Jak gotować ze spawaniem: kompletny przewodnik dla początkujących

Szew spawalniczy jest jednym z najbardziej niezawodnych sposobów łączenia części. Jest stosowany w przemyśle i życiu codziennym. Każdy rzemieślnik od czasu do czasu używa spawania. Cóż, jeśli umie sam gotować, ale często musi zwrócić się do specjalistów. Ale spawanie jest całkiem możliwe do nauczenia się. Powinieneś zacząć od najprostszej rzeczy: spawanie elektryczne dla początkujących to przede wszystkim szkolenie w zakresie wdrażania różnych szwów. Bardziej złożoną pracę można wykonać tylko z doświadczeniem. Przyjrzyjmy się podstawom technologii i niektórym sztuczkom procesu spawania, a także zastosowanemu sprzętowi i materiałom.
Zadowolony
Rodzaje spawarek
Aby prawidłowo wybrać spawarkę, należy wziąć pod uwagę wszystkie zalety i wady różnych typów i modeli spawaczy.
Transformatory - najprostsze i najbardziej tradycyjne urządzenia, dość ciężkie, wykonane na bazie transformatora obniżającego napięcie, które doprowadzają wartość napięcia do wymaganej wartości do działania. Cechą transformatorów jest to, że działają one na prąd przemienny, który tworzy niestabilny łuk. W połączeniu ze zwiększoną ilością żużla i zanieczyszczeń gazowych, taki łuk sprzyja rozpylaniu metalu i psuje wygląd szwu. Wysokiej jakości szew z takim urządzeniem może być wykonany przez doświadczonego spawacza z umiejętnościami na transformatorze.

Proste urządzenie zasilane prądem przemiennym
Prostowniki - spawacze, którzy mogą przetwarzać prąd przemienny w celu kierowania i obniżania napięcia sieciowego za pomocą diod półprzewodnikowych. Prąd stały daje stabilny łuk i pozwala uczynić szew spawalniczy jednorodnym i szczelnym, mocnym i pięknym. Prostownik jest uniwersalny, odpowiednie są do niego wszystkie rodzaje elektrod, za pomocą tego urządzenia można gotować wszystkie rodzaje metali: stal nierdzewna, aluminium, miedź, tytan, różne stopy.

Uniwersalna spawarka odpowiednia do wszystkich rodzajów elektrod
Falowniki - Są bardzo popularne, ponieważ są lekkie, mają doskonałą funkcjonalność i mają zautomatyzowane ustawienia. Takie parametry techniczne pozwalają na to początkującym. Konstrukcja urządzenia obejmuje szereg jednostek, które przekształcają prąd przemienny sieci w prąd stały o dużej mocy. Zaletą tego rodzaju spawaczy jest:
- zdolność dostrajania;
- wykonywanie szerokiego zakresu zadań;
- stabilny łuk;
- odporność na skoki napięcia;
- wysokiej jakości spawanie, gładki szew;
- praca ze wszystkimi rodzajami elektrod;
- połączenie wszystkich rodzajów metali o dowolnej grubości i położeniu w przestrzeni.
- Posiada dodatkowe funkcje, które zapobiegają przywieraniu elektrody i spadaniu łzy;
- możliwość podpalenia elektrody przy maksymalnym zasilaniu prądem;
Z minusów można zauważyć:
- potrzeba częstego usuwania pyłu;
- ograniczona długość kabla równa 2,5 m;
- niezdolność do pracy w temperaturach powietrza poniżej - 15 stopni.

Falownik odpowiedni dla początkujących spawaczy
Urządzenia półautomatyczne - Istnieją dwa typy. Pierwszy zwiększa wydajność spawania dzięki ciągłemu dostarczaniu drutu. W takim przypadku nie jest konieczna ciągła zmiana elektrod. Szew jest gładki, ciągły i bez wad. Drugi działa w środowisku gazowym, w tym celu wykorzystuje tlen, azot i dwutlenek węgla, a także argon i hel. Spawanie gazowe ma następujące zalety:
- jedno urządzenie jest zaprojektowane do pracy zarówno z gazem, jak i drutem;
- doskonała jakość i estetyka szwu;
- stabilny gładki łuk;
- wysoka funkcjonalność;
- zdolność do spawania złożonych połączeń.

Za pomocą tego urządzenia można wykonać spoinę wysokiej jakości
Co będzie wymagane do pracy początkującego spawacza
Przede wszystkim musisz przygotować sprzęt i odzież roboczą.
Narzędzia i wyposażenie ochronne
Na pewno potrzebujesz spawarki, zestawu elektrod, młotka i dłuta do żużla, metalowej szczotki do czyszczenia szwów. Uchwyt elektryczny służy do zaciskania, przytrzymywania elektrody i dostarczania do niej prądu. Potrzebujemy również zestawu szablonów do sprawdzania rozmiaru szwu. Średnica elektrody jest wybierana w zależności od grubości blachy. Nie zapomnij o ochronie. Przygotowujemy maskę spawalniczą ze specjalnym filtrem światła, który nie przepuszcza promieni podczerwonych i chroni oczy. Ekrany i tarcze pełnią tę samą funkcję. Plandeka, składająca się z kurtki z długimi rękawami i gładkich spodni bez klap, skóry lub filcowych butów do ochrony przed rozpryskami metalu i rękawiczek lub rękawiczek, płótna lub zamszu z zakładką na rękawach. Takie bezpośrednie, zamknięte ubranie zapobiega spawaczowi dostania się stopionego metalu na jego ciało.
Istnieją specjalne urządzenia ochronne, które służą do pracy na wysokości i wewnątrz metalowych przedmiotów podczas pracy w pozycji leżącej. W takich przypadkach potrzebujesz butów dielektrycznych, kasku, rękawiczek, dywanu, nakolanników, podłokietników, a do spawania na dużych wysokościach potrzebujesz pasa bezpieczeństwa z paskami.

Jakie elektrody wybrać
Elektrody występują w różnych typach i markach. Wynika to z potrzeby wyboru metalu połączonych części i tej samej metalowej elektrody.
Każda elektroda ma oznaczenie, które zapewnia spawaczowi wszystkie niezbędne informacje. Nauka czytania oznaczeń jest łatwa.
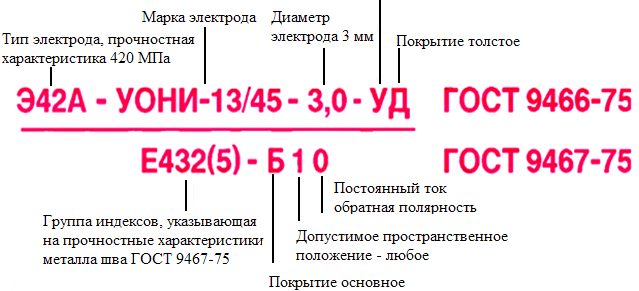
Specjalne oznaczenia są wskazane na elektrodach.
Często pokrywane są różnymi powłokami na wierzchu, co nadaje elektrodom właściwości niezbędne do spawania różnych metali i warunków pracy. Oto tabela klasyfikacji elektrod według rodzaju powłoki i zastosowania.
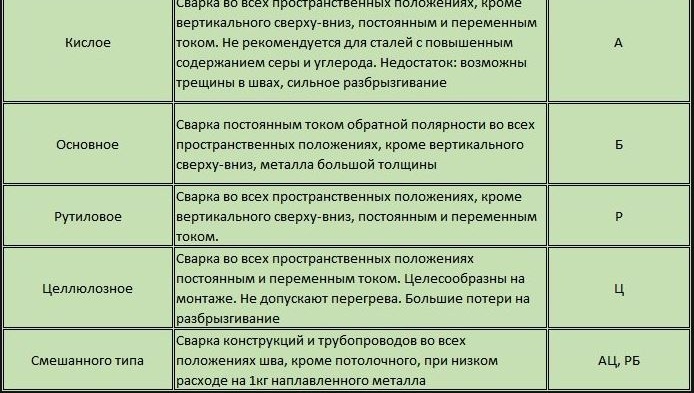
Specjalna powłoka nadaje elektrodom specjalne właściwości niezbędne do spawania różnych metali
Klasyfikacja elektrod według rodzaju i celu znajduje odzwierciedlenie na etykiecie produktu.
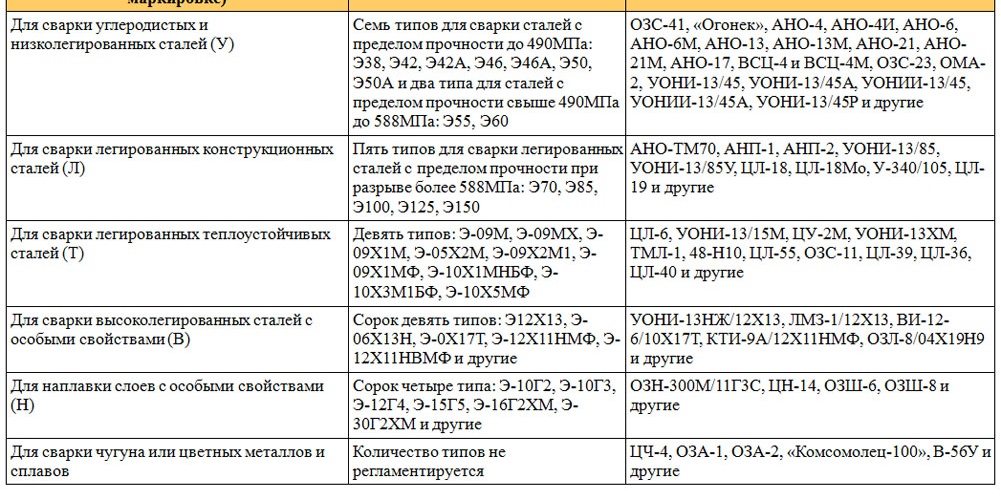
Elektrody różnią się rodzajem i przeznaczeniem.
Rodzaje spoin
Łączące spoiny są podzielone według lokalizacji, wytrzymałości, technologii, cech konstrukcyjnych. Rodzaje lokalizacji szwów:
- Niższy. Najprostszy i najwygodniejszy, dzięki sile grawitacji, metal wypełnia szczelinę między częściami. Jest to najbardziej trwały i ekonomiczny szew.
- Poziomy. Przedmioty obrabiane są prostopadłe do elektrody, a szew biegnie poziomo. Część metalu opuszcza strefę spawania, a elektroda zużywa się szybciej.
- Pionowy.W tym przypadku przedmioty obrabiane są również prostopadłe do elektrody, ale szew jest uformowany pionowo. Stopiony metal ma tendencję do opadania, zużycie elektrody jest znaczne.
- Skłonny. Ruch dłoni spawacza jest pochylony. Służy do połączeń narożnych i teowych.
- Szew sufitowy znajduje się nad mistrzem.
Separacja projektowa:
- Krupon Połączenie doczołowe jest dość trwałe i ekonomiczne, nie zniekształca powierzchni złącza. To połączenie uniwersalne.
- Zakładaj spoiny, gdy brakuje miejsca na spoinę czołową. Grubość przedmiotów nie powinna przekraczać 8-10 mm.
- Zaleca się spawanie spoiny pachwinowej po obu stronach, podczas gdy przedmioty obrabiane są ustawione pod kątem do siebie. Ten szew nie jest łatwy do wykonania ze względu na wzrost strefy wpływu ciepła i wysokie zużycie elektrody.
- Trójnik to szew kątowy, w którym płaszczyzny części są spawane prostopadle. Szew jest utworzony z dwóch stron, jest dość skomplikowany.
- Szew do nitów elektrycznych jest stosowany, gdy nie jest potrzebny hermetyczny szew, jest to najbardziej ekonomiczny i niepozorny.
Spawanie może odbywać się w jednej warstwie lub w kilku warstwach dla grubych elementów.
Jak nauczyć się gotować przez spawanie - przewodnik dla początkujących
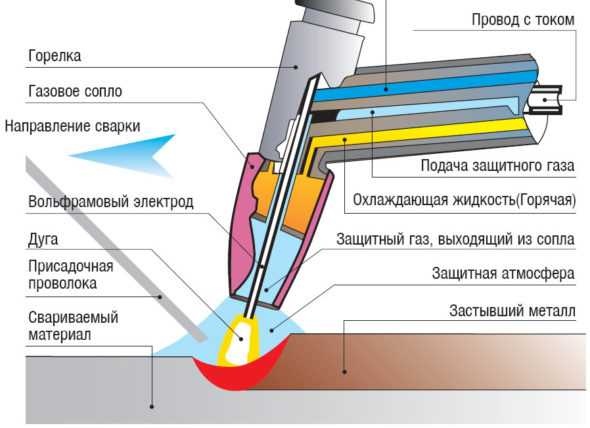
Spawanie jest procesem wysokotemperaturowym. W celu jego realizacji powstaje łuk elektryczny, który utrzymuje się od elektrody do spawanego produktu. Pod jego wpływem stopiony jest materiał podstawowy i metalowy pręt elektrody. Specjaliści twierdzą, że powstaje jeziorko spawalnicze, w którym metal podstawowy i elektroda są mieszane. Rozmiar utworzonej wanny zależy bezpośrednio od wybranego trybu spawania, położenia przestrzennego, prędkości łuku, kształtu i rozmiaru krawędzi itp. Średnio jego szerokość wynosi 8-15 mm, długość 10-30 mm i głębokość - około 6 mm.
Powłoka elektrody, tak zwana powłoka, podczas topienia tworzy specjalną strefę gazową w obszarze łuku i nad kąpielą. Wypiera całe powietrze z obszaru spawania i zapobiega oddziaływaniu stopionego metalu z tlenem. Ponadto zawiera pary metali podstawowych i elektrodowych. Na górze spoiny powstaje żużel, który również zapobiega oddziaływaniu stopu z powietrzem, co negatywnie wpływa na jakość spawania. Po stopniowym usuwaniu łuku elektrycznego metal zaczyna krystalizować i powstaje szew łączący spawane części. Na wierzchu znajduje się warstwa ochronna żużla, którą następnie usuwa się.

Podczas szwu spawalniczego powłoka elektrody topi się, tworząc specjalną strefę gazową. Wewnątrz metal podstawowy i elektroda są zmieszane
Początkującym spawaczom najlepiej jest zdobyć pierwsze doświadczenie pod okiem specjalisty, który może naprawić ewentualne błędy i udzielić przydatnych porad. Konieczne jest rozpoczęcie pracy, po niezawodnym ustaleniu detalu. Dla bezpieczeństwa przeciwpożarowego musisz postawić wiadro wody w pobliżu. Z tego samego powodu niemożliwe jest wykonywanie prac spawalniczych na drewnianej podstawie i zaniedbywanie nawet bardzo małych pozostałości użytej elektrody.
Przyłącze spawarki
Aby spawanie działało bezpiecznie, należy podłączyć urządzenie do sieci, przestrzegając następujących zasad:
- Najpierw musisz sprawdzić napięcie i częstotliwość prądu. Dane te powinny być takie same w sieci i urządzeniu.
- Ustawiamy obliczoną wartość prądu na spawarce, która powinna odpowiadać wybranej średnicy elektrody. Jeśli blok ustawień spawacza pozwala wybrać napięcie, należy je ustawić od razu. Połączenie odbywa się za pomocą specjalnej wtyczki i końcówki uziemiającej.
- Bezpiecznie zamocuj zacisk uziemienia. Sprawdź, czy kabel jest izolowany i starannie wsunięty do specjalnego uchwytu.
- Sprawdź wszystkie połączenia, kable i wtyczki.
- Możesz użyć specjalnego przedłużacza, który łączy się bez pośrednich połączeń.
- W starszych domach o słabym okablowaniu mogą wystąpić spadki napięcia. Zatrzymuje proces i może uszkodzić sprzęt spawalniczy. W takim przypadku potrzebujesz generatora elektrycznego, który zapewni napięcie na poziomie roboczym.
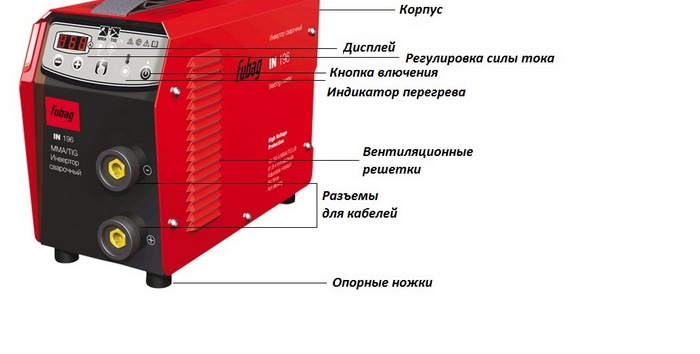
Zgrzewarka jest prosta
Jak wybrać odpowiedni prąd
Prąd spawalniczy jest ważnym wskaźnikiem spawania i określa rodzaj i charakter szwu oraz wydajność pracy. Im wyższy prąd, tym bardziej stabilny łuk i większa głębokość penetracji. Obecna siła zależy od położenia obrabianych przedmiotów w przestrzeni i wielkości elektrody. Najwyższą wartość ustawia się do spawania poziomych elementów. W przypadku połączeń pionowych aktualna wartość jest stosowana o 15% mniej, a dla połączeń sufitowych - o 20%.
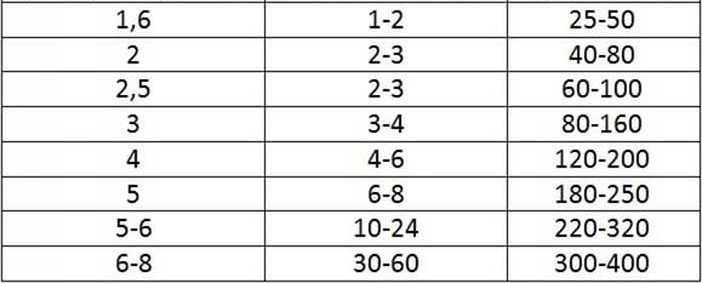
Obecna siła zależy od położenia obrabianych przedmiotów i wielkości elektrody
Jak zapalić łuk
Pierwszym sposobem jest dotknięcie. Aby to zrobić, zainstaluj elektrodę pod kątem około 60 ° względem produktu. Powoli trzymaj je na powierzchni. Powinny pojawić się iskry, teraz dotykamy metalu elektrodą i podnosimy ją na wysokość nie większą niż 5 mm.
Jeśli operacja została wykonana poprawnie, łuk się zaświeci. Podczas spawania należy zachować pięciomilimetrową przerwę. Należy pamiętać, że przy odpowiednim spawaniu metalu za pomocą spawania elektrycznego elektroda stopniowo się wypali, więc jest stale nieco bliżej metalu. Elektrodę należy przesuwać powoli, jeśli nagle się zakleszczy, trzeba będzie lekko ją odchylić w bok. Jeśli łuk nie zapala się, konieczne może być zwiększenie natężenia prądu.
Drugi sposób jest uderzający. Konieczne jest doprowadzenie elektrody do powierzchni przedmiotu obrabianego i uderzenie jej w część, tak jakbyś zapalił zapałkę. Możliwe jest ułatwienie zapłonu elektrody przez tynkowanie od jej krawędzi.
Pochylenie i ruch elektrody
Po tym, jak możliwe jest bezproblemowe zapalenie i utrzymanie łuku, czas przystąpić do stopienia się walca. Zapalamy łuk, powoli i płynnie przesuwamy elektrodę w poziomie, wykonując lekkie ruchy oscylacyjne. Jednocześnie stopiony metal wydaje się „podnosić” do samego środka łuku. Rezultatem powinien być silny szew z małymi falami utworzonymi przez metal spoiny.
Kąt elektrody dla początkującego spawacza lepiej jest obserwować około 70 stopni, to znaczy z niewielkim odchyleniem od pionu. Poniżej znajduje się schemat spawania łukowego.
Kąt elektrody wynosi około 70 stopni
Jeśli elektroda wypaliła się prawie całkowicie podczas spawania części, a szew nie jest jeszcze ukończony, praca zostaje tymczasowo zatrzymana. Zmieniamy zużyty element na nowy, usuwamy żużel i kontynuujemy pracę. W odległości około 12 mm od wnęki utworzonej na końcu szwu, zwanej również kraterem, zapalamy łuk. Dajemy elektrodę do wnęki, aby stop metalu powstał ze starej i nowo zainstalowanej elektrody, po czym spawanie szwu jest kontynuowane.

Podczas spawania elektroda wykonuje pewne ruchy, głównie translacyjne, podłużne i poprzeczne. Z ich kombinacji powstają różne rodzaje szwów, najczęstsze pokazano na schemacie
Trajektoria łuku podczas spawania części może odbywać się w trzech kierunkach:
- Progresywny. Polega na przesunięciu łuku wzdłuż osi elektrody. Dzięki temu łatwo jest utrzymać stabilną długość łuku.
- Wzdłużny. Tworzy wałek spawalniczy z filamentem, którego wysokość zależy od prędkości, z jaką porusza się elektroda i jej grubości. Jest to zwykły szew, ale bardzo cienki. Aby to naprawić, w trakcie przesuwania elektrody wzdłuż spawanego szwu wykonywane są również ruchy poprzeczne.
- Poprzeczny. Pozwalają uzyskać pożądaną szerokość szwu. Odbywa się to za pomocą ruchów oscylacyjnych. Ich szerokość jest wybierana na podstawie rozmiaru i położenia szwu, kształtu jego cięcia itp.
W praktyce stosowane są wszystkie trzy główne ruchy, które nakładają się na siebie i tworzą pewną trajektorię. Istnieją klasyczne opcje, jednak każdy mistrz zazwyczaj „widzi” własne pismo. Najważniejsze jest to, że podczas pracy krawędzie połączonych elementów są dobrze stopione i uzyskuje się szew o danym kształcie.
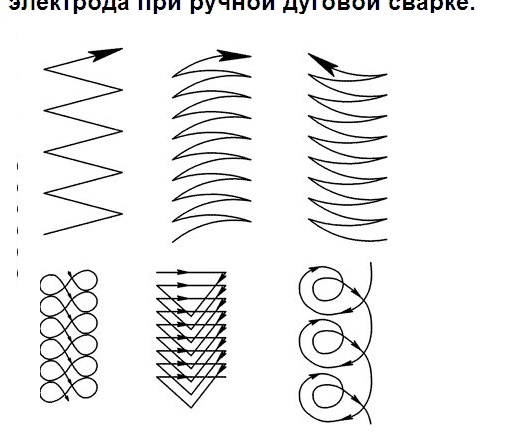
Z reguły stosowane są wszystkie trzy kierunki, mogą się one nakładać i tworzyć trajektorię
Szwy spawalnicze
Spawanie sufitowe
Ten szew jest uważany za najtrudniejszy, ponieważ jeziorko spawalnicze jest odwrócone do góry nogami i znajduje się nad spawaczem. Elektroda jest wybrana nie więcej niż 4 mm i jest nieco przesunięta w bok, aby metal się nie rozprzestrzenił. Użyj krótkiego łuku i całkowicie suchych elektrod, szew podczas spawania sufitowego powinien być cienki. Ruch odbywa się na sobie, więc spawaczowi łatwiej jest kontrolować jakość szwu. Można to zrobić na kilka sposobów:
- drabina;
- półksiężyc;
- odwrotnie.
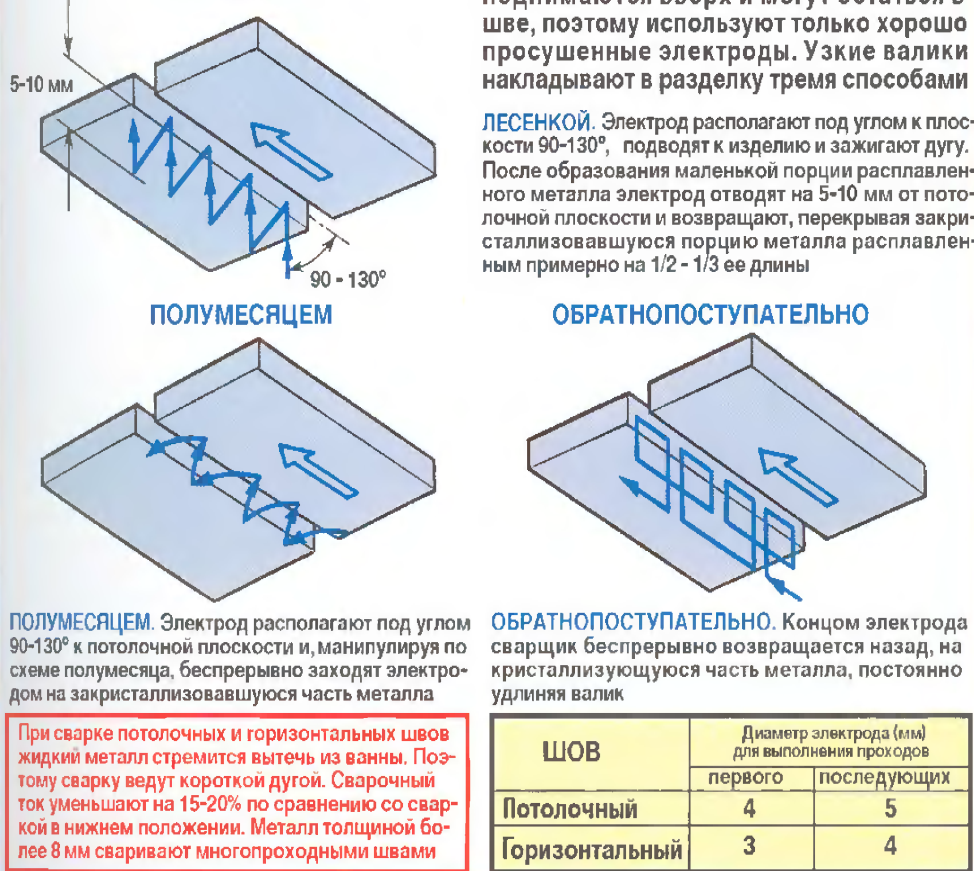
Połączenie sufitowe jest uważane za najtrudniejsze
Wideo: tworzenie szwu sufitowego
Pionowy
Podczas wykonywania takiego szwu możesz poprowadzić elektrodę od góry do dołu lub od dołu do góry. Aby zapobiec drenażowi metalu, elektrodę należy ustawić pod kątem 45-50 stopni w dół od pozycji prostopadłej. Doświadczeni spawacze zalecają wykonanie tego szwu w jednym cyklu.
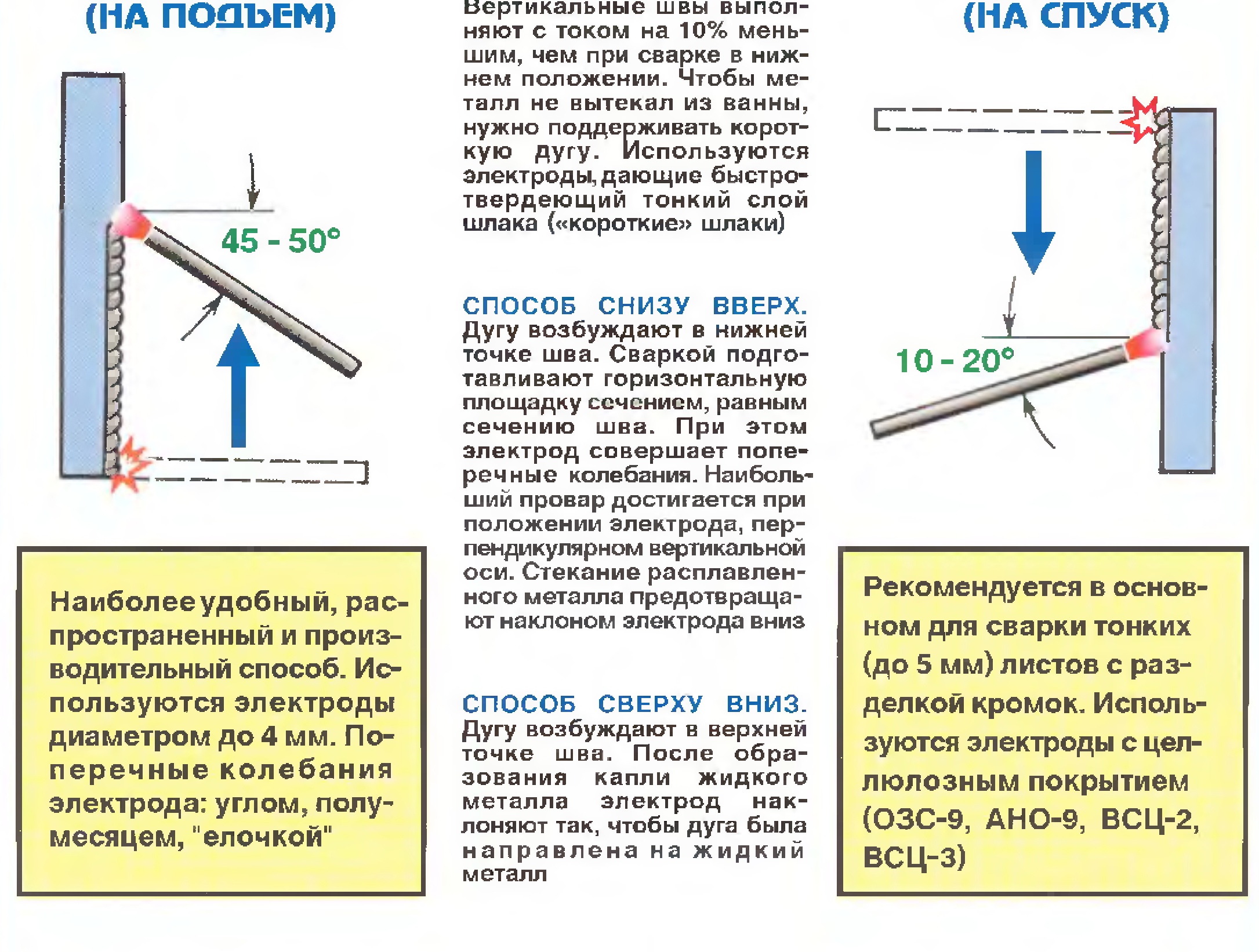
Podczas wykonywania szwu pionowego elektroda znajduje się pod kątem 45-50 stopni
Wideo: szew pionowy
23.03
Poziomy szew
Podczas wykonywania takiego szwu główna trudność polega na spływie metalu w dół. Aby rozwiązać ten problem, spawacz musi wybrać kąt elektrody i prędkość przejścia. Spawanie odbywa się od lewej do prawej lub od prawej do lewej.
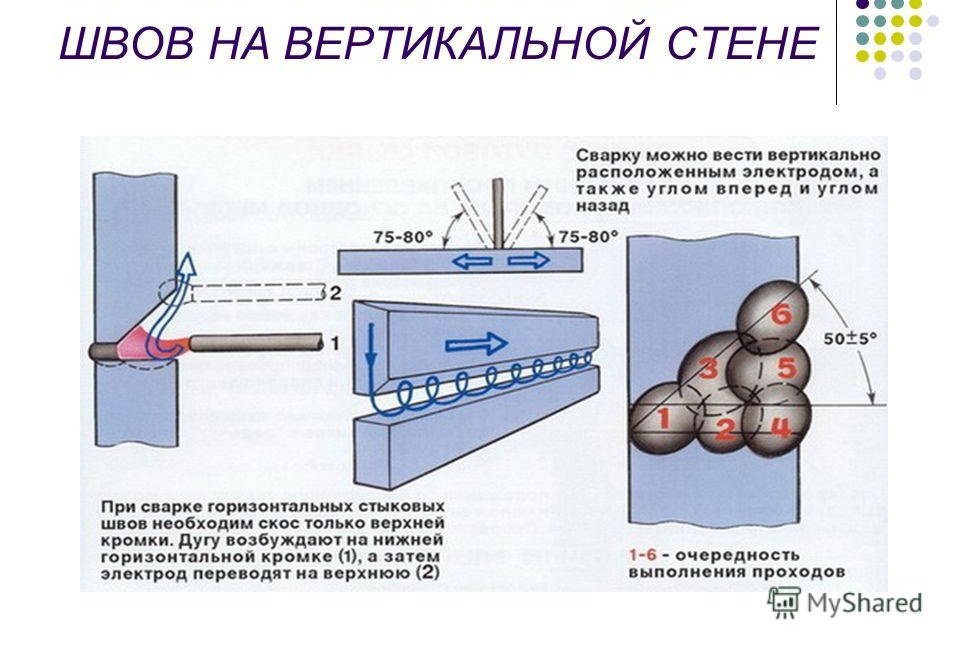
Podczas wykonywania szwu poziomego musisz poprawnie wybrać kąt elektrody i prędkość przejścia
Kątowy
Podczas formowania połączeń zaokrąglonych lub teowych elementy są ustawiane pod łódką pod różnymi kątami, tak że stopiony metal wpływa do narożnika. Następnie są one chwytane przez spawanie po obu stronach, jedna krawędź konstrukcji powinna być nieco wyższa od drugiej. Ruch elektrody rozpoczyna się od dolnego punktu.
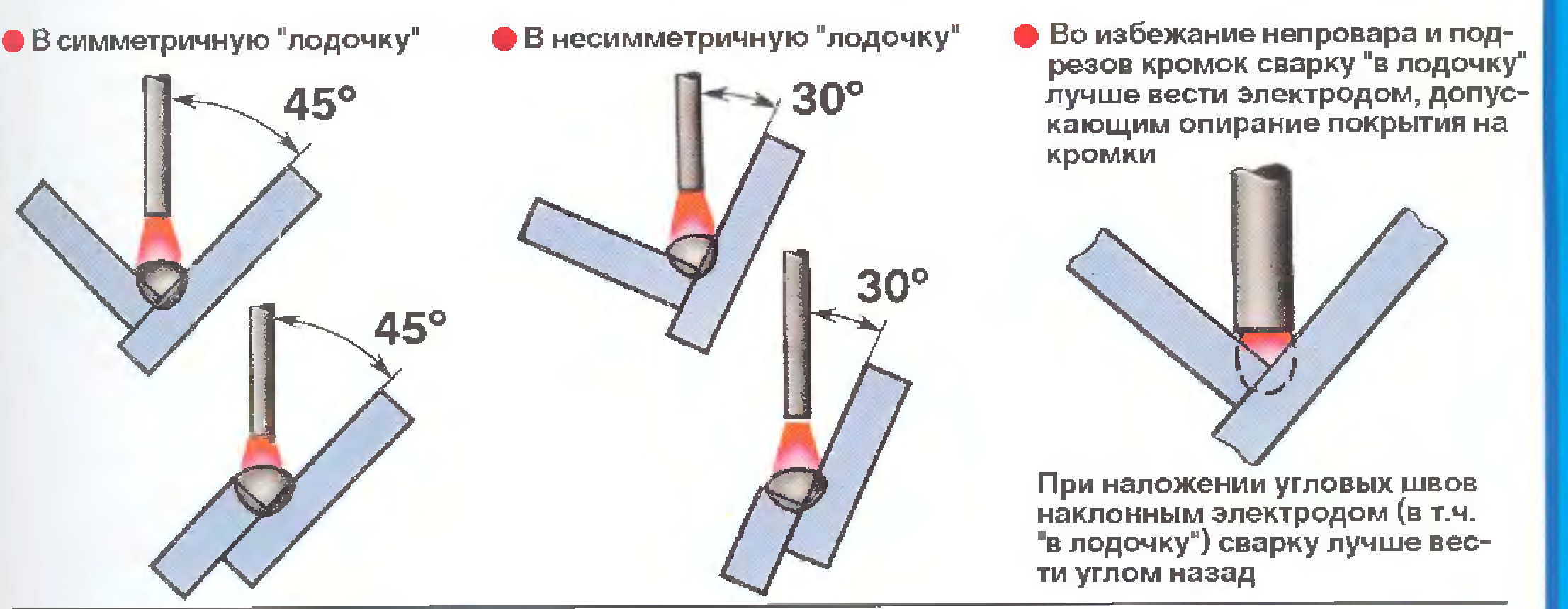
Podczas spawania kątowego ruch elektrody rozpoczyna się od dołu
Funkcje spawania rurociągów
Za pomocą spawania łukowego można wykonać szew pionowy, który znajduje się z boku rury, poziomo - wzdłuż jej obwodu. Jak również sufit i dół, odpowiednio umieszczone powyżej i poniżej. Co więcej, ten ostatni jest uważany za najwygodniejszy w wykonaniu. Rury stalowe są zwykle spawane doczołowo z obowiązkowym przejściem wszystkich krawędzi wzdłuż wysokości ścian. Aby zmniejszyć napływ wewnątrz rury, wybiera się kąt nachylenia elektrody nie większy niż 45 ° w stosunku do poziomu. Wysokość szwu wynosi 2-3 mm, szerokość 6-8 mm. Podczas spawania zakładkowego wysokość szwu wynosi około 3 mm, a szerokość 6-8 mm.
Przed rozpoczęciem gotowania rury przez spawanie elektryczne wykonujemy prace przygotowawcze:
- dokładnie wyczyść przedmiot;
- jeśli końce rury są zdeformowane, odetnij je lub wyprostuj;
- wyczyść krawędzie. Oczyszczamy minimum 10 mm zewnętrznej i wewnętrznej płaszczyzny przylegającej do krawędzi rury do metalicznego połysku.
Teraz możesz rozpocząć spawanie. Wszystkie połączenia są przetwarzane w sposób ciągły, aż do pełnego spawania. Obrotowe i nieobrotowe złącza rurowe o szerokości ściany do 6 mm są wytwarzane w co najmniej 2 warstwach. Przy szerokości ściany 6-12 mm - wykonywane są trzy warstwy, więcej niż 19 mm - cztery. Osobliwością spawania rur jest to, że każdy szew nakładany na złącze musi być oczyszczony z żużla, po czym wykonuje się następujące czynności. Pierwszy szew jest najbardziej odpowiedzialny. Powinien całkowicie stopić wszystkie krawędzie i tępe. Jest szczególnie dokładnie badany pod kątem wykrywania pęknięć. Jeśli są obecne, są wytapiane lub kawałek jest ścięty i warzony ponownie.

Ostatnia warstwa jest możliwie gładka z płynnym przejściem do metalu podstawowego
Druga i wszystkie kolejne warstwy są wykonywane przez powolne obracanie rury. Koniec i początek wszystkich warstw są koniecznie przesunięte względem poprzedniej warstwy o 15-30 mm. Ostatnią warstwę wykonuje się płynnym przejściem do metalu podstawowego i płaską powierzchnią. Aby poprawić jakość spawania rur za pomocą spawania elektrycznego, każda kolejna warstwa jest wykonywana w przeciwnym kierunku niż poprzednia, a ich punkty zamykające muszą być ustawione oddzielnie.
Samospawanie jest dość skomplikowanym przedsięwzięciem. Jednak jeśli chcesz, nadal możesz go opanować. Musisz nauczyć się podstawowych zasad tego procesu i stopniowo uczyć się wykonywania najprostszych ćwiczeń. Nie musisz tracić czasu i energii na opanowanie podstaw, które staną się podstawą do opanowania. Następnie będzie można śmiało przejść do bardziej złożonych technik, doskonaląc swoje umiejętności.
Zaktualizowano materiał 03.03.2018


5 komentarzy