Cum se gătește cu sudura: un ghid complet pentru începători

O cusătură de sudare este una dintre cele mai fiabile metode de conectare a pieselor. Este folosit în industrie și în viața de zi cu zi. Fiecare meșter de casă folosește sudarea din când în când. Ei bine, dacă știe să gătească singur, dar de multe ori trebuie să apeleze la specialiști. Dar sudarea este destul de posibil să înveți. Ar trebui să începeți cu cel mai simplu lucru: sudarea electrică pentru începători este, în primul rând, instruirea în implementarea diverselor cusături. O muncă mai complexă se poate face doar cu experiență. Să analizăm elementele de bază ale tehnologiei și câteva trucuri ale procesului de sudare, precum și echipamentele și materialele utilizate.
Conţinut
Tipuri de aparate de sudare
Pentru alegerea corectă a unei mașini de sudat, este necesar să se țină seama de toate avantajele și dezavantajele diferitelor tipuri și modele de sudori.
Transformatoare - dispozitivele cele mai simple și tradiționale, cu o greutate destul de grea, realizate pe baza unui transformator descendent, care aduce tensiunea la valoarea necesară pentru funcționare. O caracteristică a transformatoarelor este că funcționează pe curent alternativ, ceea ce creează un arc instabil. În combinație cu o cantitate crescută de zgură și impurități de gaz, un astfel de arc promovează pulverizarea metalelor și strică aspectul cusăturii. O cusătură de înaltă calitate cu un astfel de dispozitiv poate fi realizată de un sudor cu experiență, cu abilități pe un transformator.

Aparat simplu alimentat cu curent alternativ
redresoare - sudori care pot converti curent alternativ în direcția și scăderea tensiunii rețelei folosind diode semiconductoare. Curentul direct oferă un arc stabil și vă permite să faceți cusătura de sudare omogenă și etanșă, puternică și frumoasă. Redresorul este universal, toate tipurile de electrozi sunt potrivite, puteți găti cu acest aparat toate tipurile de metale: oțel inoxidabil, aluminiu, cupru, titan, diverse aliaje.

O mașină de sudură universală potrivită pentru toate tipurile de electrozi
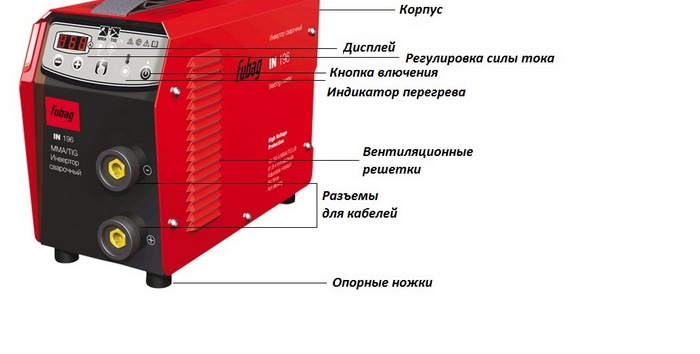
invertoare - Sunt foarte populare pentru că sunt ușoare, au o funcționalitate excelentă și au setări automate. Astfel de caracteristici tehnice permit începătorilor să lucreze la aceasta. Proiectarea aparatului include o serie de unități care transformă curentul alternativ al rețelei în curent continuu de mare putere. Avantajul acestui tip de sudori este:
- capacitatea de a regla fin;
- efectuarea unei game largi de sarcini;
- arc stabil;
- rezistența la supratensiuni de putere;
- sudură de înaltă calitate, cusătură netedă;
- lucrați cu toate tipurile de electrozi;
- conectarea tuturor tipurilor de metale de orice grosime și poziție în spațiu.
- Are funcții suplimentare care împiedică lipirea electrodului și a căderii de rupere;
- capacitatea de a aprinde focul la electrod la alimentare maximă de curent;
Dintre minusuri, se poate remarca:
- nevoia de îndepărtare frecventă a prafului;
- lungimea limitată a cablului egală cu 2,5 m;
- incapacitatea de a lucra la temperaturi ale aerului sub - 15 grade.

Inverter potrivit pentru sudorii începători
Dispozitive semiautomatice - Există două tipuri. Primul crește productivitatea sudării datorită furnizării continue de sârmă. În acest caz, nu este necesară schimbarea constantă a electrozilor. Cusătura este netedă, continuă și fără defecte. Al doilea lucrează într-un mediu gazos, pentru aceasta folosesc oxigen, azot și dioxid de carbon, precum și argon și heliu. Sudarea cu gaz are următoarele avantaje:
- o unitate este proiectată să funcționeze atât cu gaz cât și cu fir;
- calitate excelentă și estetică a cusăturii;
- arc neted stabil;
- funcționalitate ridicată;
- capacitatea de a suda îmbinări complexe.

Folosind această mașină, puteți realiza o sudură de înaltă calitate
Ceea ce este necesar pentru ca un sudor începător să funcționeze
În primul rând, trebuie să pregătiți echipament și salopete.
Instrumente și echipamente de protecție
Cu siguranță veți avea nevoie de o mașină de sudură, un set de electrozi, un ciocan și o dalta pentru zgură, o perie metalică pentru curățarea cusăturilor. Un suport electric este folosit pentru a fixa, ține electrodul și a furniza curentul acestuia. De asemenea, avem nevoie de un set de șabloane pentru verificarea dimensiunii cusăturii. Diametrul electrodului este selectat în funcție de grosimea foii de metal. Nu uitați de protecție. Pregătim o mască de sudură cu un filtru de lumină special, care nu trece razele infraroșii și protejează ochii. Ecranele și scuturile îndeplinesc aceeași funcție. Costum de prelată, constând dintr-un sacou cu mâneci lungi și pantaloni netede fără șireturi, piele sau pantofi din felte pentru protecție împotriva stropilor de metal și mănuși sau mittens, pânză sau piele de căptușeală cu o suprapunere pe mâneci. O astfel de îmbrăcăminte directă, închisă, împiedică sudorul să intre în metalul său topit.
Există echipamente speciale de protecție care sunt folosite pentru a lucra la înălțime și în interiorul obiectelor metalice atunci când lucrați într-o poziție predispusă. În astfel de cazuri, veți avea nevoie de cizme dielectrice, o cască, mănuși, un covor, tampoane pentru genunchi, cotiere, iar pentru sudarea la mare altitudine aveți nevoie de o centură de siguranță cu curele.

Ce electrozi să aleagă
Electrozii vin în diferite tipuri și mărci. Acest lucru se datorează nevoii de a selecta metalul pieselor conectate și același electrod metalic.
Fiecare electrod are un marcaj care oferă sudorului toate informațiile necesare. A învăța să citești marcajele este ușor.
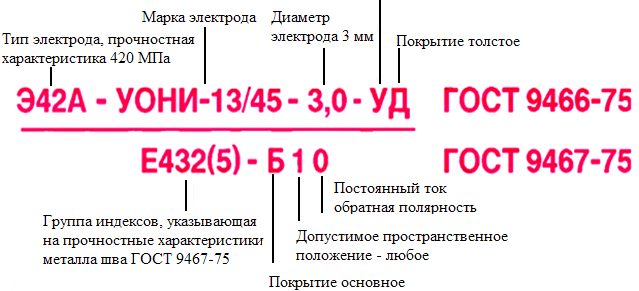
Marcajele speciale sunt indicate pe electrozi.
Adesea, sunt acoperite cu diferite acoperiri deasupra, ceea ce conferă electrozilor proprietățile necesare pentru sudarea diferitelor metale și condiții de lucru. Iată un tabel de clasificare a electrozilor în funcție de tipul de acoperire și aplicație.
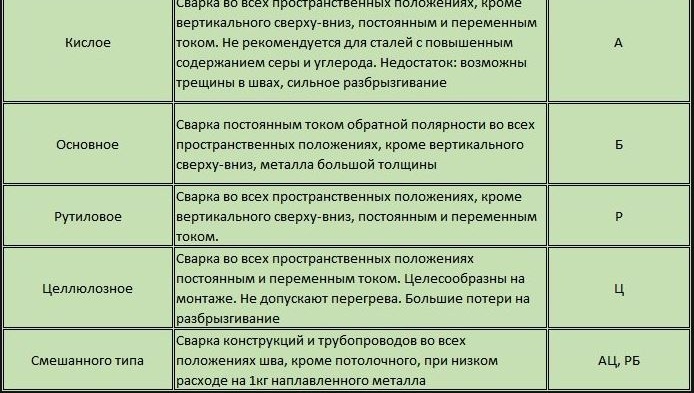
Învelișul special conferă electrozilor proprietăți speciale necesare pentru sudarea diferitelor metale
Clasificarea electrozilor în funcție de tip și scop este reflectată în etichetarea produsului.
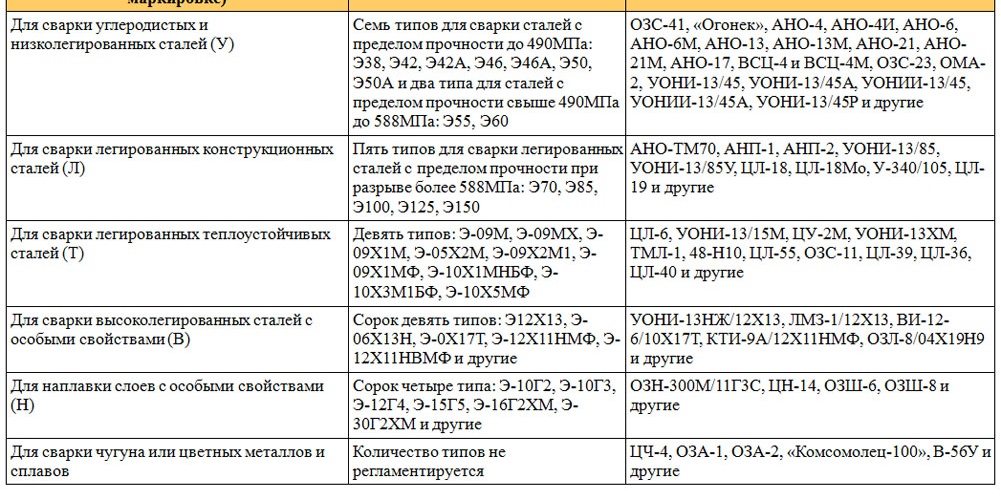
Electrozii variază ca tip și scop.
Tipuri de suduri
Sudurile de conectare sunt împărțite în funcție de locație, rezistență, tehnologie, caracteristici de proiectare. Tipuri de locație a cusăturilor:
- Inferior. Cel mai simplu și mai convenabil, datorită forței de gravitație, metalul umple golul dintre piese. Aceasta este cea mai durabilă și mai economică cusătură.
- Orizontală. Piesele de prelucrare sunt perpendiculare pe electrod, iar cusătura se desfășoară pe orizontală. O parte din metal iese din zona de sudare și electrodul este consumat mai repede.
- Vertical.În acest caz, piesele sunt, de asemenea, perpendiculare pe electrod, dar cusătura este formată vertical. Metalul topit tinde să scadă, consumul de electrozi este semnificativ.
- Înclinat. Mișcarea mâinii sudorului este înclinată. Se folosește la articulațiile din colț și tee.
- Cusătura de tavan este situată deasupra stăpânului.
Separarea designului:
- îmbinare Articulația cu fundul este destul de durabilă și economică, nu denaturează suprafața articulației. Aceasta este o conexiune universală.
- Întoarceți piese de sudură atunci când nu este suficient spațiu pentru sudarea cu fund. Grosimea pieselor nu trebuie să depășească 8-10 mm.
- Se recomandă sudarea fileului pe ambele părți, în timp ce piesele sunt într-un unghi unul cu celălalt. Această cusătură nu este ușor de efectuat din cauza creșterii zonei afectate de căldură și a consumului ridicat al electrodului.
- Articulația T este o cusătură unghiulară în care planurile pieselor sunt sudate perpendicular. Cusătura este formată pe două părți, este destul de complicată.
- O cusătură pentru nituri electrice este utilizată atunci când nu este nevoie de o cusătură etanșă, este cea mai economică și inconștientă.
Sudarea se poate face într-un singur strat sau în mai multe straturi pentru piese groase.
Cum să înveți să gătești prin sudare - Ghid pentru începători
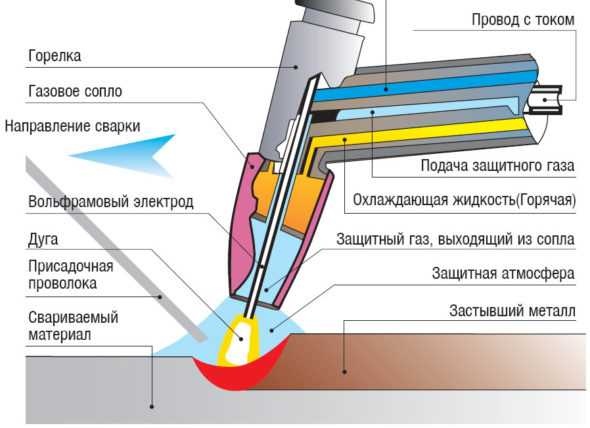
Sudarea este un proces la temperaturi ridicate. Pentru punerea sa în aplicare, se formează un arc electric și se ține de la electrod la produsul sudat. Sub influența sa, materialul de bază și tija metalică a electrodului se topesc. Specialiștii spun că este format un bazin de sudură, în care se amestecă baza și metalul cu electrod. Mărimea băii formate depinde direct de modul de sudare selectat, poziția spațială, viteza arcului, forma și dimensiunea muchiei, etc. În medie, lățimea acesteia este de 8-15 mm, lungime 10-30 mm și adâncime - aproximativ 6 mm.
Acoperirea electrodului, așa-numita acoperire, în timpul topirii formează o zonă specială de gaz în regiunea arcului și deasupra băii. Dislocuit tot aerul din zona de sudare și împiedică interacțiunea metalului topit cu oxigenul. În plus, conține perechi de metale de bază și electrode. Zgura este formată deasupra sudurii, ceea ce împiedică, de asemenea, interacțiunea topiturii cu aerul, ceea ce afectează negativ calitatea sudării. După îndepărtarea treptată a arcului electric, metalul începe să se cristalizeze și se formează o cusătură care combină piesele de sudat. Deasupra acestuia se află un strat protector de zgură, care este îndepărtat ulterior.

În procesul de executare a sudurii, acoperirea electrodului este topită, formând o zonă specială de gaz. În interiorul acestuia, metalul de bază și electrodul se amestecă
Cel mai bine este ca sudorii începători să obțină prima experiență sub îndrumarea unui specialist care poate corecta eventualele erori și poate oferi sfaturi utile. Începeți munca prin asigurarea fiabilă a piesei. Pentru siguranța împotriva incendiilor, trebuie să puneți o găleată de apă lângă dvs. Din același motiv, este imposibil să efectuați lucrări de sudare pe o bază de lemn și să neglijați chiar reziduurile foarte mici ale electrodului folosit.
Conexiune cu mașina de sudat
Pentru ca sudarea să funcționeze în siguranță, trebuie să conectați mașina la rețea, respectând următoarele reguli:
- Mai întâi trebuie să verificați tensiunea și frecvența curentului. Aceste date trebuie să fie aceleași în rețea și pe dispozitiv.
- Am setat valoarea calculată a puterii curente pe mașina de sudat, care ar trebui să corespundă diametrului electrodului selectat. Dacă blocul de setări al sudorului vă permite să selectați tensiunea, trebuie să o setați imediat. Conexiunea se face printr-un dop special și o pungă de împământare.
- Fixați sigur terminalul la sol. Verificați dacă cablul este izolat și fixat cu atenție într-un suport special.
- Asigurați-vă că verificați toate conexiunile, cablurile, mufele.
- Puteți utiliza un cablu de extensie special care se conectează fără conexiuni intermediare.
- În casele mai în vârstă cu cablaje slabe, pot apărea căderi de tensiune. Acesta oprește procesul și poate deteriora echipamentul de sudare. În acest caz, aveți nevoie de un generator electric care să ofere tensiune la nivelul de funcționare.
Mașina de sudat este simplă
Cum să alegi curentul potrivit
Curentul de sudare este un indicator important al sudării și determină tipul și natura cusăturii și productivitatea lucrării. Cu cât este mai mare curentul, cu atât arcul este mai stabil și cu atât adâncimea de penetrare este mai mare. Rezistența curentă depinde de locația pieselor în spațiu și de dimensiunea electrodului. Cea mai mare valoare este setată pentru sudarea pieselor de lucru orizontale. Pentru îmbinările verticale, valoarea curentă se aplică cu 15% mai puțin, iar pentru îmbinările de tavan - cu 20%.
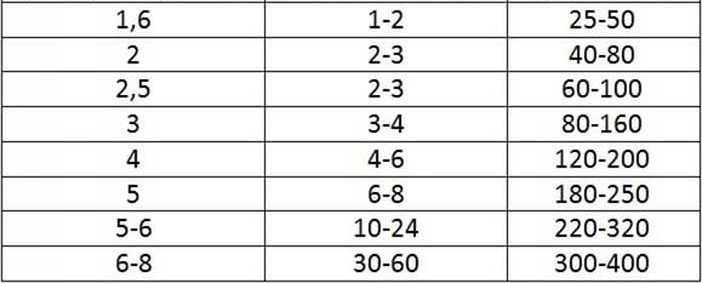
Rezistența curentă depinde de locația pieselor și de dimensiunea electrodului
Cum se aprinde un arc
Primul mod este prin atingere. Pentru a face acest lucru, instalați electrodul într-un unghi de aproximativ 60 ° față de produs. Țineți-le încet la suprafață. Ar trebui să apară scântei, acum atingem metalul cu electrodul și îl ridicăm la o înălțime de cel mult 5 mm.
Dacă operația a fost efectuată corect, arcul se va lumina. Pe întreaga sudare trebuie menținută o distanță de cinci milimetri. Trebuie avut în vedere faptul că, prin sudarea corespunzătoare a metalului prin sudare electrică, electrodul se va arde treptat, deci este constant mai aproape de metal. Electrodul trebuie mișcat încet, dacă se lipeste brusc, va trebui să-l învârti ușor în lateral. Dacă arcul nu se aprinde, poate fi necesar să crești rezistența curentă.
Al doilea mod este izbitor. Este necesar să aduceți electrodul pe suprafața piesei și să-l loviți de partea respectivă, ca și cum ați aprinde o chibrit. Este posibil să se faciliteze aprinderea electrodului prin tencuirea de la marginea acestuia.
Înclinarea și mișcarea electrodului
După ce este posibil să se aprindă și să se mențină arcul fără probleme, este timpul să procedați la fuziunea rolei. Aprindem arcul, mișcăm încet și fără încetare electrodul pe orizontală, efectuând mișcări oscilante ușoare. În același timp, metalul topit pare să „ridice” chiar în centrul arcului. Rezultatul ar trebui să fie o cusătură puternică cu unde mici formate din metalul sudat.
Unghiul electrodului pentru un sudor începător este mai bine să respecte aproximativ 70 de grade, adică cu o ușoară abatere de la verticală. Mai jos este o diagramă a sudării cu arc.
Unghiul electrodului este de aproximativ 70 de grade
Dacă electrodul a ars aproape complet în timpul sudării pieselor și cusătura nu este încă finalizată, munca este oprită temporar. Schimbăm elementul folosit în unul nou, eliminăm zgura și continuăm să lucrăm. La o distanță de aproximativ 12 mm de adâncimea formată la capătul cusăturii, care se mai numește crater, aprindem arcul. Aducem electrodul în locaș, astfel încât să se formeze un aliaj din metalul electrodului vechi și nou instalat, după care se continuă sudarea cusăturii.

În timpul sudării, electrodul efectuează anumite mișcări, în principal translaționale, longitudinale și transversale. Din combinațiile lor se realizează diferite tipuri de cusături, cele mai frecvente sunt prezentate în diagramă
Traiectoria arcului în timpul sudării pieselor se poate face pe trei direcții:
- Progresiv. Ea presupune deplasarea arcului de-a lungul axei electrodului. Astfel, este suficient de ușor să menținem o lungime de arc stabilă.
- Longitudinal. Formează un sul de sudură cu filament, înălțimea căruia depinde de viteza cu care se mișcă electrodul și de grosimea acestuia. Aceasta este o cusătură obișnuită, dar foarte subțire. Pentru a-l fixa, în procesul de mișcare a electrodului de-a lungul cusăturii sudate, se efectuează și mișcări transversale.
- Transversal. Vă permite să obțineți lățimea dorită a cusăturii. Se realizează prin mișcări oscilatorii. Lățimea lor este selectată în funcție de dimensiunea și poziția cusăturii, de forma tăierii acesteia etc.
În practică, se folosesc toate cele trei mișcări principale, care sunt suprapuse una pe cealaltă și formează o anumită traiectorie. Există opțiuni clasice, cu toate acestea, fiecare maestru „vede” propria sa scriere de mână. Principalul lucru este că în timpul lucrului marginile elementelor conectate sunt bine topite și se obține o cusătură cu o formă dată.
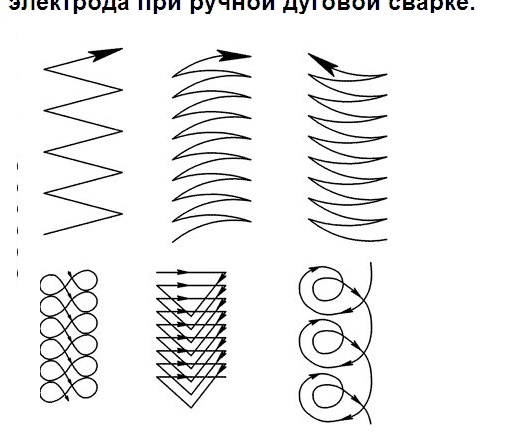
De regulă, se aplică toate cele trei direcții, se pot suprapune și forma o traiectorie
Cusături sudate
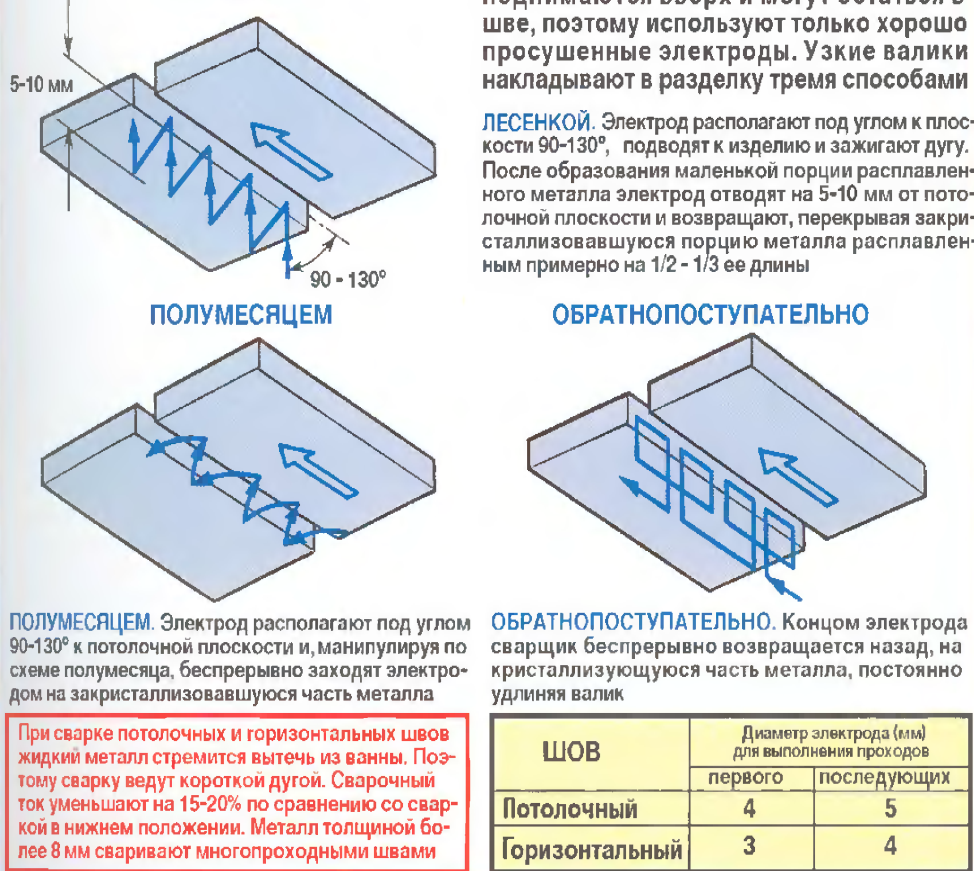
Sudarea tavanului
Această cusătură este considerată cea mai dificilă, deoarece bazinul de sudură este întors cu susul în jos și este situat deasupra sudorului. Electrodul nu este mai mare de 4 mm selectat și este luat puțin la partea, astfel încât metalul să nu se răspândească. Folosiți electrozi cu arc scurt și complet uscați, cusătura în timpul sudării prin tavan trebuie să fie subțire. Mișcarea are loc pe sine, astfel încât sudorul este mai ușor să controleze calitatea cusăturii. Există mai multe moduri de a face acest lucru:
- scară;
- semilună;
- invers.
Articulatia de tavan este considerata cea mai dificila
Video: realizarea unei cusături de tavan
Vertical
Când faceți o astfel de cusătură, puteți conduce electrodul de sus în jos sau de jos în sus. Pentru a împiedica scurgerea metalului, electrodul trebuie plasat la un unghi de 45-50 grade în jos de poziția perpendiculară. Sudorii cu experiență recomandă realizarea acestei cusături într-o singură rundă.
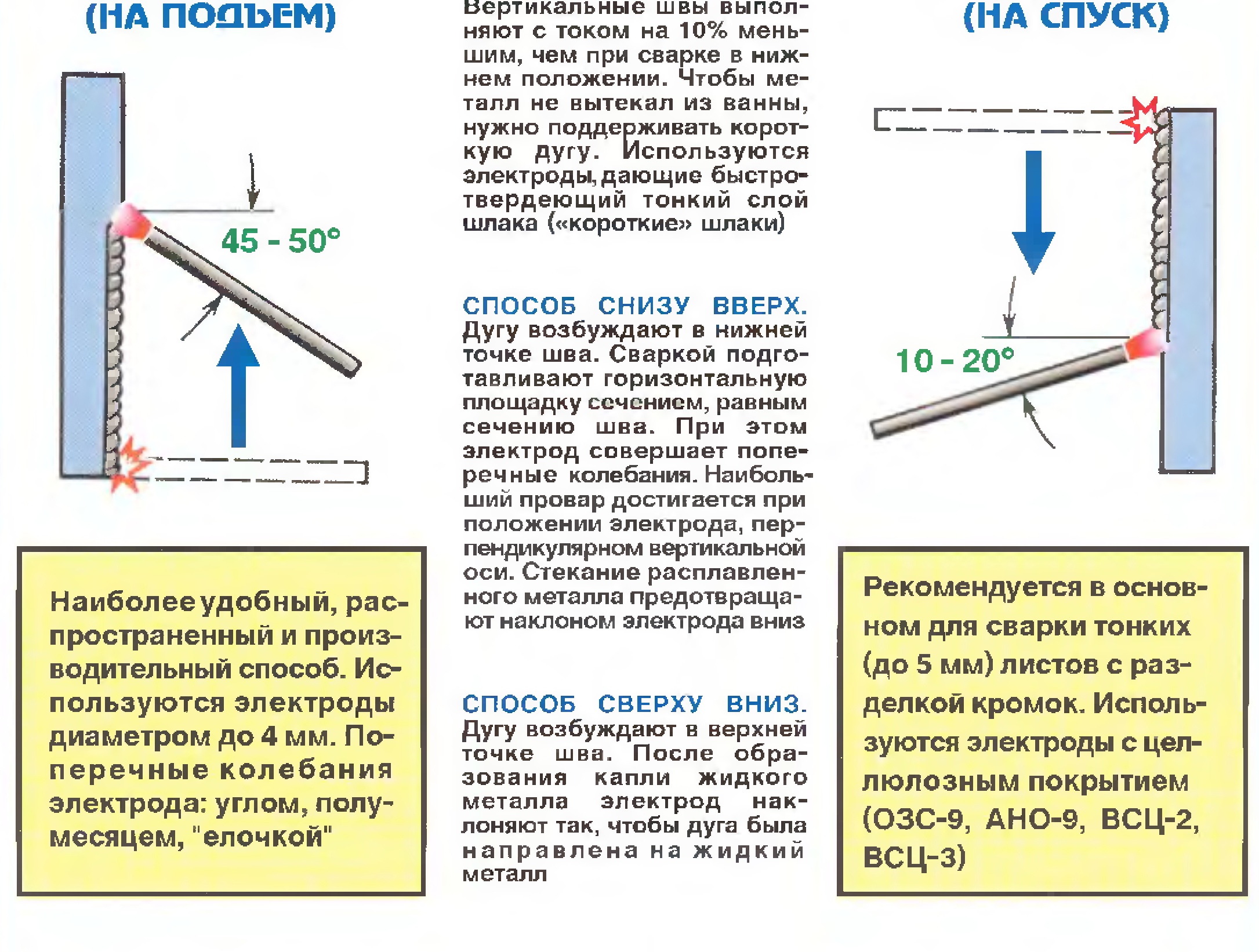
Când efectuați o cusătură verticală, electrodul este situat la un unghi de 45-50 de grade
Video: cusătură verticală
23.03
Cusătura orizontală
Atunci când efectuați o astfel de cusătură, principala dificultate constă în curgerea metalului în jos. Pentru a rezolva această problemă, sudorul trebuie să aleagă unghiul electrodului și viteza de trecere. Sudarea se realizează de la stânga la dreapta sau de la dreapta la stânga.
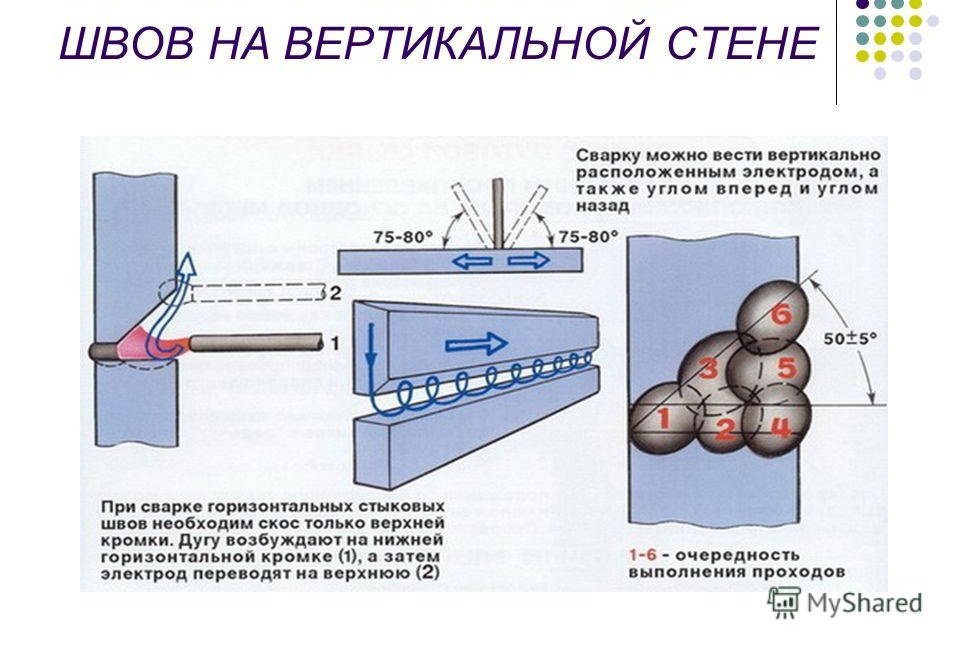
Când efectuați o cusătură orizontală, trebuie să selectați corect unghiul electrodului și viteza de trecere
unghiular
La formarea fileului sau a îmbinărilor T, piesele sunt poziționate în unghiuri diferite de către barcă, astfel încât metalul topit să curgă într-un colț. Apoi sunt prinși prin sudare pe ambele părți, o margine a structurii ar trebui să fie puțin mai mare decât cealaltă. Mișcarea electrodului începe din punctul de jos.
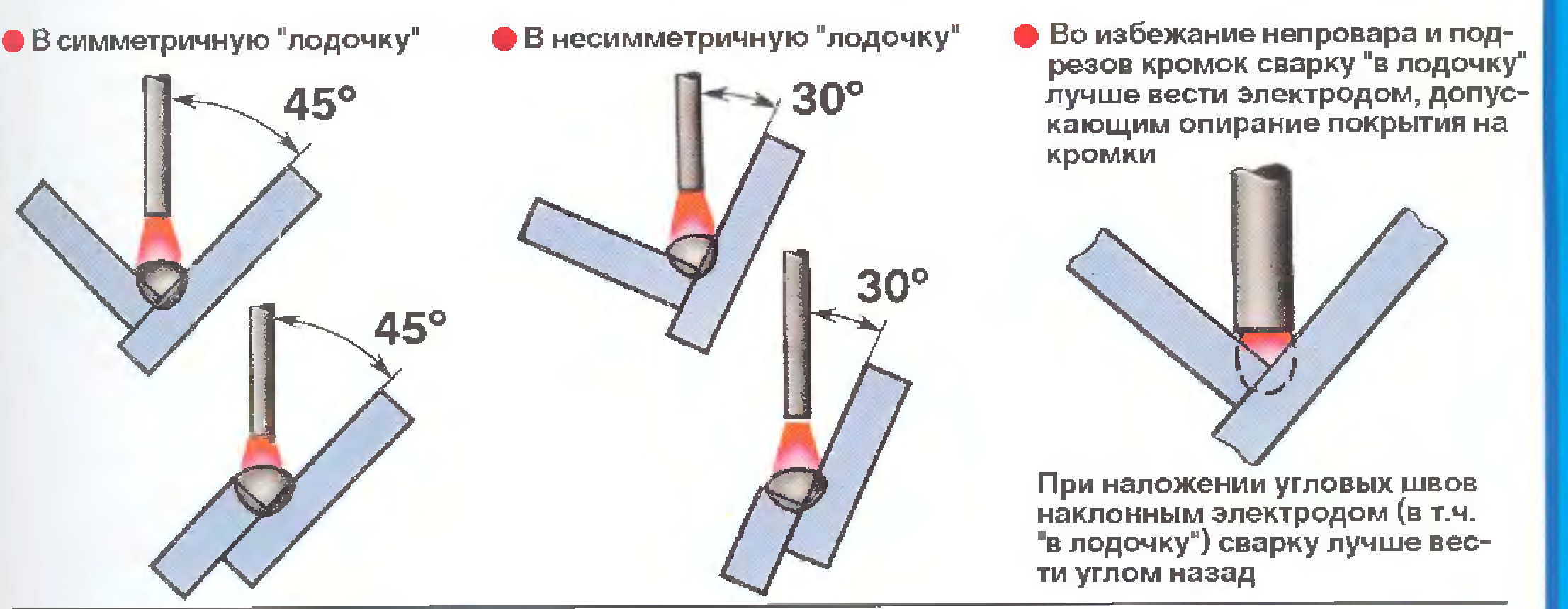
În sudura în unghi, mișcarea electrodului începe de jos
Caracteristicile sudării conductelor
Prin sudarea pe arc, puteți realiza o cusătură verticală, care este situată pe partea laterală a conductei, orizontală - de-a lungul circumferinței sale. La fel și plafonul și partea inferioară, situate, respectiv, deasupra și dedesubt. Mai mult, acesta din urmă este considerat cel mai convenabil în execuție. Țevile din oțel sunt de obicei sudate cu fund, cu penetrare obligatorie a tuturor marginilor de-a lungul înălțimii pereților. Pentru a reduce fluxul în interiorul conductei, este selectat un unghi de înclinare a electrodului de cel mult 45 ° față de orizontală. Înălțimea cusăturii este de 2-3 mm, lățimea de 6-8 mm. La sudarea în tură, înălțimea cusăturii este de aproximativ 3 mm, iar lățimea de 6-8 mm.
Înainte de a începe să gătiți conducta prin sudură electrică, efectuăm lucrări pregătitoare:
- curățați bine articolul;
- dacă capetele conductei sunt deformate, tăiați-le sau îndreptați-le;
- curățați marginile. Curățăm minimum 10 mm de planurile exterioare și interioare adiacente marginilor țevii de un luciu metalic.
Acum puteți începe sudarea. Toate îmbinările sunt prelucrate continuu, până la sudarea completă. Îmbinările de țeavă pivotante, precum și non-pivotante, cu lățimea peretelui de până la 6 mm, sunt produse în cel puțin 2 straturi. Cu o lățime de perete de 6-12 mm, se realizează trei straturi, mai mult de 19 mm - patru. Particularitatea sudării conductelor este că fiecare cusătură care se aplică pe îmbinare trebuie curățată de zgură, după care se efectuează următoarele. Prima cusătură este cea mai responsabilă. Ar trebui să topească complet toate marginile și contururile. Este examinat cu atenție în special pentru detectarea fisurilor. Dacă sunt prezente, acestea sunt topite sau o bucată este tăiată și din nou fabricată.

Stratul final este cât mai neted cu o tranziție lină la metalul de bază
Al doilea strat și toate straturile ulterioare se realizează prin rotirea lentă a conductei. Capătul și începutul tuturor straturilor sunt neapărat deplasate în raport cu stratul anterior cu 15-30 mm. Stratul final se realizează cu o tranziție lină către metalul de bază și cu o suprafață plană. Pentru a îmbunătăți calitatea sudării conductelor prin sudură electrică, fiecare strat ulterior se realizează în direcția opusă în raport cu precedentul, iar punctele lor de final trebuie să fie poziționate deoparte.
Auto-sudarea este o întreprindere destul de complicată. Cu toate acestea, dacă doriți, îl puteți încă stăpâni. Trebuie să înveți regulile de bază ale procesului și să înveți treptat să efectuezi cele mai simple exerciții. Nu este nevoie să economisiți timpul și energia pentru a stăpâni elementele de bază, care vor deveni baza deprinderii. Ulterior, va fi posibil să treceți cu îndrăzneală la tehnici mai complexe, respectându-vă abilitățile.
Material actualizat 03.03.2018


5 comentarii