Cara memasak dengan pengelasan: panduan lengkap untuk pemula

Jahitan kimpalan adalah salah satu kaedah yang paling boleh dipercayai untuk menyambungkan bahagian. Ia digunakan dalam industri dan kehidupan seharian. Setiap tukang rumah menggunakan kimpalan dari semasa ke semasa. Nah, jika dia tahu memasak sendiri, tetapi sering harus berpaling kepada pakar. Tetapi pengelasan sangat mungkin untuk dipelajari. Anda harus memulakan dengan perkara paling mudah: pengelasan elektrik untuk pemula adalah, pertama sekali, latihan dalam pelaksanaan pelbagai lipit. Kerja yang lebih kompleks hanya dapat dilakukan dengan pengalaman. Mari kita lihat asas-asas teknologi dan beberapa trik proses pengelasan, serta peralatan dan bahan yang digunakan.
Kandungan
Jenis mesin kimpalan
Untuk pilihan mesin kimpalan yang betul, perlu mengambil kira semua kebaikan dan keburukan pelbagai jenis dan model pengelasan.
Transformer - peranti paling sederhana dan tradisional, beratnya cukup berat, dibuat berdasarkan transformer step-down, yang membawa nilai voltan ke nilai yang diperlukan untuk operasi. Satu ciri transformer ialah mereka beroperasi pada arus bolak-balik, yang menghasilkan busur yang tidak stabil. Dalam kombinasi dengan peningkatan jumlah kotoran terak dan gas, busur seperti itu mendorong penyemburan logam dan merosakkan penampilan jahitan. Jahitan berkualiti tinggi dengan alat seperti itu dapat dibuat oleh tukang las yang berpengalaman dengan kemahiran menggunakan pengubah.

Alat ringkas yang dikuasakan oleh arus ulang-alik
Pembetulan - tukang las yang dapat menukar arus ulang-alik menjadi mengarahkan dan menurunkan voltan rangkaian menggunakan diod semikonduktor. Arus terus memberikan lengkok yang stabil dan membolehkan anda menjadikan jahitan kimpalan menjadi homogen dan kedap udara, kuat dan cantik. Penyearah bersifat universal, semua jenis elektrod sesuai untuknya, semua jenis logam boleh dimasak dengan alat ini: keluli tahan karat, aluminium, tembaga, titanium, pelbagai aloi.

Mesin kimpalan sejagat yang sesuai untuk semua jenis elektrod
Penyongsang - Mereka sangat popular kerana ringan, mempunyai fungsi yang sangat baik, dan mempunyai tetapan automatik. Ciri teknikal sedemikian membolehkan pemula mengusahakannya. Reka bentuk alat ini merangkumi sejumlah unit yang mengubah arus ulang-alik rangkaian menjadi arus terus kuasa tinggi. Kelebihan pengelasan jenis ini adalah:
- keupayaan untuk menyesuaikan;
- melaksanakan pelbagai tugas;
- arka stabil;
- rintangan terhadap lonjakan kuasa;
- kimpalan berkualiti tinggi, jahitan halus;
- bekerjasama dengan semua jenis elektrod;
- sambungan semua jenis logam dengan ketebalan dan kedudukan di ruang angkasa.
- Ia mempunyai fungsi tambahan yang mencegah lekatan elektrod dan penurunan air mata;
- keupayaan untuk menyalakan elektrod pada bekalan arus maksimum;
Daripada kekurangan, dapat diperhatikan:
- keperluan penyingkiran habuk yang kerap;
- panjang kabel terhad sama dengan 2.5 m;
- ketidakupayaan untuk bekerja pada suhu udara di bawah - 15 darjah.

Inverter sesuai untuk pengimpal pemula
Peranti separa automatik - Terdapat dua jenis. Yang pertama meningkatkan produktiviti kimpalan kerana bekalan wayar yang berterusan. Dalam kes ini, tidak perlu menukar elektrod secara berterusan. Jahitannya halus, berterusan dan tanpa kecacatan. Yang kedua bekerja di persekitaran gas, untuk ini mereka menggunakan oksigen, nitrogen dan karbon dioksida, serta argon dan helium. Kimpalan gas mempunyai kelebihan berikut:
- satu peranti direka untuk berfungsi dengan gas dan wayar;
- kualiti dan estetika jahitan yang sangat baik;
- busur halus stabil;
- fungsi tinggi;
- keupayaan untuk mengimpal sendi yang kompleks.

Dengan menggunakan mesin ini, anda boleh membuat pengelasan berkualiti tinggi
Apa yang diperlukan untuk tukang las pemula bekerja
Pertama sekali, anda perlu menyediakan peralatan dan pakaian.
Alat dan peralatan pelindung
Anda pasti memerlukan mesin kimpalan, satu set elektrod, tukul dan pahat untuk slag berpusing, berus logam untuk membersihkan jahitan. Pemegang elektrik digunakan untuk mengepit, menahan elektrod dan menyalurkan arus kepadanya. Kami juga memerlukan satu set templat untuk memeriksa ukuran jahitan. Diameter elektrod dipilih bergantung pada ketebalan kepingan logam. Jangan lupa tentang perlindungan. Kami sedang menyediakan topeng kimpalan dengan penapis cahaya khas yang tidak melewati sinar inframerah dan melindungi mata. Skrin dan perisai menjalankan fungsi yang sama. Sut terpal, terdiri dari jaket dengan lengan panjang dan seluar halus tanpa kerah, kulit atau kasut felted untuk perlindungan terhadap percikan logam dan sarung tangan atau sarung tangan, kanvas atau suede dengan tumpang tindih di lengan. Pakaian langsung dan tertutup seperti itu menghalang pengimpal daripada mendapatkan logam cair di tubuhnya.
Terdapat peralatan pelindung khas yang digunakan untuk bekerja di ketinggian dan di dalam objek logam ketika bekerja dalam keadaan rawan. Dalam kes sedemikian, anda memerlukan kasut dielektrik, topi keledar, sarung tangan, permaidani, alas lutut, sandaran tangan, dan untuk pengelasan ketinggian, anda memerlukan tali pinggang keselamatan dengan tali.

Elektrod apa yang hendak dipilih
Elektrod terdapat dalam pelbagai jenis dan jenama. Ini disebabkan oleh keperluan memilih logam bahagian yang bersambung dan elektrod logam yang sama.
Setiap elektrod mempunyai tanda yang memberikan semua maklumat yang diperlukan pengimpal. Belajar membaca tanda adalah mudah.
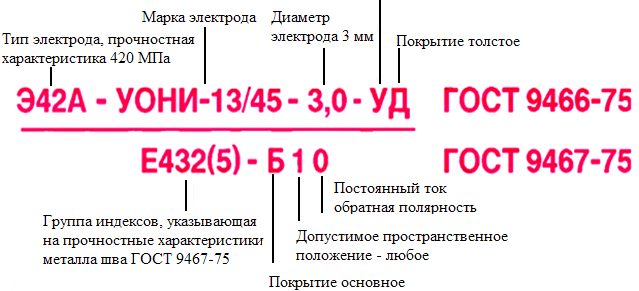
Tanda khas ditunjukkan pada elektrod.
Selalunya ia dilapisi dengan pelbagai lapisan di atas, yang memberikan elektrod sifat yang diperlukan untuk mengimpal logam dan keadaan kerja yang berbeza. Berikut adalah jadual klasifikasi elektrod mengikut jenis lapisan dan aplikasi.
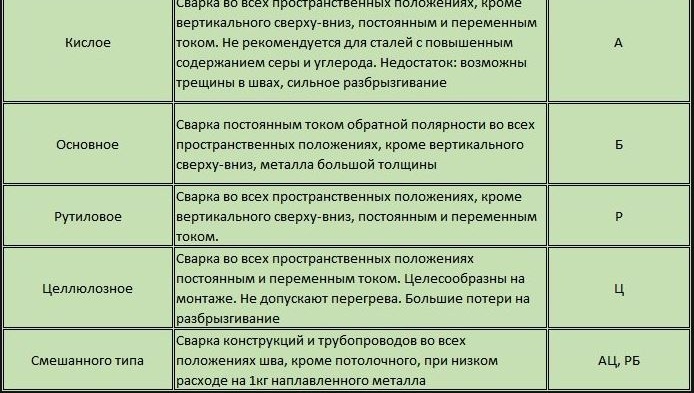
Lapisan khas memberikan elektrod sifat khas yang diperlukan untuk mengimpal pelbagai logam
Klasifikasi elektrod mengikut jenis dan tujuan ditunjukkan dalam pelabelan produk.
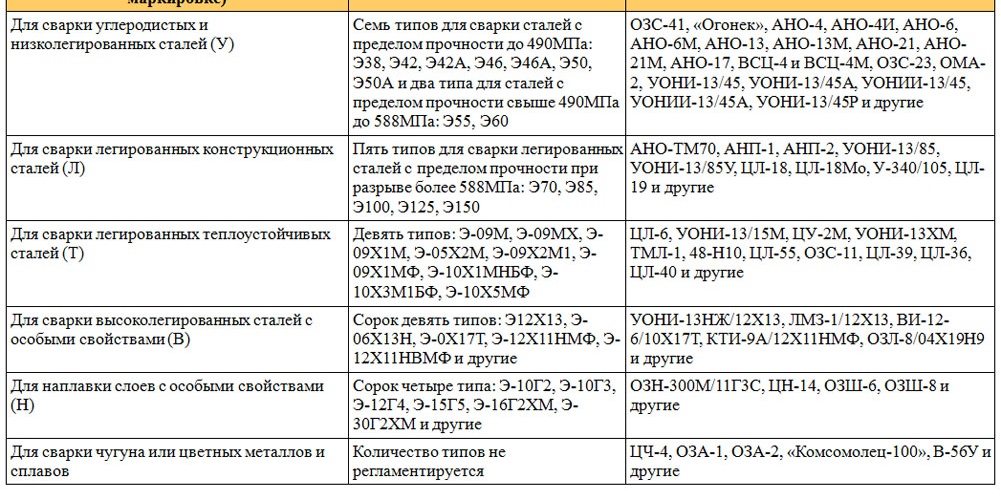
Elektrod berbeza dari segi jenis dan tujuannya.
Jenis kimpalan
Kimpalan penyambung dibahagikan mengikut lokasi, kekuatan, teknologi, ciri reka bentuk. Jenis lokasi jahitan:
- Lebih rendah. Paling mudah dan senang, berkat kekuatan graviti, logam memenuhi jurang antara bahagian. Ini adalah jahitan yang paling tahan lama dan ekonomik.
- Melintang. Bahan kerja berserenjang dengan elektrod dan jahitan berjalan secara mendatar. Sebahagian daripada logam meninggalkan zon kimpalan dan elektrod habis lebih cepat.
- Tegak.Dalam kes ini, bahan kerja juga tegak lurus dengan elektrod, tetapi jahitannya terbentuk secara menegak. Logam lebur cenderung turun, penggunaan elektrod adalah ketara.
- Condong. Pergerakan tangan pengimpal condong. Ia digunakan untuk sendi sudut dan tee.
- Jahitan siling terletak di atas induk.
Pemisahan reka bentuk:
- Pantat Sendi pantat cukup tahan lama dan menjimatkan, ia tidak memutarbelitkan permukaan sendi. Ini adalah sambungan sejagat.
- Lap bahagian kimpalan apabila tidak ada cukup ruang untuk kimpalan pantat. Ketebalan benda kerja tidak boleh melebihi 8-10 mm.
- Dianjurkan untuk mengimpal kimpalan fillet di kedua sisi, sementara benda kerja terletak pada sudut satu sama lain. Jahitan ini tidak mudah dilakukan kerana peningkatan zon yang mengalami panas dan penggunaan elektrod yang tinggi.
- T-sendi adalah jahitan sudut di mana satah bahagian dikimpal secara tegak lurus. Jahitan terbentuk di dua sisi, ia agak rumit.
- Jahitan untuk keling elektrik digunakan apabila tidak memerlukan jahitan tertutup, ia adalah jahitan yang paling ekonomik dan tidak mencolok.
Pengelasan boleh dilakukan dalam satu lapisan atau beberapa lapisan untuk bahan kerja tebal.
Cara Belajar Memasak dengan Mengelas - Panduan Pemula
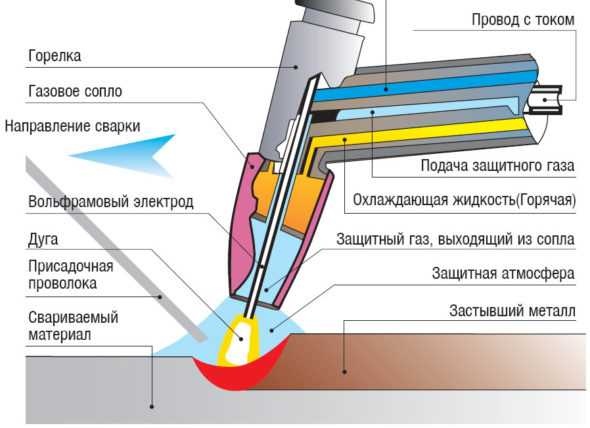
Kimpalan adalah proses suhu tinggi. Untuk pelaksanaannya, busur elektrik dibentuk dan dipegang dari elektrod ke produk yang dikimpal. Di bawah pengaruhnya, bahan asas dan batang logam elektrod mencair. Pakar mengatakan bahawa kolam kimpalan terbentuk, di mana asas dan logam elektrod dicampurkan. Ukuran mandi yang terbentuk secara langsung bergantung pada mod pengelasan yang dipilih, kedudukan ruang, kelajuan busur, bentuk dan ukuran pinggir, dan lain-lain. Rata-rata, lebarnya adalah 8-15 mm, panjang 10-30 mm dan kedalaman - kira-kira 6 mm.
Lapisan elektrod, lapisan yang disebut, semasa pencairan membentuk zon gas khas di kawasan busur dan di atas tempat mandi. Ia mengeluarkan semua udara dari kawasan kimpalan dan mencegah interaksi logam lebur dengan oksigen. Di samping itu, ia mengandungi pasangan logam asas dan elektrod. Slag terbentuk di bahagian atas kimpalan, yang juga menghalang interaksi lebur dengan udara, yang mempengaruhi kualiti kimpalan secara negatif. Selepas penyingkiran arka elektrik secara beransur-ansur, logam mula mengkristal dan jahitan terbentuk yang menggabungkan bahagian yang dikimpal. Di atasnya terdapat lapisan pelindung terak, yang kemudiannya dikeluarkan.

Semasa jahitan kimpalan, lapisan elektrod dicairkan, membentuk zon gas khas. Di dalamnya, logam asas dan elektrod dicampurkan
Sebaiknya tukang las pemula mendapat pengalaman pertama di bawah bimbingan pakar yang dapat membetulkan kemungkinan kesilapan dan memberi nasihat yang berguna. Adalah perlu untuk memulakan kerja, dengan pasti memperincikan perincian. Untuk keselamatan kebakaran, anda perlu meletakkan baldi air berhampiran anda. Atas sebab yang sama, mustahil untuk melakukan kerja kimpalan di dasar kayu dan mengabaikan sisa-sisa elektrod terpakai walaupun sangat kecil.
Sambungan mesin kimpalan
Agar pengelasan berfungsi dengan selamat, anda mesti menyambungkan mesin ke rangkaian, dengan mematuhi peraturan berikut:
- Mula-mula anda perlu memeriksa voltan dan frekuensi semasa. Data ini harus sama di rangkaian dan pada peranti.
- Kami menetapkan nilai yang dikira daya semasa pada mesin kimpalan, yang harus sesuai dengan diameter elektrod yang dipilih. Sekiranya blok tetapan pengimpal membolehkan anda memilih voltan, anda perlu segera menetapkannya. Sambungan dibuat melalui palam khas dan kancing pembumian.
- Kencangkan terminal darat dengan selamat. Periksa bahawa kabel terlindung dan dimasukkan dengan teliti ke dalam pemegang khas.
- Pastikan anda memeriksa semua sambungan, kabel, palam.
- Anda boleh menggunakan kabel sambungan khas yang menyambung tanpa sambungan antara.
- Di rumah yang lebih tua dengan pendawaian yang lemah, penurunan voltan mungkin berlaku. Ia menghentikan proses dan boleh merosakkan peralatan kimpalan. Dalam kes ini, anda memerlukan penjana elektrik yang akan memberikan voltan pada tahap operasi.
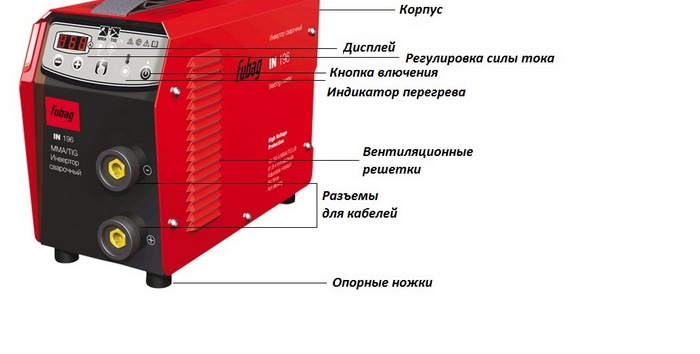
Mesin kimpalannya mudah
Cara memilih arus yang tepat
Arus kimpalan adalah penunjuk kimpalan yang penting dan menentukan jenis dan sifat jahitan dan prestasi kerja. Semakin tinggi arus, semakin stabil arka dan semakin besar kedalaman penembusan. Kekuatan semasa bergantung pada lokasi benda kerja di ruang dan ukuran elektrod. Nilai tertinggi ditetapkan untuk mengimpal benda kerja mendatar. Untuk sendi menegak, nilai semasa digunakan 15% lebih sedikit, dan untuk sendi siling - sebanyak 20%.
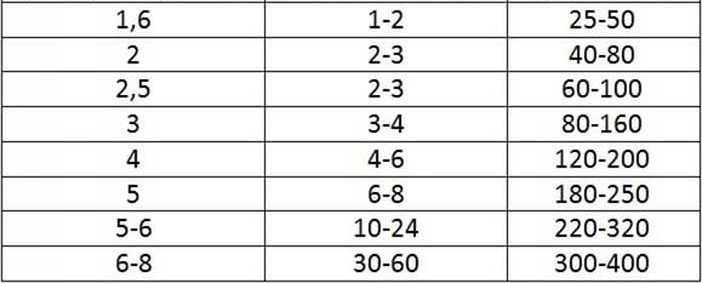
Kekuatan semasa bergantung pada lokasi benda kerja dan ukuran elektrod
Cara menyalakan busur
Cara pertama adalah dengan menyentuh. Untuk melakukan ini, pasangkan elektrod pada sudut kira-kira 60 ° berbanding produk. Pegang perlahan-lahan di permukaan. Percikan api harus muncul, sekarang kita menyentuh logam dengan elektrod dan menaikkannya ke ketinggian tidak lebih dari 5 mm.
Sekiranya operasi dijalankan dengan betul, busur akan menyala. Jurang lima milimeter mesti dikekalkan sepanjang pengelasan. Perlu diingat bahawa dengan kimpalan logam yang betul dengan kimpalan elektrik, elektrod secara beransur-ansur akan terbakar, sehingga sentiasa sedikit lebih dekat dengan logam. Elektrod harus digerakkan perlahan-lahan, jika tiba-tiba melekat, anda harus sedikit mengayunkannya ke sisi. Sekiranya arka tidak menyala, mungkin diperlukan untuk meningkatkan kekuatan arus.
Cara kedua adalah mencolok. Anda perlu membawa elektrod ke permukaan benda kerja dan memukulnya di bahagiannya, seolah-olah anda menyalakan korek api. Adalah mungkin untuk memudahkan pencucuhan elektrod dengan melepa dari pinggirnya.
Condong dan pergerakan elektrod
Setelah mungkin menyalakan dan mengekalkan busur tanpa masalah, inilah masanya untuk meneruskan penggabungan roller. Kami menyalakan busur, menggerakkan elektrod secara perlahan dan lancar secara mendatar, melakukan pergerakan berayun ringan. Pada masa yang sama, logam cair nampaknya "mengambil" ke tengah-tengah busur. Hasilnya mestilah jahitan yang kuat dengan gelombang kecil yang dibentuk oleh logam kimpalan.
Sudut elektrod untuk tukang las pemula lebih baik memerhatikan sekitar 70 darjah, iaitu, dengan sedikit penyimpangan dari menegak. Berikut adalah gambarajah kimpalan arka.
Sudut elektrod kira-kira 70 darjah
Sekiranya elektrod terbakar hampir sepenuhnya semasa pengelasan bahagian, dan jahitan belum selesai, kerja dihentikan buat sementara waktu. Kami menukar elemen terpakai kepada yang baru, membuang slag dan terus bekerja. Pada jarak kira-kira 12 mm dari lubang yang terbentuk di hujung jahitan, yang juga disebut kawah, kita menyalakan busur. Kami membawa elektrod ke relung sehingga aloi terbentuk dari logam elektrod lama dan baru dipasang, selepas itu kimpalan jahitan berterusan.

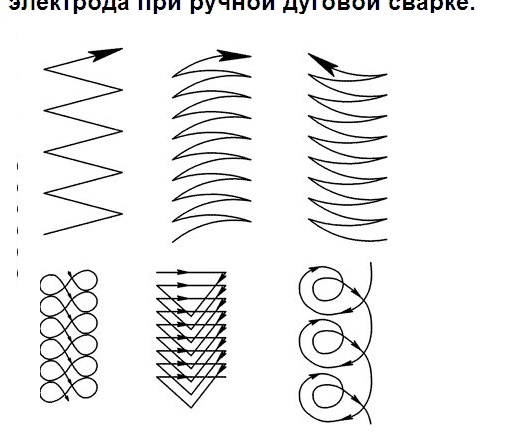
Semasa kimpalan, elektrod membuat pergerakan tertentu, terutamanya translasi, membujur dan melintang. Dari gabungannya pelbagai jenis jahitan dibuat, yang paling biasa ditunjukkan dalam rajah
Lintasan arka semasa pengelasan bahagian boleh dibuat dalam tiga arah:
- Progresif. Ia melibatkan pergerakan arka di sepanjang paksi elektrod. Oleh itu, cukup mudah untuk mengekalkan panjang busur yang stabil.
- Membujur. Ia membentuk roller pengelasan filamen, ketinggiannya bergantung pada kelajuan elektrod bergerak dan ketebalannya. Ini adalah jahitan biasa, tetapi sangat nipis. Untuk memperbaikinya, dalam proses menggerakkan elektrod di sepanjang jahitan yang dikimpal, pergerakan melintang juga dilakukan.
- Melintang. Benarkan anda mendapat lebar jahitan yang diingini. Ia dilakukan oleh pergerakan berayun. Lebarnya dipilih berdasarkan ukuran dan kedudukan jahitan, bentuk pemotongannya, dll.
Dalam praktiknya, ketiga-tiga pergerakan utama digunakan, yang saling tumpang tindih dan membentuk lintasan tertentu. Terdapat pilihan klasik, bagaimanapun, setiap tuan biasanya "melihat" tulisan tangannya sendiri. Perkara utama adalah bahawa semasa kerja tepi unsur-unsur yang disambungkan dicairkan dengan baik, dan jahitan dari bentuk tertentu diperolehi.
Sebagai peraturan, ketiga arah diterapkan, mereka boleh bertindih dan membentuk jalan
Jahitan kimpalan
Kimpalan Siling
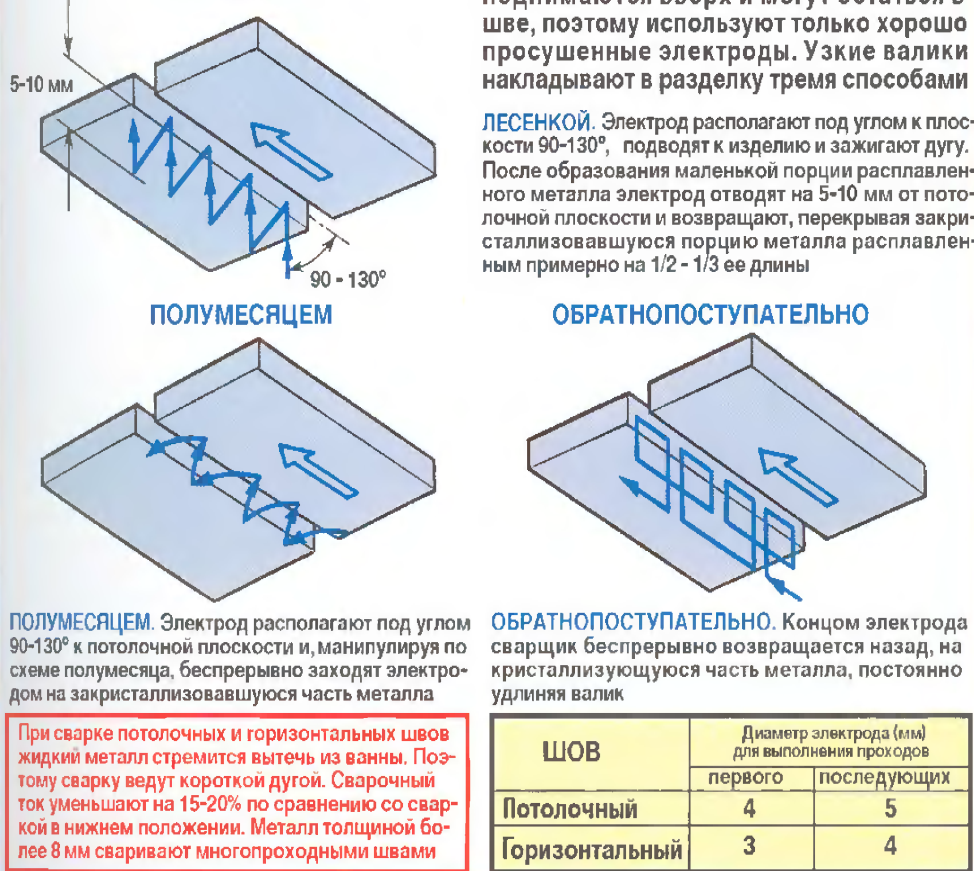
Jahitan ini dianggap paling sukar, kerana kolam las terbalik dan terletak di atas tukang las. Elektrod dipilih tidak lebih dari 4 mm dan dibawa sedikit ke sisi supaya logam tidak merebak. Gunakan elektrod busur pendek dan kering sepenuhnya, jahitan semasa kimpalan siling mestilah nipis. Pergerakan berlaku dengan sendirinya, jadi lebih mudah bagi tukang las untuk mengawal kualiti jahitan. Terdapat beberapa cara untuk melakukannya:
- tangga;
- bulan Sabit;
- secara terbalik.
Sambungan siling dianggap paling sukar
Video: membuat jahitan siling
Tegak
Semasa melakukan jahitan seperti itu, anda boleh memimpin elektrod dari atas ke bawah atau dari bawah ke atas. Untuk mengelakkan logam daripada mengering, elektrod harus diletakkan pada sudut 45-50 darjah ke bawah dari kedudukan tegak lurus. Pengimpal berpengalaman mengesyorkan membuat jahitan ini dalam satu larian.
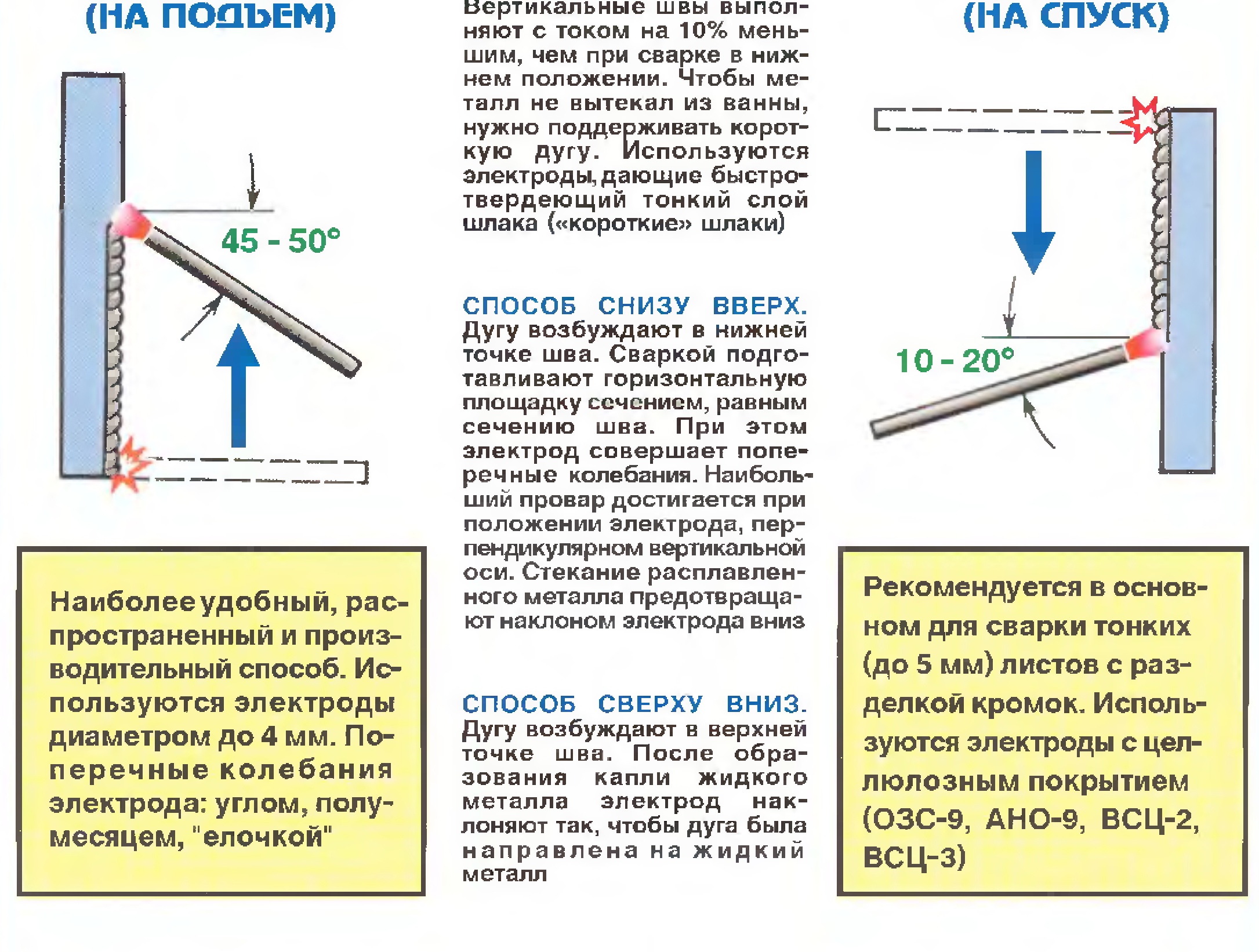
Semasa melakukan jahitan menegak, elektrod terletak pada sudut 45-50 darjah
Video: jahitan menegak
23.03
Jahitan mendatar
Semasa melakukan jahitan seperti itu, kesukaran utama terletak pada aliran logam ke bawah. Untuk menyelesaikan masalah ini, pengimpal mesti memilih sudut elektrod dan kelajuan laluan. Pengelasan dilakukan dari kiri ke kanan atau dari kanan ke kiri.
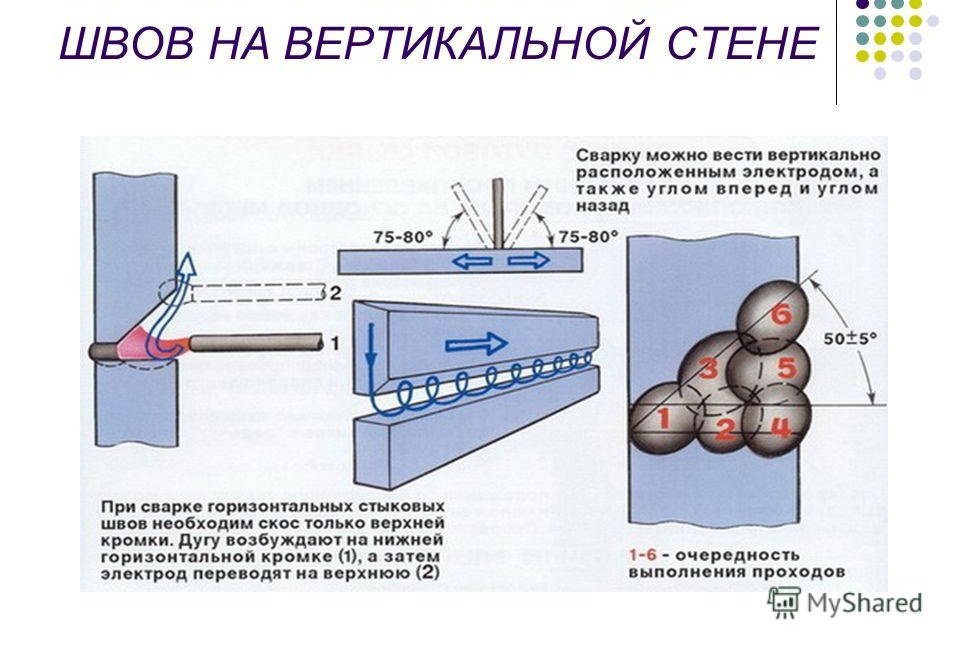
Semasa melakukan jahitan mendatar, anda perlu memilih sudut elektrod dan kelajuan laluan dengan betul
Sudut
Semasa membentuk fillet atau T-sendi, bahagian-bahagiannya diposisikan pada sudut yang berbeza oleh perahu sehingga logam lebur mengalir ke sudut. Kemudian mereka ditangkap dengan mengimpal di kedua sisi, satu tepi struktur harus sedikit lebih tinggi daripada yang lain. Pergerakan elektrod bermula dari titik bawah.
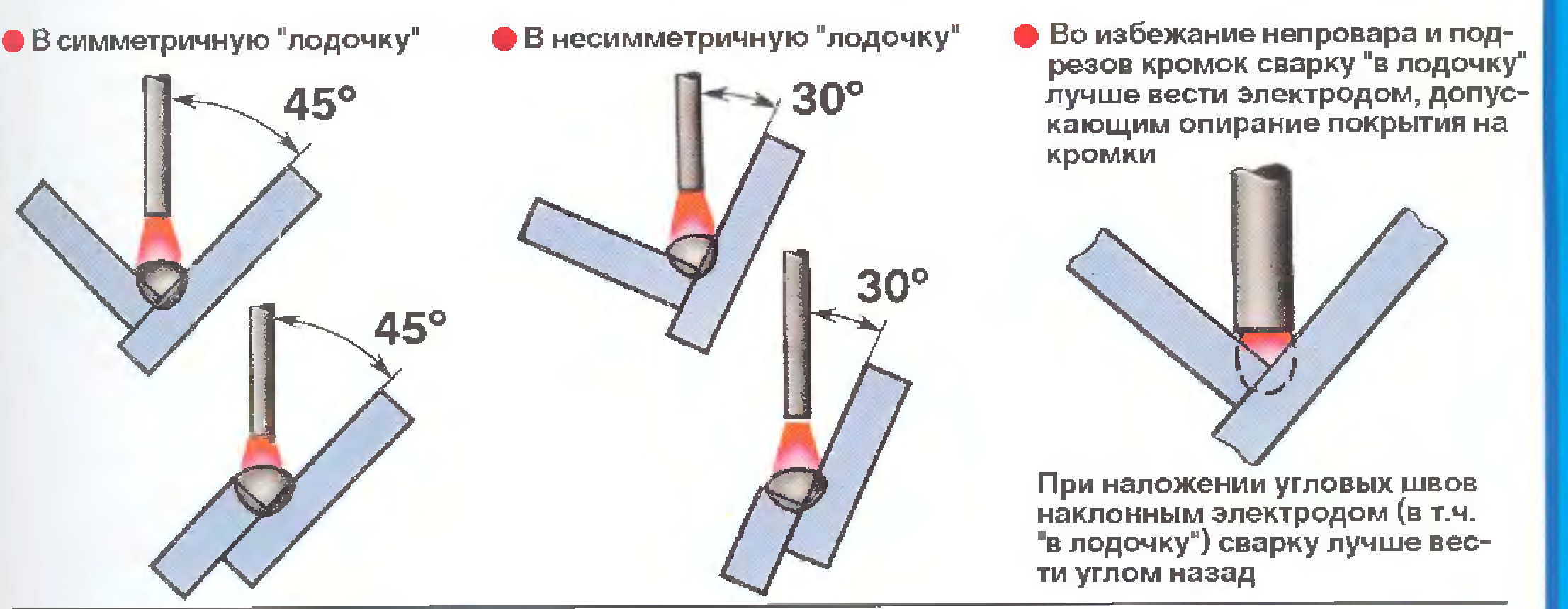
Dalam pengelasan sudut, pergerakan elektrod bermula dari bawah
Ciri-ciri kimpalan saluran paip
Dengan pengelasan busur, anda boleh membuat jahitan menegak, yang terletak di sisi paip, mendatar - sepanjang lilitannya. Serta siling dan bawah, masing-masing terletak di atas dan di bawah. Lebih-lebih lagi, yang terakhir dianggap paling mudah dalam pelaksanaan. Paip keluli biasanya dikimpal pantat dengan penembusan mandatori semua tepi sepanjang ketinggian dinding. Untuk mengurangkan kemasukan di dalam paip, dipilih sudut kecenderungan elektrod tidak lebih dari 45 ° berbanding dengan mendatar. Ketinggian jahitan adalah 2-3 mm, lebarnya 6-8 mm. Semasa kimpalan lap, ketinggian jahitan adalah kira-kira 3 mm, dan lebarnya 6-8 mm.
Sebelum memulakan memasak paip dengan kimpalan elektrik, kami melakukan kerja persiapan:
- bersihkan barang dengan teliti;
- jika hujung paip cacat, potong atau luruskan;
- bersihkan bahagian tepi. Kami membersihkan minimum 10 mm dari permukaan luar dan dalam yang bersebelahan dengan tepi paip ke kilauan logam.
Sekarang anda boleh mula mengimpal. Semua sendi diproses secara berterusan, sehingga pengelasan selesai. Putar serta sambungan paip bukan putar dengan lebar dinding sehingga 6 mm dihasilkan sekurang-kurangnya 2 lapisan. Dengan lebar dinding 6-12 mm - tiga lapisan dilakukan, lebih daripada 19 mm - empat. Keanehan pengelasan paip adalah bahawa setiap jahitan yang dilekatkan pada sendi mesti dibersihkan dari sanga, setelah itu berikut dilakukan. Jahitan pertama adalah yang paling bertanggungjawab. Ia mesti mencairkan semua bahagian tepi dan tumpul sepenuhnya. Ia diperiksa dengan teliti untuk pengesanan retakan. Sekiranya ada, mereka dileburkan, atau sekepingnya dipotong dan dibancuh semula.

Lapisan terakhir selembut mungkin dengan peralihan yang lancar ke logam asas
Lapisan kedua dan seterusnya dilakukan dengan perlahan-lahan memutar paip. Hujung dan permulaan semua lapisan semestinya diganti berbanding dengan lapisan sebelumnya sebanyak 15-30 mm. Lapisan terakhir dilakukan dengan peralihan yang lancar ke logam asas dan dengan permukaan yang rata. Untuk meningkatkan kualiti kimpalan paip dengan kimpalan elektrik, setiap lapisan berikutnya dilakukan pada arah yang berlawanan dengan yang sebelumnya, dan titik penutupnya harus diposisikan terpisah.
Pengelasan diri adalah usaha yang agak rumit. Walau bagaimanapun, jika anda mahu, anda masih boleh menguasainya. Anda perlu mempelajari peraturan asas proses dan belajar secara beransur-ansur untuk melakukan latihan termudah. Tidak perlu meluangkan masa dan tenaga untuk menguasai asas-asasnya, yang akan menjadi asas penguasaan. Selepas itu, kita boleh beralih ke teknik yang lebih kompleks dengan berani, mengasah kemahiran anda.
Bahan dikemas kini 03.03.2018


5 komen