Ako variť so zváraním: kompletný sprievodca pre začiatočníkov

Zvarový šev je jedným z najspoľahlivejších spôsobov pripojenia častí. Používa sa v priemysle av každodennom živote. Každý domáci remeselník občas používa zváranie. Ak vie, ako sa dokáže variť, často sa musí obrátiť na špecialistov. Zváranie sa však dá naučiť. Mali by ste začať tým najjednoduchším: elektrické zváranie pre začiatočníkov je v prvom rade školením o implementácii rôznych švov. Zložitejšiu prácu je možné vykonať len so skúsenosťami. Pozrime sa na základy technológie a niektoré triky procesu zvárania, ako aj na použité zariadenia a materiály.
obsah
Druhy zváracích strojov
Pre správny výber zváracieho stroja je potrebné vziať do úvahy všetky klady a zápory rôznych typov a modelov zváračov.
transformátory - najjednoduchšie a najtradičnejšie zariadenia s pomerne vysokou hmotnosťou vyrobené na základe transformátora typu down-down, ktorý privádza hodnotu napätia na požadovanú hodnotu pre prevádzku. Charakteristikou transformátorov je, že pracujú so striedavým prúdom, ktorý vytvára nestabilný oblúk. Takýto oblúk v kombinácii so zvýšeným množstvom nečistôt v troske a plyne podporuje postrekovanie kovom a zhoršuje vzhľad švu. Kvalitný šev s takýmto zariadením môže byť vyrobený skúseným zváračom so skúsenosťami s transformátorom.

Jednoduchý stroj poháňaný striedavým prúdom
usmerňovače - zvárači, ktorí môžu prevádzať striedavý prúd na usmerňovanie a znižovanie sieťového napätia pomocou polovodičových diód. Jednosmerný prúd poskytuje stabilný oblúk a umožňuje vám, aby zvarový šev bol homogénny a vzduchotesný, silný a krásny. Usmerňovač je univerzálny, všetky typy elektród sú na to vhodné, týmto prístrojom môžete variť všetky druhy kovov: nehrdzavejúca oceľ, hliník, meď, titán, rôzne zliatiny.

Univerzálny zvárací stroj vhodný pre všetky typy elektród
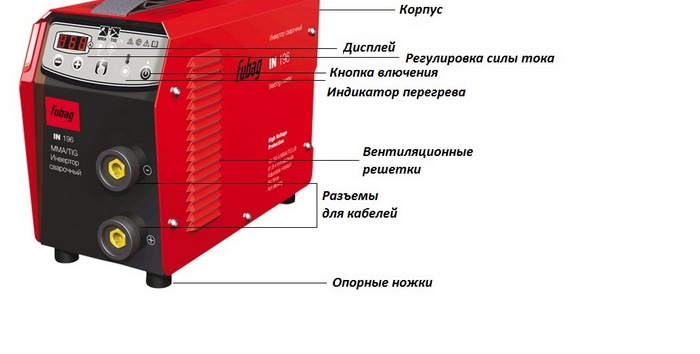
meniče - Sú veľmi obľúbené, pretože majú nízku hmotnosť, majú vynikajúcu funkčnosť a automatizované nastavenie. Takéto technické vlastnosti umožňujú začiatočníkom pracovať na ňom. Konštrukcia zariadenia obsahuje množstvo jednotiek, ktoré prevádzajú striedavý prúd v sieti na jednosmerný prúd s vysokým výkonom. Výhodou tohto typu zváračov je:
- schopnosť doladiť;
- vykonávanie širokej škály úloh;
- stabilný oblúk;
- odolnosť proti prepätiu;
- vysoká kvalita zvárania, hladký šev;
- práca so všetkými typmi elektród;
- spojenie všetkých druhov kovov akejkoľvek hrúbky a polohy v priestore.
- Má ďalšie funkcie, ktoré zabraňujú zlepeniu elektródy a poklesu trhlín;
- schopnosť zapáliť elektródu pri maximálnom napájaní;
Z mín, možno poznamenať:
- potreba častého odstraňovanie prachu;
- obmedzená dĺžka kábla je 2,5 m;
- neschopnosť pracovať pri teplotách vzduchu pod - 15 stupňov.

Invertor vhodný pre začínajúcich zváračov
Poloautomatické prístroje - Existujú dva typy. Prvý z nich zvyšuje produktivitu zvárania prostredníctvom kontinuálneho podávania drôtu. V tomto prípade nie je potrebné elektródy neustále vymieňať. Šev je hladký, súvislý a bez vád. Druhé pôsobia v plynnom prostredí, na to používajú kyslík, dusík a oxid uhličitý, ako aj argón a hélium. Plynové zváranie má nasledujúce výhody:
- jedna jednotka je navrhnutá na prácu s plynom aj s drôtom;
- vynikajúca kvalita a estetika švu;
- stabilný hladký oblúk;
- vysoká funkčnosť;
- schopnosť zvárať zložité kĺby.

Pomocou tohto stroja môžete vytvoriť vysoko kvalitný zvar
Čo je potrebné pre začiatočníckeho zvárača, aby pracoval
Najprv musíte pripraviť vybavenie a kombinézy.
Náradie a ochranné vybavenie
Určite budete potrebovať zvárací stroj, súpravu elektród, kladivo a sekáč na struskovú trosku, kovovú kefu na čistenie švov. Elektrický držiak sa používa na zovretie, držanie elektródy a napájanie elektródou. Potrebujeme tiež sadu šablón na kontrolu veľkosti spoja. Priemer elektródy je zvolený v závislosti od hrúbky kovového plechu. Nezabudnite na ochranu. Pripravujeme zváraciu masku so špeciálnym svetelným filtrom, ktorý neprechádza infračervenými lúčmi a chráni oči. Obrazovky a štíty vykonávajú rovnakú funkciu. Nepremokavý odev pozostávajúci z bundy s dlhými rukávmi a hladkých nohavíc bez klopov, kože alebo plstených topánok na ochranu pred kovovým postriekaním a rukavicami alebo palčiakami, plátnom alebo semišom s prekrývaním rukávov. Takéto priame, uzavreté oblečenie bráni zváračovi v tom, aby roztavil kov na jeho tele.
Existujú špeciálne ochranné prostriedky, ktoré sa používajú pri práci vo výškach a vo vnútri kovových predmetov pri práci v náchylnej polohe. V takýchto prípadoch budete potrebovať dielektrické topánky, prilbu, rukavice, koberec, chrániče kolien, podrúčky a na zváranie vo vysokých výškach potrebujete bezpečnostný pás s popruhmi.

Aké elektródy si vybrať
Elektródy sa dodávajú v rôznych typoch a značkách. Je to z dôvodu potreby zvoliť kov pripojených častí a rovnakú kovovú elektródu.
Každá elektróda má označenie, ktoré dáva zváračovi všetky potrebné informácie. Naučiť sa čítať značky je ľahké.
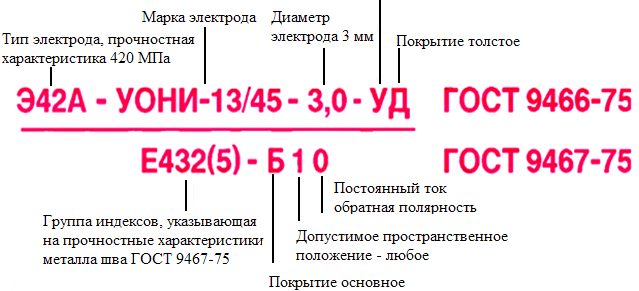
Na elektródach sú vyznačené špeciálne značenia.
Často sú navrstvené rôznymi povlakmi, ktoré dodávajú elektródam vlastnosti potrebné na zváranie rôznych kovov a pracovných podmienok. Tu je tabuľka klasifikácie elektród podľa typu poťahu a aplikácie.
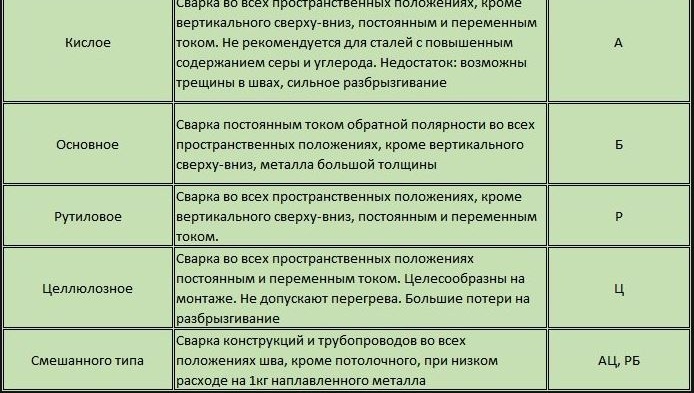
Špeciálny povlak dáva elektródam špeciálne vlastnosti potrebné na zváranie rôznych kovov
Klasifikácia elektród podľa typu a účelu sa odráža na označení výrobku.
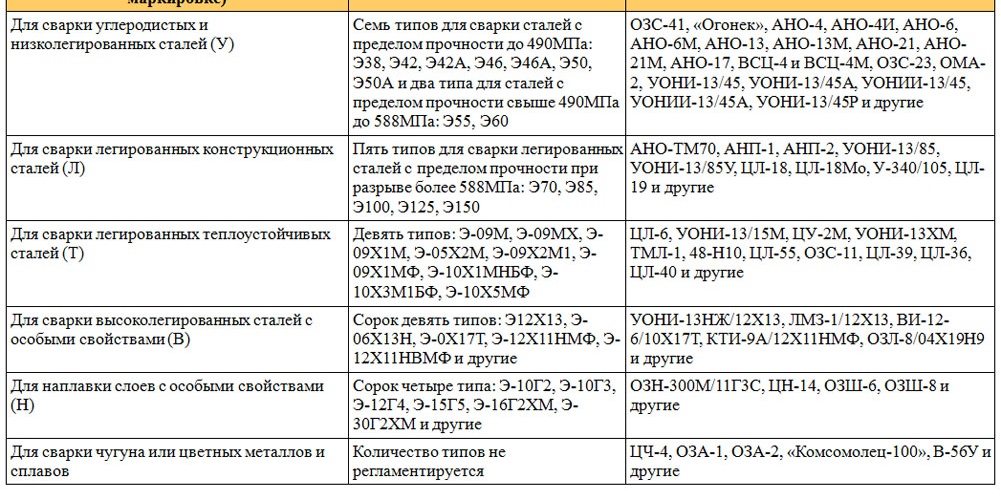
Elektródy sa líšia typom a účelom.
Druhy zvarov
Spojovacie zvary sú rozdelené podľa umiestnenia, sily, technológie, konštrukčných prvkov. Druhy umiestnenia švov:
- Nižšia. Najjednoduchší a najpohodlnejší kov vďaka gravitačnej sile vyplní medzeru medzi dielmi. Toto je najodolnejší a najhospodárnejší šev.
- Vo vodorovnej polohe. Obrobky sú kolmé na elektródu a šev prebieha horizontálne. Časť kovu opúšťa zváraciu zónu a elektróda sa spotrebúva rýchlejšie.
- Vertikálne.V tomto prípade sú obrobky tiež kolmé na elektródu, ale šev je vytvorený vertikálne. Roztavený kov má tendenciu klesať, spotreba elektród je značná.
- Naklonený. Pohyb zváračovej ruky je naklonený. Používa sa na rohové a teelové spoje.
- Stropný šev je umiestnený nad kapitánom.
Oddelenie dizajnu:
- pažba Tupý spoj je pomerne odolný a ekonomický, nedeformuje povrch spoja. Toto je univerzálne spojenie.
- Ak nie je dostatok miesta na zváranie na tupo, prekrývajte zvary. Hrúbka obrobkov by nemala byť väčšia ako 8 až 10 mm.
- Odporúča sa zvárať zaoblený zvar na oboch stranách, zatiaľ čo obrobky sú umiestnené navzájom pod určitým uhlom. Tento šev sa nedá ľahko vykonať kvôli zvýšeniu teploty ovplyvnenej zóny a vysokej spotrebe elektródy.
- T-spoj je uhlový šev, v ktorom sú roviny dielov zvarené kolmo. Šev je vytvorený z dvoch strán, je dosť komplikovaný.
- Šev pre elektrické nity sa používa vtedy, keď nie je potrebný vzduchotesný spoj, je to najúspornejší a nenápadný.
Zváranie je možné vykonávať v jednej vrstve alebo vo viacerých vrstvách pre hrubé obrobky.
Ako sa naučiť zvarovať - Sprievodca pre začiatočníkov
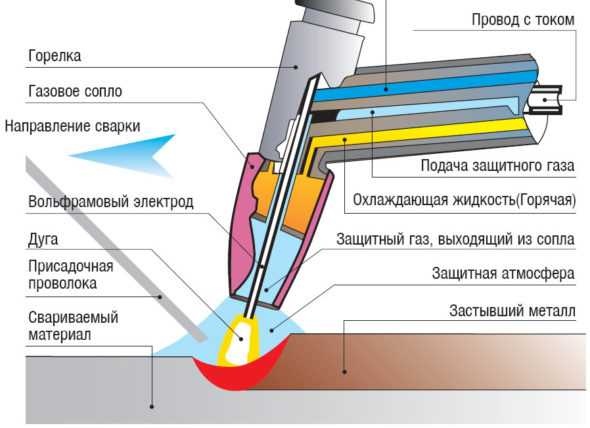
Zváranie je proces s vysokou teplotou. Na jeho uskutočnenie je vytvorený elektrický oblúk a držaný z elektródy k zváranému produktu. Pod jeho vplyvom sa roztaví základný materiál a kovová tyč elektródy. Odborníci tvrdia, že sa vytvára zvarový bazén, v ktorom sa zmieša základná elektróda a kov elektródy. Veľkosť vytvoreného kúpeľa priamo závisí od zvoleného zváracieho režimu, priestorovej polohy, rýchlosti oblúka, tvaru a veľkosti okraja atď. V priemere je jeho šírka 8 - 15 mm, dĺžka 10 - 30 mm a hĺbka - asi 6 mm.
Povlak elektródy, takzvaný povlak, počas tavenia tvorí špeciálnu plynovú zónu v oblasti oblúka a nad kúpeľom. Vytláča všetok vzduch z oblasti zvárania a bráni interakcii roztaveného kovu s kyslíkom. Okrem toho obsahuje páry bázických aj elektródových kovov. Na povrchu zvaru sa vytvára troska, ktorá tiež bráni interakcii taveniny so vzduchom, čo negatívne ovplyvňuje kvalitu zvárania. Po postupnom odstraňovaní elektrického oblúka začne kov kryštalizovať a vytvorí sa šev, ktorý kombinuje zvárané časti. Na vrchu je ochranná vrstva trosky, ktorá je následne odstránená.

Pri vykonávaní zvaru sa povlak elektródy roztaví a vytvorí špeciálnu plynovú zónu. Vnútri je zmiešaný základný kov a elektróda
Pre začínajúcich zváračov je najlepšie získať prvé skúsenosti pod vedením odborníka, ktorý môže opraviť možné chyby a poskytnúť užitočné rady. Začať prácu spoľahlivo zaistiť diel. Kvôli požiarnej bezpečnosti musíte do blízkosti umiestniť vedro s vodou. Z toho istého dôvodu nie je možné vykonávať zváračské práce na drevenom podklade a zanedbávať aj veľmi malé zvyšky použitej elektródy.
Pripojenie zváracích strojov
Aby zváranie fungovalo bezpečne, musíte zariadenie pripojiť k sieti a dodržiavať tieto pravidlá:
- Najprv musíte skontrolovať napätie a aktuálnu frekvenciu. Tieto údaje musia byť rovnaké v sieti aj na zariadení.
- Na zváracom stroji nastavíme vypočítanú hodnotu prúdu, ktorý by mal zodpovedať zvolenému priemeru elektródy. Ak vám blok nastavenia zvárača umožňuje zvoliť napätie, musíte ho hneď nastaviť. Pripojenie sa vykonáva pomocou špeciálnej zástrčky a uzemňovacieho oka.
- Bezpečne upevnite uzemňovaciu svorku. Skontrolujte, či je kábel izolovaný a opatrne zastrčený do špeciálneho držiaka.
- Skontrolujte všetky pripojenia, káble, zástrčky.
- Môžete použiť špeciálny predlžovací kábel, ktorý sa pripája bez stredných pripojení.
- V starších domoch so zlým zapojením môže dôjsť k poklesu napätia. Zastaví proces a môže poškodiť zváracie zariadenie. V takom prípade potrebujete elektrický generátor, ktorý bude poskytovať napätie na prevádzkovej úrovni.
Zvárací stroj je jednoduchý
Ako zvoliť správny prúd
Zvárací prúd je dôležitým ukazovateľom zvárania a určuje typ a povahu spoja a produktivitu práce. Čím vyšší je prúd, tým stabilnejší je oblúk a väčšia hĺbka prieniku. Prúdová sila závisí od umiestnenia obrobkov v priestore a od veľkosti elektródy. Najvyššia hodnota je stanovená pre zváranie vodorovných obrobkov. Pre vertikálne škáry sa aktuálna hodnota použije o 15% menej a pre stropné škáry o 20%.
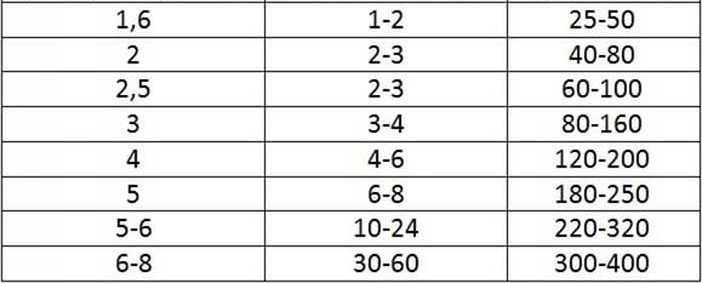
Prúdová sila závisí od umiestnenia obrobkov a od veľkosti elektródy
Ako zapáliť oblúk
Prvý spôsob je dotykom. Za týmto účelom nainštalujte elektródu v uhle asi 60 ° vzhľadom na produkt. Pomaly ich držte na povrchu. Mali by sa objaviť iskry, teraz sa dotýkame kovu elektródou a zdvíhame ho do výšky maximálne 5 mm.
Ak sa operácia vykonala správne, oblúk sa rozsvieti. Počas zvárania musí byť dodržaná medzera 5 milimetrov. Malo by sa pamätať na to, že pri správnom zváraní kovu elektrickým zváraním elektróda postupne vyhorí, takže je neustále mierne k kovu. Elektróda by sa mala pohybovať pomaly, ak sa náhle drží, budete ju musieť mierne otočiť do strany. Ak sa oblúk nezapáli, môže byť potrebné zvýšiť aktuálnu silu.
Druhý spôsob je pozoruhodný. Elektródu je potrebné priviesť na povrch obrobku a udrieť na diel, akoby zapálili zhodu. Zapaľovanie elektródy je možné uľahčiť omietnutím od jej okraja.
Sklon a pohyb elektródy
Keď je možné bez problémov zapáliť a udržiavať elektrický oblúk, je čas pristúpiť k fúzii valca. Oblúk zapaľujeme, pomaly a plynulo pohybujeme elektródou horizontálne a vykonávame ľahké kmitavé pohyby. Zároveň sa zdá, že roztavený kov „zachytáva“ do samého stredu oblúka. Výsledkom by mal byť silný šev s malými vlnami tvorenými zvarovým kovom.
Uhol elektródy pre začínajúceho zvárača je lepšie pozorovať asi 70 stupňov, to znamená s malou odchýlkou od vertikály. Nižšie je schéma zvárania elektrickým oblúkom.
Uhol elektródy je asi 70 stupňov
Ak pri zváraní dielcov elektróda takmer úplne vyhorí a šev ešte nie je dokončený, práca sa dočasne zastaví. Použitý prvok zmeníme na nový, odstránime trosku a pokračujeme v práci. Vo vzdialenosti asi 12 mm od vybrania vytvoreného na konci spoja, ktorý sa tiež nazýva kráter, zapaľujeme oblúk. Elektródu privedieme do výklenku, takže z kovu starej a novo nainštalovanej elektródy sa vytvorí zliatina, po ktorej pokračuje zváranie spoja.

Počas zvárania elektróda vykonáva určité pohyby, najmä translačné, pozdĺžne a priečne. Z ich kombinácií sú vyrobené rôzne typy švov, najbežnejšie sú uvedené v diagrame
Dráha oblúka počas zvárania častí môže byť urobená v troch smeroch:
- Progresívne. Predpokladá pohyb oblúka pozdĺž osi elektródy. Je teda dosť ľahké udržiavať stabilnú dĺžku oblúka.
- Pozdĺžny. Tvorí zvárací valec s vláknami, ktorého výška závisí od rýchlosti pohybu elektródy a jej hrúbky. Je to obyčajný šev, ale veľmi tenký. Na jej upevnenie sa pri pohybe elektródy pozdĺž zvarového švu uskutočňujú tiež priečne pohyby.
- Priečna. Umožní vám získať požadovanú šírku švu. Vykonáva sa to kmitavými pohybmi. Ich šírka je vybraná na základe veľkosti a polohy švu, tvaru jeho strihu atď.
V praxi sa používajú všetky tri hlavné pohyby, ktoré sú nad sebou a vytvárajú určitú trajektóriu. Existujú klasické možnosti, avšak každý majster zvyčajne „vidí“ svoj rukopis. Hlavná vec je, že počas práce sú okraje spojených prvkov dobre roztavené a získa sa šev daného tvaru.
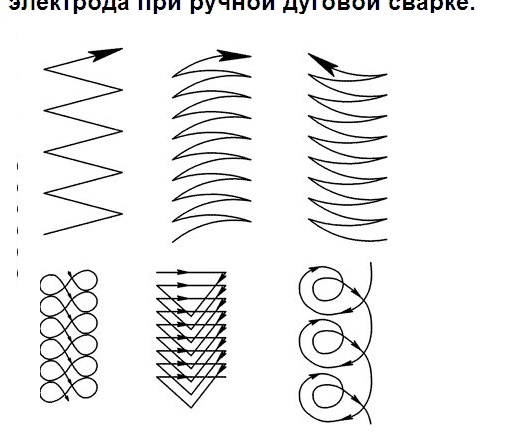
Spravidla sa uplatňujú všetky tri smery, môžu sa prekrývať a tvoriť trajektóriu
Zvarové spoje
Stropný zvar
Tento šev sa považuje za najťažší, pretože zvarovací bazén je otočený hore nohami a je umiestnený nad zváračom. Elektróda je vybraná nie viac ako 4 mm a je odvedená trochu nabok, aby sa kov nešíril. Použite krátky oblúk a úplne suché elektródy, šev pri zváraní stropu by mal byť tenký. Pohyb sa uskutočňuje sám o sebe, takže zvárači ľahšie ovládajú kvalitu spoja. Existuje niekoľko spôsobov, ako to urobiť:
- rebrík;
- polmesiac;
- inverzne.
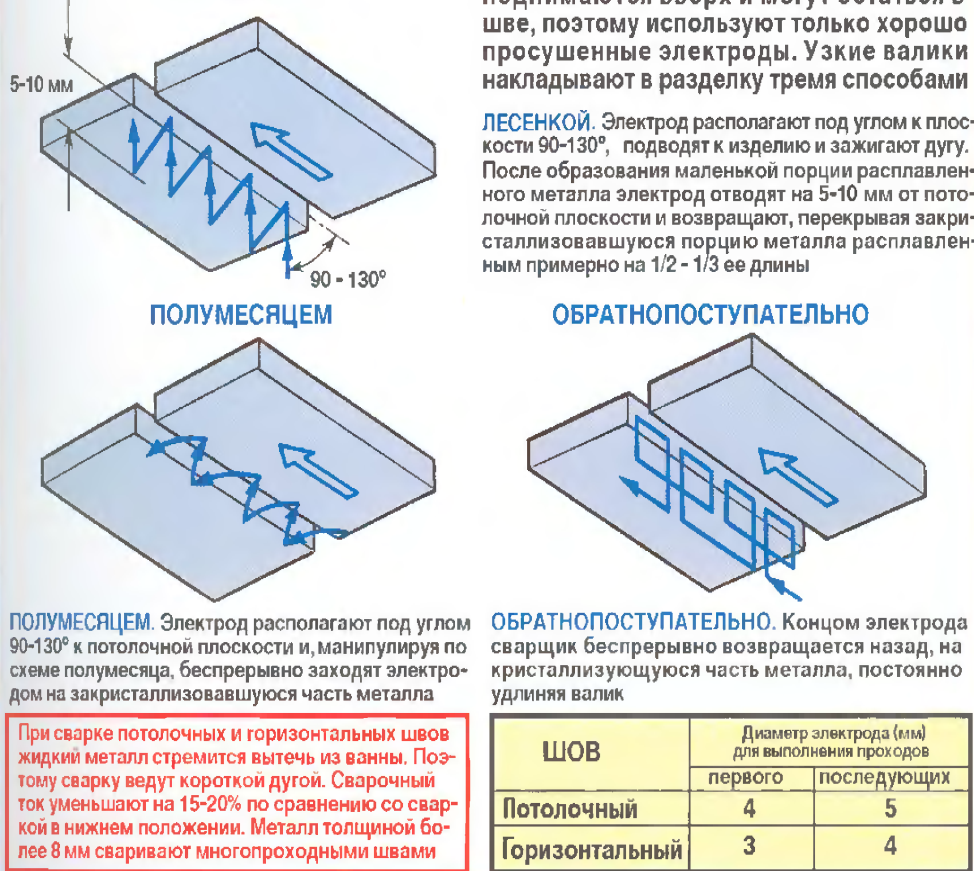
Stropná škára sa považuje za najťažšiu
Video: vytvorenie stropného švu
vertikálne
Pri zhotovovaní takéhoto spoja môžete viesť elektródu zhora nadol alebo zdola nahor. Aby sa zabránilo vypusteniu kovu, elektróda by mala byť umiestnená v uhle 45 - 50 stupňov nadol z kolmej polohy. Skúsení zvárači odporúčajú tento šev urobiť naraz.
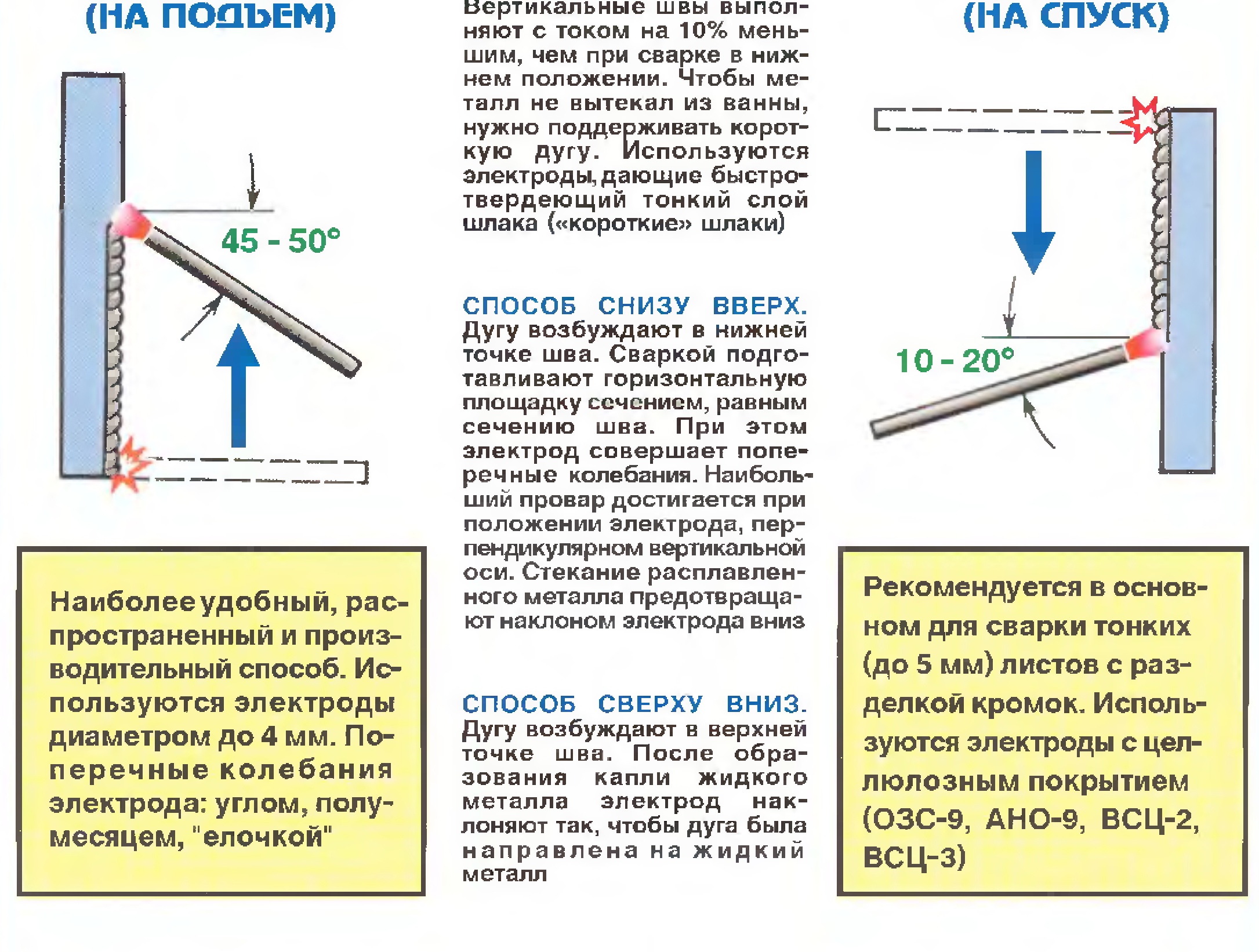
Pri vykonávaní vertikálneho švu je elektróda umiestnená v uhle 45 - 50 stupňov
Video: zvislý šev
23.03
Horizontálny šev
Pri uskutočňovaní takého švu spočíva hlavný problém v toku kovu dole. Na vyriešenie tohto problému musí zvárač zvoliť uhol elektródy a rýchlosť priechodu. Zváranie sa vykonáva zľava doprava alebo sprava doľava.
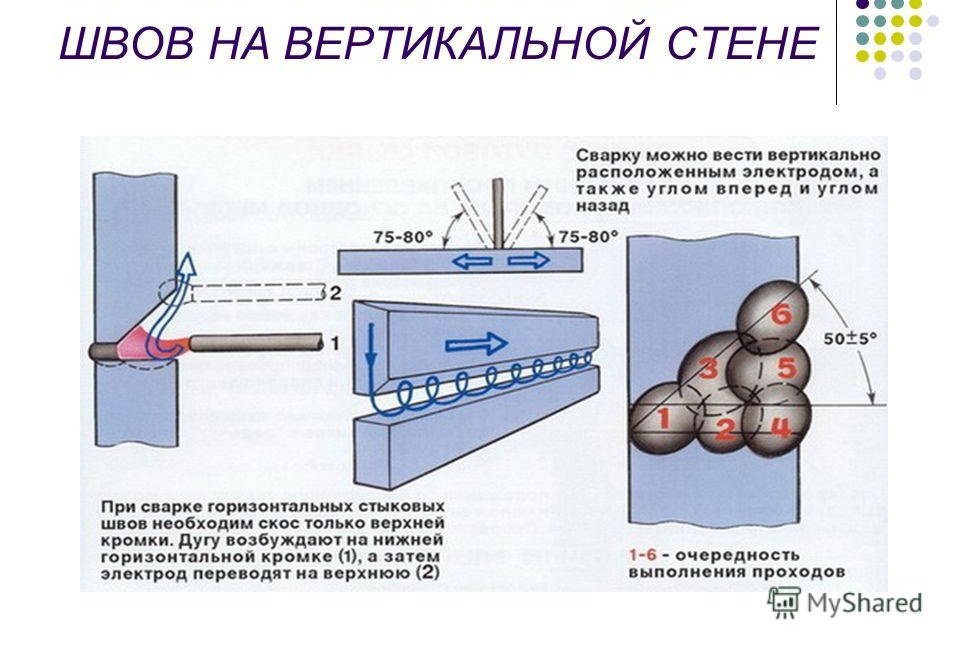
Pri vykonávaní vodorovného švu musíte správne zvoliť uhol elektródy a rýchlosť priechodu
hranatý
Pri tvarovaní filé alebo T-spojov sú časti umiestnené loďou v rôznych uhloch tak, že roztavený kov prúdi do rohu. Potom sú zachytené zváraním na oboch stranách, jedna hrana štruktúry by mala byť o niečo vyššia ako druhá. Pohyb elektródy začína od dolného bodu.
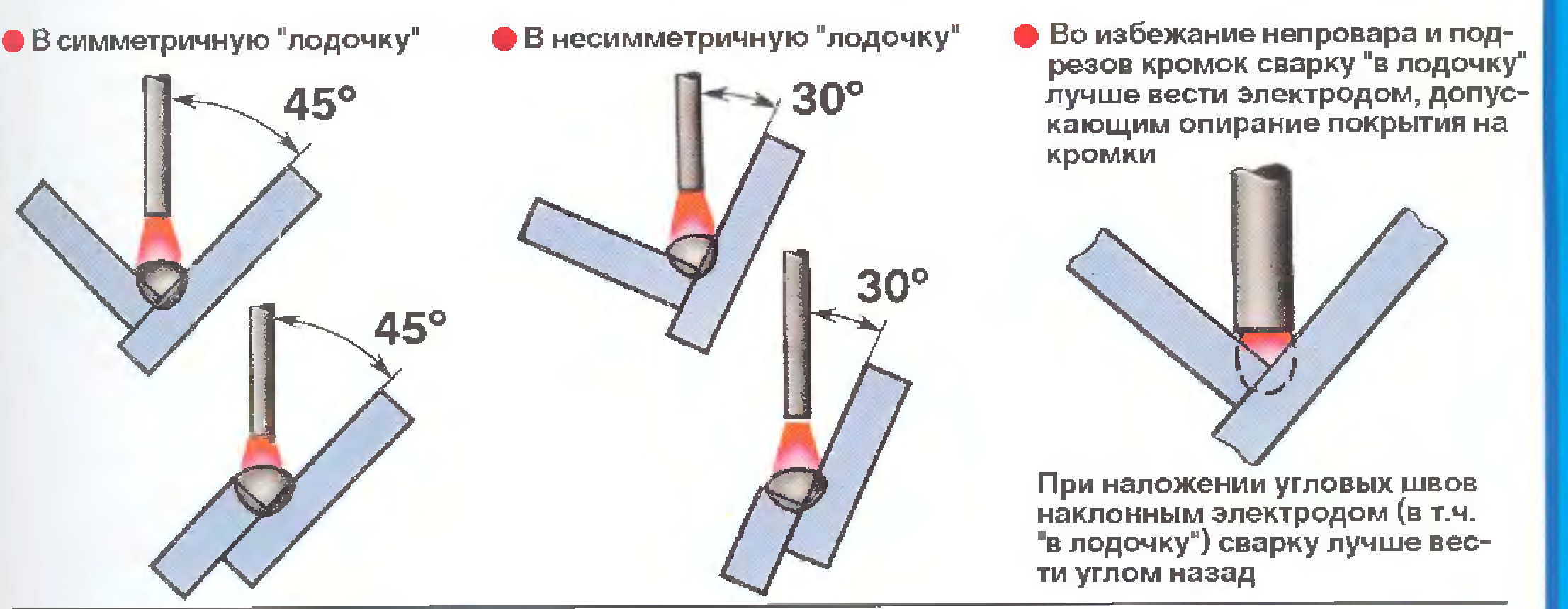
Pri uhlovom zváraní sa pohyb elektródy začína zdola
Vlastnosti zvárania potrubím
Oblúkovým zváraním môžete vytvoriť zvislý spoj, ktorý je umiestnený na boku rúry, vodorovne - po jej obvode. Rovnako ako strop a spodok, umiestnené, respektíve nad a pod. Okrem toho sa posledný uvedený považuje za najpohodlnejší pri vykonávaní. Oceľové rúry sú obvykle zvárané na tupo s povinným prienikom všetkých hrán pozdĺž výšky stien. Aby sa znížil prítok vo vnútri rúrky, zvolí sa uhol sklonu elektródy najviac 45 ° vzhľadom na vodorovnú rovinu. Výška spoja je 2 - 3 mm, šírka 6 - 8 mm. Pri zváraní v páse je výška spoja asi 3 mm a šírka je 6 až 8 mm.
Pred začatím varenia rúrky elektrickým zváraním vykonávame prípravné práce:
- dôkladne vyčistiť predmet;
- ak sú konce rúrky zdeformované, narezané alebo narovnané;
- okraje očistite. Čistíme minimálne 10 mm vonkajšej a vnútornej roviny susediacej s okrajmi rúrky kovovým leskom.
Teraz môžete začať zvárať. Všetky spoje sa spracovávajú nepretržite až do úplného zvárania. Rotačné aj nerotačné rúrkové spoje so šírkou steny do 6 mm sa vyrábajú najmenej v 2 vrstvách. Pri šírke steny 6 - 12 mm sa vykonávajú tri vrstvy, viac ako 19 mm - štyri. Zvláštnosťou zvárania rúrok je to, že každý spoj, ktorý sa aplikuje na spoj, musí byť očistený od trosky, po ktorej sa vykoná nasledujúce. Prvý šev je najviac zodpovedný. Mal by úplne roztaviť všetky hrany a otupenia. Je zvlášť starostlivo vyšetrený na detekciu trhlín. Ak sú prítomné, sú tavené alebo je kus rozrezaný a uvarený.

Konečná vrstva je čo najhladšia s hladkým prechodom na základný kov
Druhá a všetky nasledujúce vrstvy sa uskutočňujú pomalým otáčaním rúrky. Koniec a začiatok všetkých vrstiev sú nevyhnutne posunuté oproti predchádzajúcej vrstve o 15 až 30 mm. Konečná vrstva sa vykonáva hladkým prechodom na základný kov a rovným povrchom. Aby sa zlepšila kvalita zvárania rúrok elektrickým zváraním, každá ďalšia vrstva sa vykonáva v opačnom smere ako v predchádzajúcom a ich uzatváracie body sa musia umiestniť od seba.
Samozváranie je pomerne komplikovaný záväzok. Avšak, ak si budete priať, môžete to zvládnuť. Musíte sa naučiť základné pravidlá procesu a postupne sa naučiť vykonávať najjednoduchšie cvičenia. Nie je potrebné šetriť čas a energiu, aby ste zvládli základy, ktoré sa stanú základom majstrovstva. Následne bude možné odvážne prejsť na zložitejšie techniky a zdokonaliť vaše zručnosti.
Materiál aktualizovaný 03.03.2018


5 komentárov