aizsardzību. Mēs sagatavojam metināšanas masku ar īpašu gaismas filtru, kas neizlaiž infrasarkanos starus un aizsargā acis. Ekrāni un vairogi veic vienu un to pašu funkciju. Brezenta kostīms, kas sastāv no žaketes ar garām piedurknēm un gludām biksēm bez atlokiem, ādas vai filcētiem apaviem aizsardzībai pret metāla šļakatām un cimdiem vai dūraiņiem, audekla vai zamšādas ar piedurkņu pārklāšanos. Šāds tiešs, slēgts apģērbs neļauj metinātājam nokļūt uz viņa ķermeņa izkausēta metāla.
Ir īpaši aizsarglīdzekļi, kurus izmanto darbam augstumā un metāla priekšmetu iekšpusē, strādājot noliektā stāvoklī. Šādos gadījumos jums būs nepieciešami dielektriski zābaki, ķivere, cimdi, paklājs, ceļa spilventiņi, roku balsti, un metināšanai augstkalnā nepieciešama drošības josta ar siksnām.

Kādus elektrodus izvēlēties
Elektrodi ir dažādu veidu un zīmolu. Tas ir saistīts ar nepieciešamību izvēlēties savienoto detaļu metālu un to pašu metāla elektrodu.
Katram elektrodam ir marķējums, kas metinātājam sniedz visu nepieciešamo informāciju. Iemācīties lasīt marķējumus ir viegli.
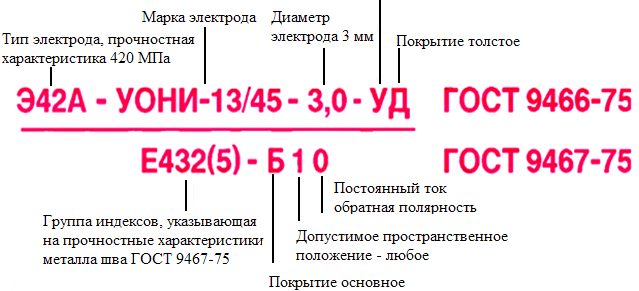
Uz elektrodiem ir norādīts īpašs marķējums.
Bieži vien tie ir pārklāti ar dažādiem pārklājumiem virspusē, kas elektrodiem piešķir īpašības, kas vajadzīgas dažādu metālu un darba apstākļu metināšanai. Šeit ir tabula ar elektrodu klasifikāciju pēc pārklājuma veida un pielietojuma īpašībām.
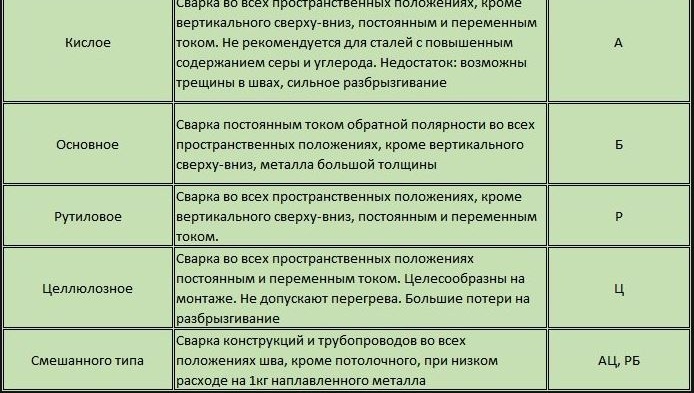
Īpašs pārklājums piešķir elektrodiem īpašas īpašības, kas nepieciešamas dažādu metālu metināšanai
Elektrodu klasifikācija pēc veida un mērķa ir atspoguļota produkta marķējumā.
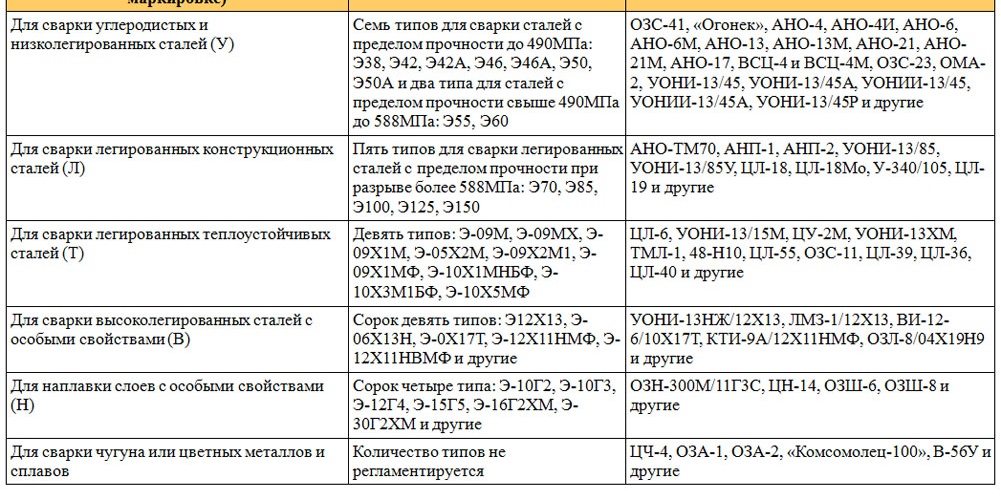
Elektrodi atšķiras pēc veida un mērķa.
Metināto šuvju veidi
Savienojošās šuves tiek dalītas pēc atrašanās vietas, stiprības, tehnoloģijas, dizaina iezīmēm. Šuvju atrašanās vietas veidi:
- Zemāks. Vienkāršākais un ērtākais, pateicoties gravitācijas spēkam, metāls aizpilda spraugu starp detaļām. Šī ir visizturīgākā un ekonomiskākā šuve.
- Horizontāli. Sagataves ir perpendikulāras elektrodam, un šuve iet horizontāli. Daļa metāla atstāj metināšanas zonu, un elektrods tiek patērēts ātrāk.
- Vertikāli.Šajā gadījumā arī sagataves ir perpendikulāras elektrodam, bet šuve tiek veidota vertikāli. Izkausētam metālam ir tendence uz leju, elektrodu patēriņš ir ievērojams.
- Slīpi. Metinātāja rokas kustība ir slīpa. To izmanto stūru un tee savienojumiem.
- Griestu šuve atrodas virs meistara.
Dizaina atdalīšana:
- Muca Muca savienojums ir diezgan izturīgs un ekonomisks, tas neizkropļo locītavas virsmu. Šis ir universāls savienojums.
- Lokšņu metināšanas daļas, ja nav pietiekami daudz vietas saduras metinājumam. Sagataves biezums nedrīkst būt lielāks par 8-10 mm.
- Filejas metināšanu ieteicams metināt no abām pusēm, kamēr sagataves atrodas leņķī viena pret otru. Šo šuvi nav viegli izpildīt, ņemot vērā karstuma skartās zonas palielināšanos un lielo elektrodu patēriņu.
- T-veida savienojums ir leņķa šuve, kurā detaļu plaknes tiek metinātas perpendikulāri. Šuve ir izveidota no divām pusēm, tas ir diezgan sarežģīti.
- Elektrisko kniežu šuve tiek izmantota, ja nav nepieciešams hermētisks šuve, tas ir visekonomiskākais un neuzkrītošākais.
Biezām sagatavēm metināšanu var veikt vienā slānī vai vairākos slāņos.
Kā iemācīties gatavot, metinot - rokasgrāmata iesācējiem
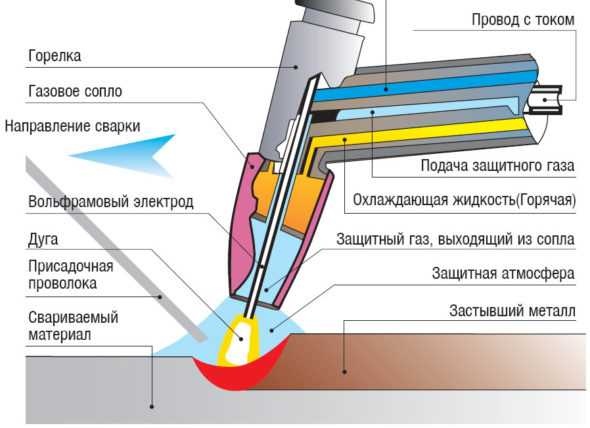
Metināšana ir process ar augstu temperatūru. Tā ieviešanai tiek izveidots elektriskais loka un tiek turēts no elektrodu uz metināto izstrādājumu. Tās ietekmē izkausē pamatmateriālu un elektroda metāla stieni. Speciālisti saka, ka veidojas metināmais baseins, kurā sajaucas pamatne un elektrods. Izveidotās vannas izmērs tieši ir atkarīgs no izvēlētā metināšanas režīma, telpiskā stāvokļa, loka ātruma, malas formas un lieluma utt. Vidēji tās platums ir 8-15 mm, garums 10-30 mm un dziļums - apmēram 6 mm.
Elektrodu pārklājums, tā sauktais pārklājums, kausēšanas laikā loka reģionā un virs vannas veido īpašu gāzes zonu. Tas izspiež visu gaisu no metināšanas vietas un novērš kausēta metāla un skābekļa mijiedarbību. Turklāt tas satur gan parasto, gan elektrodu metālu pārus. Virs šuves veidojas izdedži, kas arī novērš kausējuma mijiedarbību ar gaisu, kas negatīvi ietekmē metināšanas kvalitāti. Pēc pakāpeniskas elektriskā loka noņemšanas metāls sāk kristalizēties un veidojas šuve, kas apvieno metinātās daļas. Tam virsū ir aizsargājošs sārņu slānis, kas pēc tam tiek noņemts.

Metināšanas procesa laikā elektrodu pārklājums tiek izkausēts, veidojot īpašu gāzes zonu. Tā iekšpusē parastais metāls un elektrods ir sajaukti
Iesācējiem metinātājiem vislabāk ir iegūt pirmo pieredzi speciālista vadībā, kurš var labot iespējamās kļūdas un sniegt noderīgus padomus. Ir nepieciešams sākt darbu, ticami nostiprinot kādu detaļu. Ugunsdrošības nolūkos jums tuvumā ir jāievieto spainis ūdens. Tā paša iemesla dēļ nav iespējams veikt metināšanas darbus uz koka pamatnes un atstāt novārtā pat ļoti mazus izlietotā elektroda atlikumus.
Metināšanas iekārtas savienojums
Lai metināšana darbotos droši, mašīna jāpievieno tīklam, ievērojot šādus noteikumus:
- Vispirms jums jāpārbauda spriegums un strāvas frekvence. Šiem datiem jābūt vienādiem tīklā un ierīcē.
- Mēs uzstādījām aprēķināto pašreizējās jaudas vērtību metināšanas mašīnā, kurai jāatbilst izvēlētajam elektrodu diametram. Ja metinātāja iestatījumu bloks ļauj jums izvēlēties spriegumu, tas nekavējoties jāiestata. Savienojums tiek veikts caur speciālu spraudni un zemējuma uzgali.
- Droši piestipriniet zemes spaili. Pārbaudiet, vai kabelis ir izolēts un uzmanīgi iesprausts speciālā turētājā.
- Noteikti pārbaudiet visus savienojumus, kabeļus, kontaktdakšas.
- Jūs varat izmantot īpašu pagarinātāju, kas savieno bez starpposma savienojumiem.
- Vecākajās mājās ar sliktu elektroinstalāciju var rasties sprieguma kritumi. Tas aptur procesu un var sabojāt metināšanas iekārtas. Šajā gadījumā jums ir nepieciešams elektriskais ģenerators, kas nodrošinās spriegumu darbības līmenī.
Metināšanas iekārta ir vienkārša
Kā izvēlēties pareizo strāvu
Metināšanas strāva ir svarīgs metināšanas rādītājs un nosaka šuvju veidu un raksturu, kā arī darba izpildi. Jo augstāka ir strāva, jo stabilāks ir loks un lielāks iespiešanās dziļums. Strāvas stiprums ir atkarīgs no sagataves atrašanās vietas telpā un no elektrodu lieluma. Augstākā vērtība ir noteikta horizontālo sagatavju metināšanai. Vertikāliem savienojumiem strāvas vērtību piemēro par 15% mazāk, bet griestu savienojumiem - par 20%.
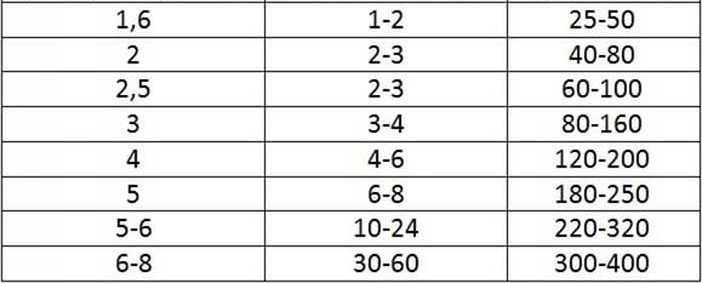
Strāvas stiprums ir atkarīgs no sagataves atrašanās vietas un no elektrodu lieluma
Kā iedegt loku
Pirmais veids ir pieskaršanās. Lai to izdarītu, uzstādiet elektrodu aptuveni 60 ° leņķī attiecībā pret izstrādājumu. Lēnām turiet tos uz virsmas. Jāparādās dzirkstelēm, tagad mēs pieskaramies metālam ar elektrodu un paceliet to ne vairāk kā 5 mm augstumā.
Ja darbība tika veikta pareizi, iedegsies loka. Visā metināšanas laikā jāsaglabā piecu milimetru atstarpe. Jāpatur prātā, ka, pareizi metinot metināšanu ar elektrisko metināšanu, elektrods pakāpeniski izdeg, tāpēc tas pastāvīgi atrodas nedaudz tuvāk metālam. Elektrods jāpārvieto lēnām, ja tas pēkšņi pielīp, jums tas būs nedaudz jāpavirza uz sāniem. Ja loks neaizdegas, var būt nepieciešams palielināt strāvas stiprumu.
Otrais veids ir pārsteidzošs. Ir nepieciešams nogādāt elektrodu uz sagataves virsmas un notriekt to uz detaļas, it kā jūs apgaismojat sērkociņu. Ir iespējams atvieglot elektrodu aizdegšanos, apmetot no tā malas.
Elektrodu slīpums un kustība
Pēc tam, kad ir iespējams aizdedzināt un uzturēt loka bez problēmām, ir pienācis laiks turpināt veltņa sakausēšanu. Mēs iededzam loku, lēnām un vienmērīgi pārvietojam elektrodu horizontāli, veicot gaismas svārstīgas kustības. Tajā pašā laikā šķiet, ka izkausētais metāls “uzņem” līdz pašam loka centram. Rezultātā jābūt stiprai šuvei ar maziem viļņiem, ko veido metināmais metāls.
Iesācēja metinātāja elektrodu leņķi labāk novērot apmēram 70 grādus, tas ir, ar nelielu novirzi no vertikāles. Zemāk ir loka metināšanas shēma.
Elektrodu leņķis ir aptuveni 70 grādi
Ja detaļu metināšanas laikā elektrods gandrīz pilnībā izdega un šuve vēl nav pabeigta, darbs tiek uz laiku apturēts. Mēs nomainām izmantoto elementu uz jaunu, noņemim izdedžus un turpinām darbu. Apmēram 12 mm attālumā no padziļinājuma, kas izveidots šuves galā, ko sauc arī par krāteri, mēs aizdedzinām loka. Mēs nogādājam elektrodu padziļinājumā tā, lai no vecā un tikko uzstādītā elektrodu metāla tiktu izveidots sakausējums, pēc kura turpinās šuves metināšana.

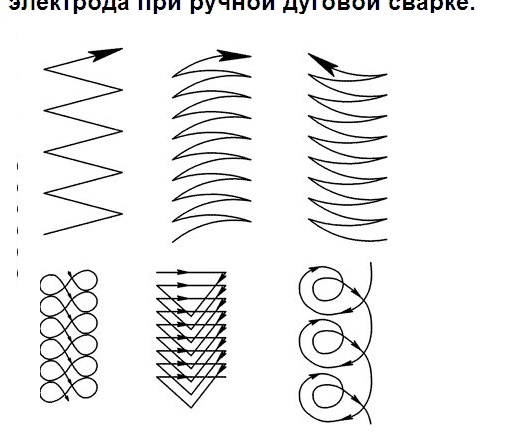
Metināšanas laikā elektrods veic noteiktas kustības, galvenokārt translācijas, gareniskās un šķērseniskās. No to kombinācijām tiek izgatavoti dažāda veida šuves, visbiežāk tie ir parādīti diagrammā
Loka trajektoriju detaļu metināšanas laikā var veikt trīs virzienos:
- Progresīvs. Pieņem, ka loka pārvietojas pa elektrodu asi. Tādējādi ir pietiekami viegli uzturēt stabilu loka garumu.
- Garenvirzienā. Tas veido kvēldiega metināšanas veltni, kura augstums ir atkarīgs no elektrodu kustības ātruma un tā biezuma. Šī ir parasta šuve, bet ļoti plāna. Lai to salabotu, elektroda pārvietošanas procesā gar metināto šuvi tiek veiktas arī šķērseniskas kustības.
- Šķērsvirzienā. Ļauj jums iegūt vēlamo šuves platumu. To veic ar svārstīgām kustībām. To platums tiek izvēlēts, ņemot vērā šuves izmēru un novietojumu, tā griešanas formu utt.
Praksē tiek izmantotas visas trīs galvenās kustības, kas atrodas viena virs otras un veido noteiktu trajektoriju. Ir klasiskas iespējas, tomēr katrs meistars parasti "redz" savu rokrakstu. Galvenais ir tas, ka darba laikā savienoto elementu malas ir labi izkusušas, un tiek iegūts dotās formas šuve.
Parasti tiek piemēroti visi trīs virzieni, tie var pārklāties un veidot ceļu
Metināt šuves
Griestu metināšana
Šī šuve tiek uzskatīta par visgrūtāko, jo metināšanas šūpoles baseins ir apgriezts otrādi un atrodas virs metinātāja. Elektrods tiek izvēlēts ne vairāk kā 4 mm un tiek ņemts nedaudz uz sāniem, lai metāls neizplatītos. Izmantojiet īsu loka un pilnīgi sausus elektrodus, griestu metināšanas laikā šuvei jābūt plānai. Kustība notiek pati no sevis, tāpēc metinātājam ir vieglāk kontrolēt šuves kvalitāti. Ir vairāki veidi, kā to izdarīt:
- kāpnes;
- pusmēness;
- apgriezti.
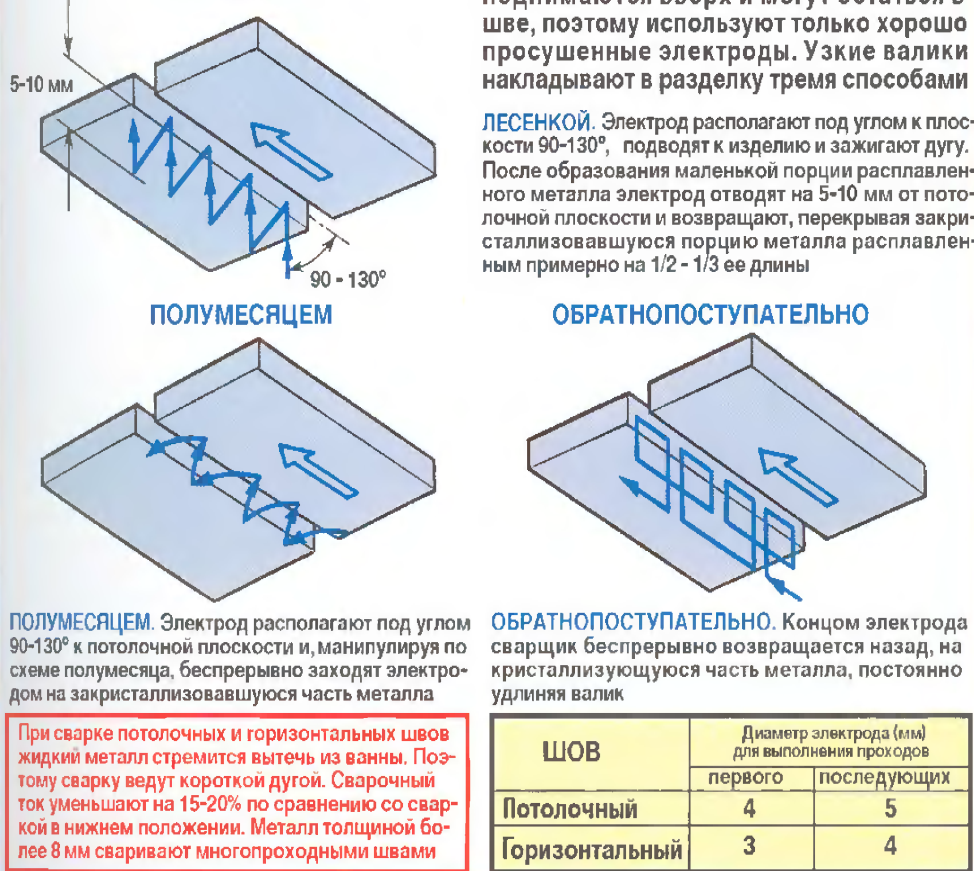
Griestu savienojums tiek uzskatīts par visgrūtāko
Video: griestu šuves izgatavošana
Vertikāli
Veicot šādu šuvi, jūs varat vadīt elektrodu no augšas uz leju vai no apakšas uz augšu. Lai metāls neiztukšotu, elektrods jānovieto 45-50 grādu leņķī uz leju no perpendikulārā stāvokļa. Pieredzējuši metinātāji iesaka izgatavot šo šuvi vienā piegājienā.
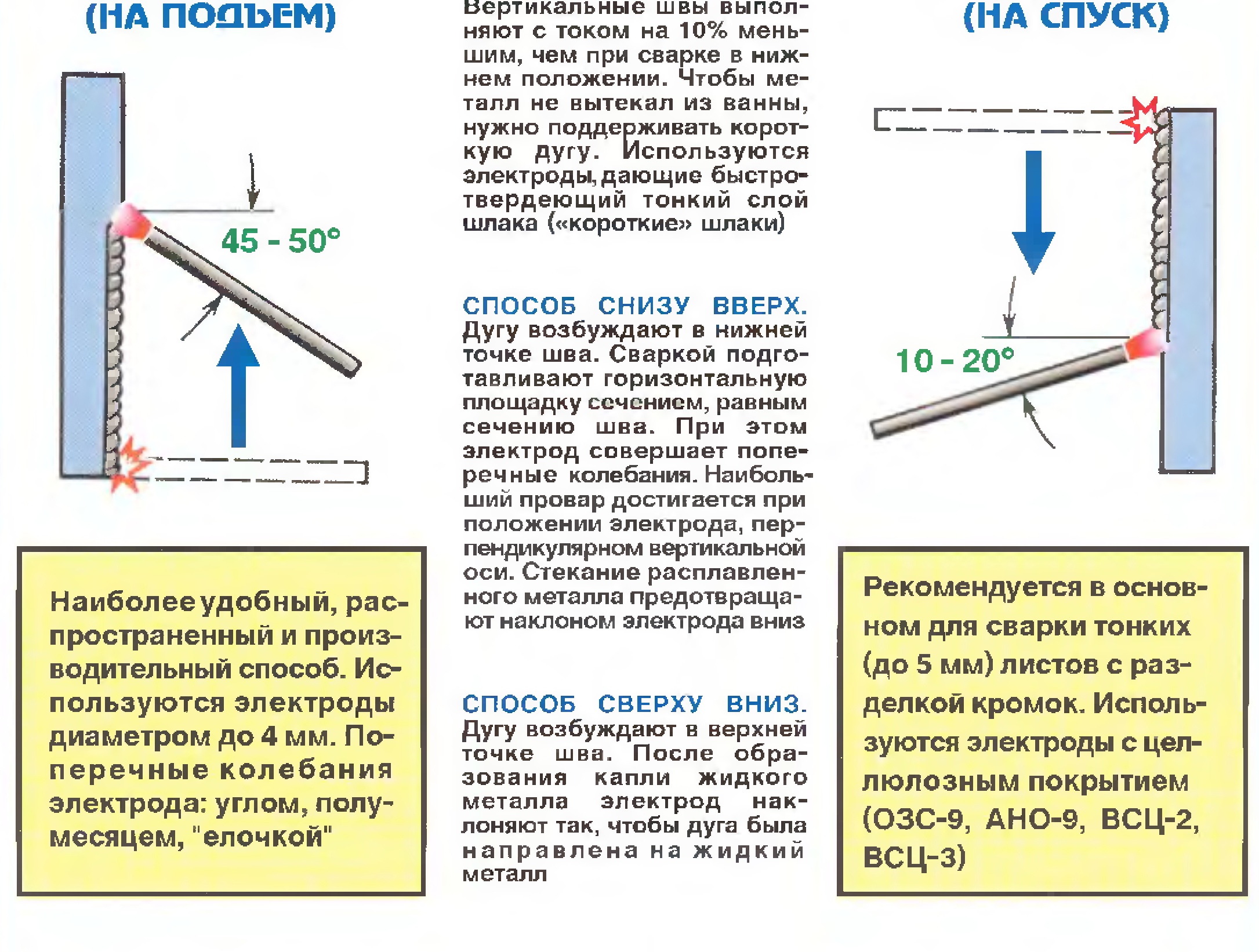
Veicot vertikālu šuvi, elektrods atrodas 45-50 grādu leņķī
Video: vertikālā šuve
23.03
Horizontālā šuve
Veicot šādu šuvi, galvenās grūtības slēpjas metāla plūsmā uz leju. Lai atrisinātu šo problēmu, metinātājam jāizvēlas elektrodu leņķis un caurlaides ātrums. Metināšana tiek veikta no kreisās uz labo vai no labās uz kreiso pusi.
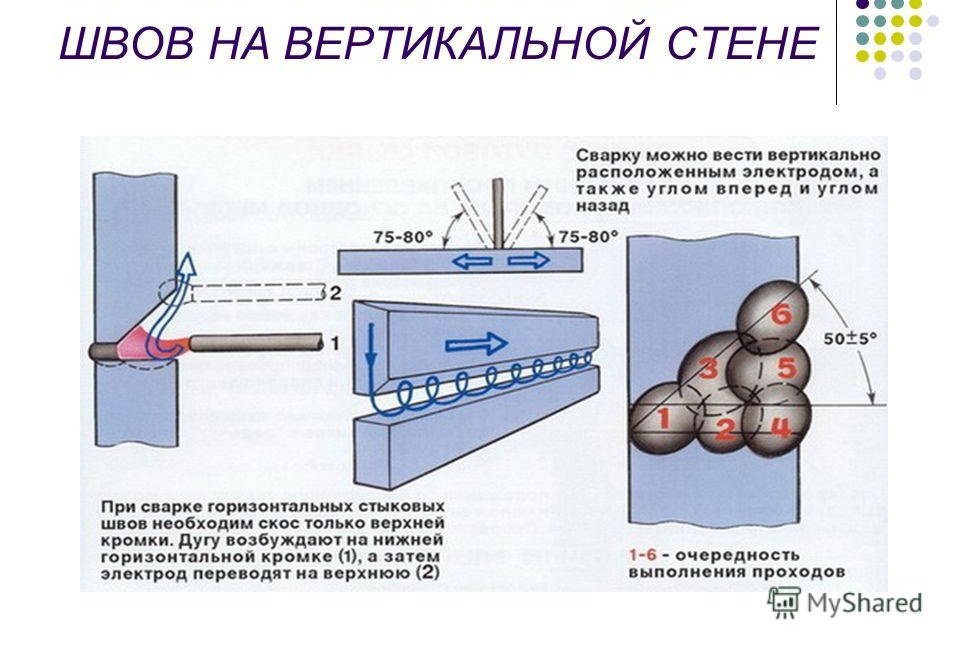
Veicot horizontālu šuvi, jums pareizi jāizvēlas elektrodu leņķis un caurlaides ātrums
Leņķa
Veidojot fileju vai T veida savienojumus, laivas detaļas novieto dažādos leņķos tā, lai izkausētais metāls ieplūst stūrī. Tad tos noķer, metinot abās pusēs, vienai konstrukcijas malai jābūt nedaudz augstākai par otru. Elektrodu kustība sākas no apakšējā punkta.
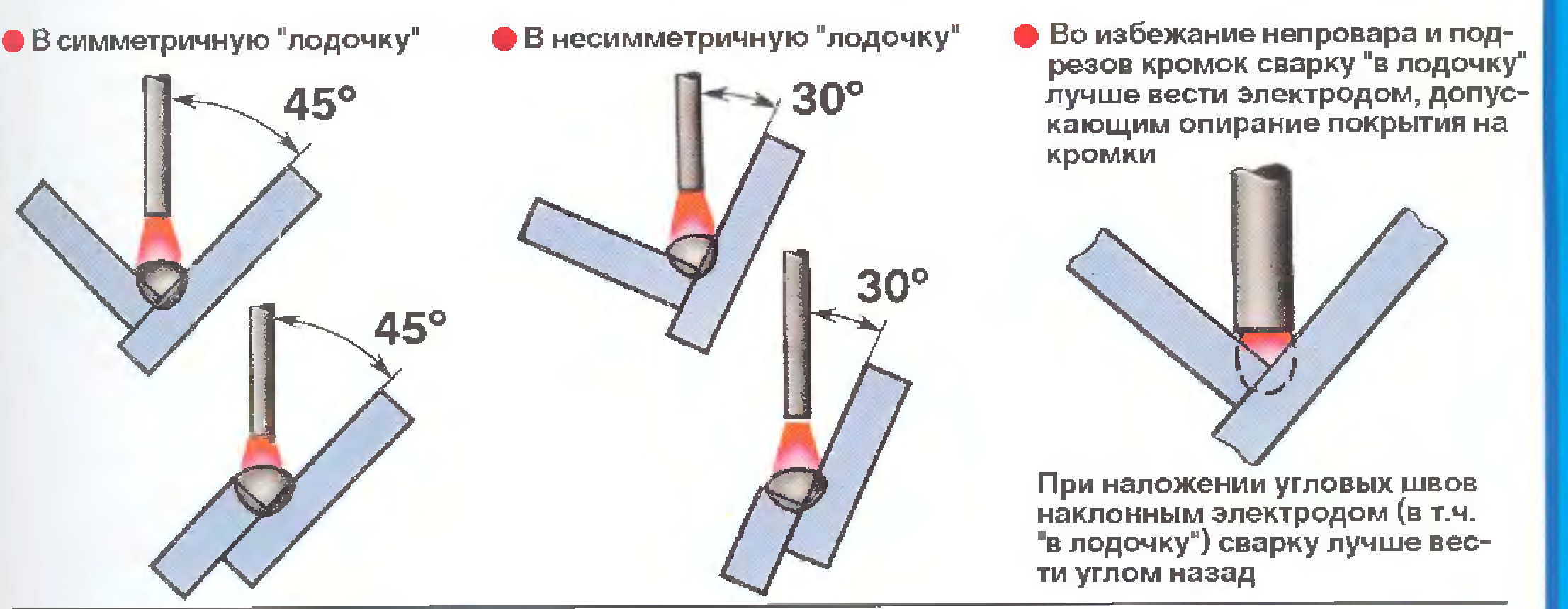
Leņķa metināšanā elektrodu kustība sākas no apakšas
Cauruļvada metināšanas iezīmes
Ar loka metināšanu jūs varat izgatavot vertikālu šuvi, kas atrodas caurules pusē, horizontāli - gar tā apkārtmēru. Kā arī griesti un apakšdaļa, kas atrodas attiecīgi virs un zem. Turklāt pēdējo uzskata par ērtāko izpildē. Tērauda caurules parasti tiek metinātas muca ar obligātu visu malu iespiešanos visā sienu augstumā. Lai samazinātu pieplūdumu caurules iekšpusē, tiek izvēlēts elektroda slīpuma leņķis, kas nav lielāks par 45 ° attiecībā pret horizontāli. Šuves augstums ir 2-3 mm, platums - 6-8 mm. Metinot klēpī, šuves augstums ir apmēram 3 mm, bet platums - 6-8 mm.
Pirms sākt gatavot cauruli ar elektrisko metināšanu, mēs veicam sagatavošanās darbus:
- rūpīgi notīriet priekšmetu;
- ja caurules gali ir deformēti, sagrieziet tos vai iztaisnojiet tos;
- notīriet malas. Mēs notīrām vismaz 10 mm ārējās un iekšējās plaknes, kas atrodas blakus caurules malām, līdz metāliskam spīdumam.
Tagad jūs varat sākt metināšanu. Visas šuves tiek apstrādātas nepārtraukti, līdz pilnīgai metināšanai. Grozāmie, kā arī nevirzāmie cauruļu savienojumi ar sienas platumu līdz 6 mm tiek ražoti vismaz 2 slāņos. Ar sienas platumu 6-12 mm tiek veikti trīs slāņi, vairāk nekā 19 mm - četri. Cauruļu metināšanas īpatnība ir tāda, ka katra šuve, kas tiek uzlikta savienojumam, ir jānotīra no izdedžiem, pēc tam tiek veikts sekojošais. Pirmais šuve ir visatbildīgākā. Tam vajadzētu pilnībā izkausēt visas malas un izliekties. To īpaši rūpīgi pārbauda, lai noteiktu plaisas. Ja tie ir klāt, tie tiek sakausēti vai gabals tiek sagriezts un atkal uzlietas.

Galīgais slānis ir pēc iespējas gludāks ar vienmērīgu pāreju uz parasto metālu
Otro un visus nākamos slāņus veic, lēnām pagriežot cauruli. Visu slāņu beigas un sākums attiecībā pret iepriekšējo slāni obligāti jāpārvieto par 15–30 mm. Pēdējais slānis tiek veikts ar vienmērīgu pāreju uz parasto metālu un ar plakanu virsmu. Lai uzlabotu cauruļu metināšanas kvalitāti, izmantojot elektrisko metināšanu, katrs nākamais slānis tiek veikts pretējā virzienā attiecībā pret iepriekšējo, un to aizvēršanas punktiem jābūt izvietotiem atsevišķi.
Pašmetināšana ir diezgan sarežģīts pasākums. Tomēr, ja vēlaties, jūs joprojām varat to apgūt. Jums jāapgūst procesa pamatnoteikumi un pakāpeniski jāiemācās veikt vienkāršākos vingrinājumus. Nav jātaupa laiks un enerģija, lai apgūtu pamatus, kas kļūs par meistarības pamatu. Pēc tam būs iespējams drosmīgi pāriet uz sarežģītākiem paņēmieniem, uzlabojot savas prasmes.
Materiāls atjaunots 03.03.2018


5 komentāri