Како кухати заваривањем: потпуни водич за почетнике

Заваривање шава је један од најпоузданијих начина за спајање делова. Користи се у индустрији и у свакодневном животу. Сваки домаћи занатлија повремено користи заваривање. Па, ако он зна како да сам скува, али често мора да се обрати специјалистима. Али заваривање је сасвим могуће научити. Треба почети са најједноставнијом ствари: електрично заваривање за почетнике је, пре свега, обука за примену различитих шавова. Сложенији посао може се обавити само искуством. Погледајмо основе технологије и неке трикове процеса заваривања, као и опрему и материјале који се користе.
Садржај
Врсте машина за заваривање
За исправан избор апарата за заваривање потребно је узети у обзир све предности и недостатке различитих врста и модела заваривача.
Трансформатори - најједноставнији и најтрадиционалнији уређаји, прилично тешки, израђени на основу падајућег трансформатора, који доноси вредност напона на потребну вредност за рад. Карактеристика трансформатора је да раде на наизменичну струју, што ствара нестабилни лук. У комбинацији са повећаном количином нечистоће шљаке и гаса, такав лук поспешује прскање метала и поквари изглед шава. Квалитетни шав с таквим уређајем може направити искусни заваривач са вештинама на трансформатору.

Једноставан апарат напајан наизменичном струјом
Исправљачи - заваривачи који могу претворити наизменичну струју у усмеравање и спуштање мрежног напона помоћу полуводичких диода. Директна струја даје стабилан лук и омогућава вам да шав заваривања буде хомоген и непропусан, јак и леп. Исправљач је универзалан, за њега су погодне све врсте електрода, помоћу овог апарата могу се кухати све врсте метала: нехрђајући челик, алуминијум, бакар, титанијум, разне легуре.

Универзална машина за заваривање погодна за све врсте електрода
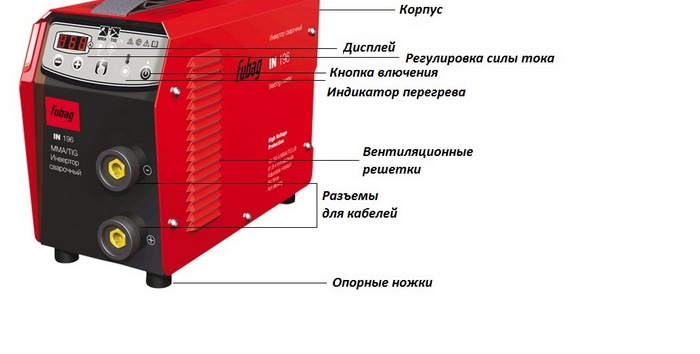
Претварачи - Веома су популарни јер су лагани, имају одличну функционалност и имају аутоматизована подешавања. Такве техничке карактеристике омогућавају почетницима да раде на њему. Дизајн уређаја укључује одређени број јединица које претварају променљиву струју мреже у директну струју велике снаге. Предност ове врсте заваривача је:
- способност финог подешавања;
- обављање широког спектра задатака;
- стабилан лук;
- отпор на пренапонске снаге;
- висок квалитет заваривања, глатки шав;
- рад са свим врстама електрода;
- повезивање свих врста метала било које дебљине и положаја у простору.
- Има додатне функције које спречавају лепљење електроде и пад суза;
- способност паљења електроде при максималном напајању струјом;
Од минуса може се приметити:
- потреба за честим уклањањем прашине;
- ограничена дужина кабла једнака 2,5 м;
- немогућност рада на температурама ваздуха испод - 15 степени.

Претварач погодан за почетнике завариваче
Полуаутоматски уређаји - Постоје две врсте. Први повећавају продуктивност заваривања због континуираног снабдевања жицом. У овом случају, није неопходно стално мењати електроде. Шав је гладак, континуиран и без оштећења. Други раде у гасовитом окружењу, за то користе кисеоник, азот и угљен диоксид, као и аргон и хелијум. Гасно заваривање има следеће предности:
- један је уређај дизајниран за рад са гасом и жицом;
- одличан квалитет и естетика шава;
- стабилан глатки лук;
- висока функционалност;
- способност заваривања сложених спојева.

Помоћу ове машине можете направити висококвалитетни завар
Шта ће бити потребно за почетника заваривача
Пре свега, морате припремити опрему и радну одећу.
Алати и заштитна опрема
Сигурно ће вам требати апарат за заваривање, сет електрода, чекић и длето за шљакање шљаке, метална четкица за чишћење шавова. Електрични држач користи се за стезање, држање електроде и напајање струјом. Потребан је и сет шаблона за проверу величине шава. Пречник електроде се бира у зависности од дебљине металног лима. Не заборавите на заштиту. Припремамо маску за заваривање са посебним светлосним филтером који не пропушта инфрацрвене зраке и штити очи. Екрани и штитници обављају исту функцију. Одијело од цераде, састоји се од јакне са дугим рукавима и глатких панталона без реверја, коже или филцаних ципела за заштиту од металних прскања и рукавица или рукавица, цераде или антилоп са прекривањем на рукавима. Таква директна, затворена одећа спречава заваривач да на свом телу добије растаљени метал.
Постоје посебна заштитна опрема која се користи за рад на висинама и унутар металних предмета када се раде у склоном положају. У таквим случајевима требат ће вам диелектричне чизме, кацига, рукавице, простирка, јастучићи за кољена, наслони за руке, а за заваривање на већој висини потребан вам је сигурносни појас с каишима.

Какве електроде одабрати
Електроде се испоручују у различитим типовима и маркама. То је због потребе за одабиром метала повезаних делова и исте металне електроде.
Свака електрода има ознаку која заваривачу даје све потребне информације. Научите читати ознаке је лако.
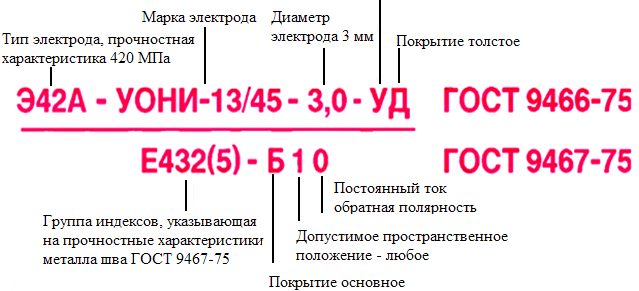
На електродама су наведене посебне ознаке.
Често се премазују разним превлакама, које дају електродама својства потребна за заваривање различитих метала и радне услове. Овде је табела класификације електрода према врсти премаза и примени.
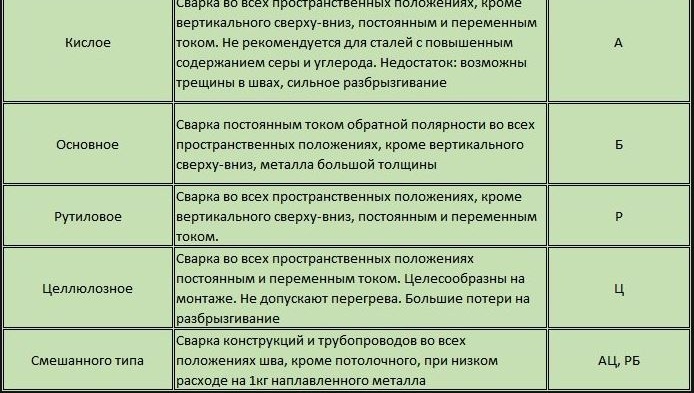
Специјални премаз даје електродама посебна својства неопходна за заваривање различитих метала
Класификација електрода према типу и намену огледа се у означавању производа.
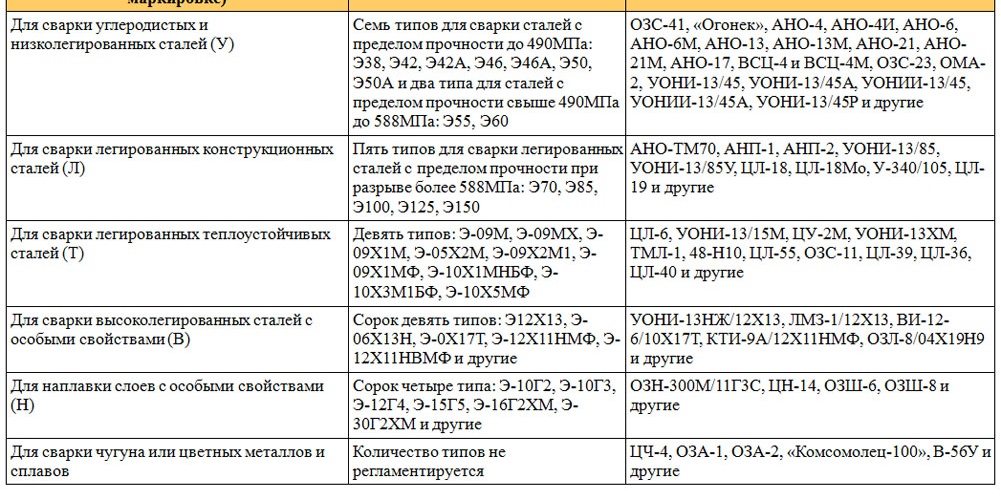
Електроде се разликују у врсти и намени.
Врсте завара
Везови за заваривање се деле по локацији, чврстоћи, технологији, карактеристикама дизајна. Врсте локације шавова:
- Ниже. Најједноставнији и најповољнији, захваљујући сили гравитације, метал испуњава јаз између делова. Ово је најотпорнији и најекономичнији шав.
- Водоравни. Радни комади су окомити на електроду и шав иде водоравно. Део метала напушта зону заваривања и електрода се брже троши.
- Вертикала.У овом случају, радни комади су такође окомити на електроду, али шав је формиран вертикално. Стаљени метал тежи ка смањењу, потрошња електрода је значајна.
- Нагнут. Кретање руку заваривача је нагнуто. Користи се за угаоне и троструке спојеве.
- Стропни шав налази се изнад главног.
Дизајн одвајање:
- Бутт Задњи спој је прилично издржљив и економичан, не искривљује површину зглоба. Ово је универзална веза.
- Дијелове завареног заваривања кад нема довољно простора за стражњи завар. Дебљина комада не сме бити већа од 8-10 мм.
- Препоручује се заваривање завариваца са обе стране, док се радни комади налазе под углом један према другом. Овај шав није лако извести због повећања зоне под утицајем топлоте и велике потрошње електрода.
- Т-спој је угаони шав где су равнине делова заварене окомито. Шав је формиран на две стране, прилично је компликован.
- Шав за електричне заковице користи се када нема потребе за непропусним шавом, а најекономичнији је и неупадљив.
Заваривање се може урадити у једном слоју или у више слојева за дебљине обратка.
Како научити заваривати - Водич за почетнике
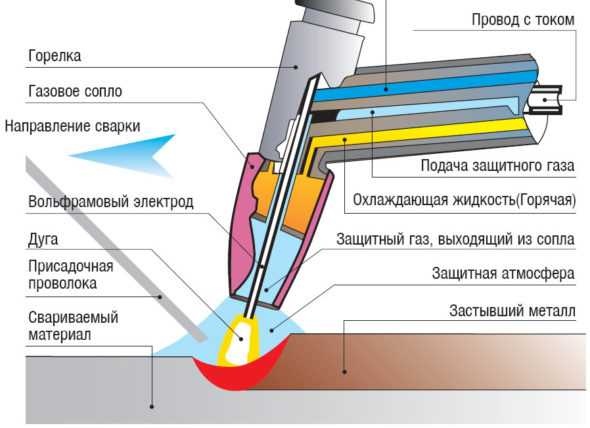
Заваривање је процес високих температура. За његову примену ствара се електрични лук и држи се од електроде до завареног производа. Под њеним утицајем, основни материјал и метални штап електроде се топе. Стручњаци кажу да се формира базен за заваривање, у коме су мешавина метала базе и електроде. Величина формиране купке директно зависи од одабраног начина заваривања, просторног положаја, брзине лука, облика и величине ивице, итд. Ширина му је у просеку 8-15 мм, дужина 10-30 мм, а дубина око 6 мм.
Премаз електроде, такозвани премаз, током топљења формира посебну гасну зону у подручју лука и изнад купељи. Избацује сав ваздух из подручја заваривања и спречава интеракцију истопљеног метала са кисеоником. Поред тога, садржи парове базних и електродних метала. Шљака се формира на врху заваривања, што такође спречава интеракцију талине са ваздухом, што негативно утиче на квалитет заваривања. Након постепеног уклањања електричног лука, метал почиње кристализирати и ствара се шав који комбинује заварене делове. Поврх је заштитног слоја шљаке, који се накнадно уклања.

Током заваривања, премаз електроде се топи, формирајући посебну гасну зону. Унутар њега се мешају основни метал и електроде
Најбоље је за почетнике завариваче да прво искуство добију под вођством стручњака који може исправити могуће грешке и дати корисне савете. Потребно је започети с радом, поуздано фиксирајући детаљ. За пожарну сигурност морате да ставите канту воде у своју близину. Из истог разлога је немогуће извести заваривање на дрвеној основи и занемарити чак и врло мале остатке коришћене електроде.
Спајање апарата за заваривање
За заваривање на посао безбедно, ви машину мора да се повеже са мрежом, поштујући следећа правила:
- Прво морате проверити напон и фреквенцију струје. Ови подаци морају бити исти на мрежи и на уређају.
- Постављамо израчунату вредност тренутне снаге на апарату за заваривање која треба да одговара изабраном пречнику електроде. Ако вам блок поставки заваривача омогућава избор напона, морате га одмах подесити. Спајање се врши преко посебног утикача и уземљења.
- Сигурно фиксирајте уземљени терминал. Проверите да ли је кабл изолован и пажљиво утакнут у посебан држач.
- Обавезно провјерите све везе, каблове, утикаче.
- Можете користити посебни продужни кабл који се спаја без међусобних веза.
- У старијим домовима са лошим ожичењем може доћи до пада напона. Зауставља поступак и може оштетити заваривачку опрему. У том случају вам је потребан електрични генератор који ће обезбедити напон на радном нивоу.
Машина за заваривање је једноставна
Како одабрати праву струју
Струја заваривања важан је показатељ заваривања и одређује врсту и природу шава и перформансе рада. Што је већа струја, стабилнији је лук и већа је дубина продора. Снага струје зависи од положаја обрађених комада у простору и од величине електроде. Највећа вредност је постављена за заваривање хоризонталних комада. За вертикалне спојеве, тренутна вредност се примењује за 15% мање, а за плафонске спојеве - за 20%.
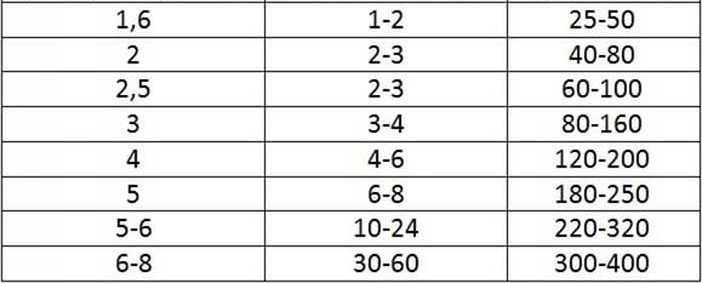
Снага струје зависи од локације радних комада и од величине електроде
Како запалити лук
Први начин је додиром. Да бисте то учинили, инсталирајте електроду под углом од око 60 ° у односу на производ. Полако их држите на површини. Требало би да се појаве искре, сад додирујемо метал електродом и подижемо је на висину не више од 5 мм.
Ако је операција изведена правилно, лук ће се упалити. Дужина од пет милиметара мора се одржавати током заваривања. Треба имати на уму да ће се правилним заваривањем метала електричним заваривањем електрода постепено изгарати, тако да је стално мало ближе металу. Електроду треба полако померати, ако се одједном залепи, мораћете да је мало помакнете у страну. Ако се лук не запали, можда ће бити потребно повећати тренутну снагу.
Други начин је упечатљив. Неопходно је да електроду доведете на површину радног комада и ставите је на део, као да палите шибицу. Могуће је олакшати паљење електроде малтерисањем са њене ивице.
Нагиб и кретање електроде
Након што је могуће запалити и одржавати лук без проблема, време је да се приступи фузији ваљка. Запалимо лук, полако и глатко померамо електроду хоризонтално, изводећи лагане осцилирајуће покрете. Истовремено се чини да се растаљени метал „покупи“ до самог центра лука. Резултат би требао бити јак шав с малим таласима формираним металом заваривања.
Угао електроде за почетника заваривач је боље посматрати око 70 степени, то јест, са малим одступањем од вертикале. Испод је дијаграм заваривања луком.
Угао електроде је око 70 степени
Ако се током заваривања делова електрода готово у потпуности изгорела, а шав још није завршен, рад се привремено зауставља. Коришћени елемент мењамо у нови, уклањамо шљаку и настављамо са радом. На удаљености од око 12 мм од удубљења формираног на крају шава, који се још назива и кратер, запалимо лук. Доводимо електроду у удубљење тако да се од метала старе и новоинсталиране електроде ствара легура након које се наставља заваривање шава.

За време заваривања електрода прави одређене покрете, углавном транслационе, уздужне и попречне. Од њихових комбинација праве се различите врсте шавова, а најчешће су приказане на дијаграму
Путања лука током заваривања делова могу се извршити у три смера:
- Прогресивно. Укључује померање лука дуж осе електроде. Стога је довољно лако одржавати стабилну дужину лука.
- Лонгитудинал. Он формира ваљак за заваривање филамента, чија висина зависи од брзине којом се електрода креће и њене дебљине. Ово је обичан шав, али врло танак. Да би се то поправило, у процесу померања електроде дуж завареног шава изводе се и попречни покрети.
- Попречно. Омогућава вам да добијете жељену ширину шава. Изводи се осцилаторним покретима. Њихова ширина је одабран на основу величине и положаја шава, облик њеног сече, итд
У пракси се користе сва три главна покрета, који су наслоњени један на други и формирају одређену путању. Постоје класичне опције, међутим, сваки мајстор обично "види" свој властити рукопис. Главна ствар је да се током рада ивице повезаних елемената добро топе, а добије се шав одређеног облика.
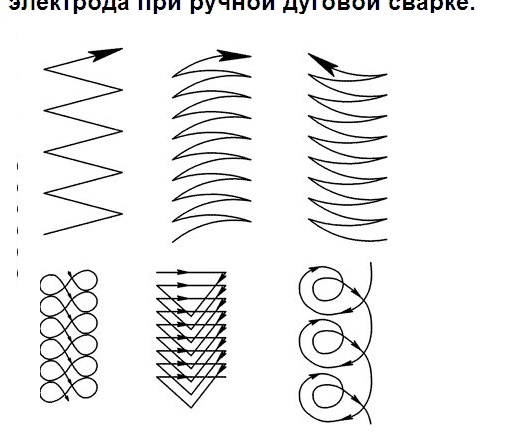
По правилу се примењују сва три смера, могу се преклапати и формирати путању
Заваривање шавова
Цеилинг Велд
Овај шав се сматра најтежим, јер је базен за заваривање окренут наопако и налази се изнад заваривача. Електрода се бира не више од 4 мм и одводи се мало у страну да се метал не шири. Користите кратки лук и потпуно суве електроде, шав за време заваривања плафоном мора бити танак. Кретање се одвија само по себи, тако да је заваривачу лакше контролирати квалитет шава. Постоји неколико начина да се то учини:
- мердевине;
- полумесец;
- обрнуто.
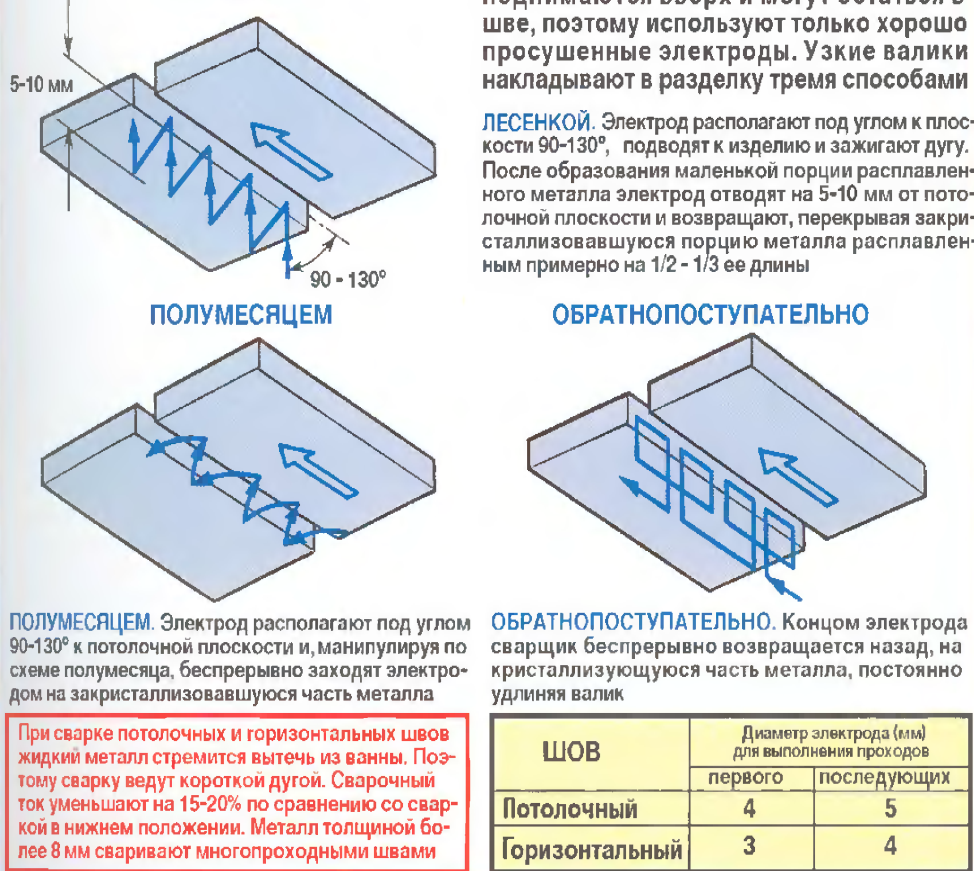
Стропни спој сматра се најтежим
Видео: израда стропног шава
Вертикала
Када изводите такав шав, можете водити електроду одоздо према горе или одоздо према горе. Да се спречи исушивање метала, електрода се мора поставити под углом од 45-50 степени од окомитог положаја. Искусни заваривачи препоручују да овај шав направите у једном налету.
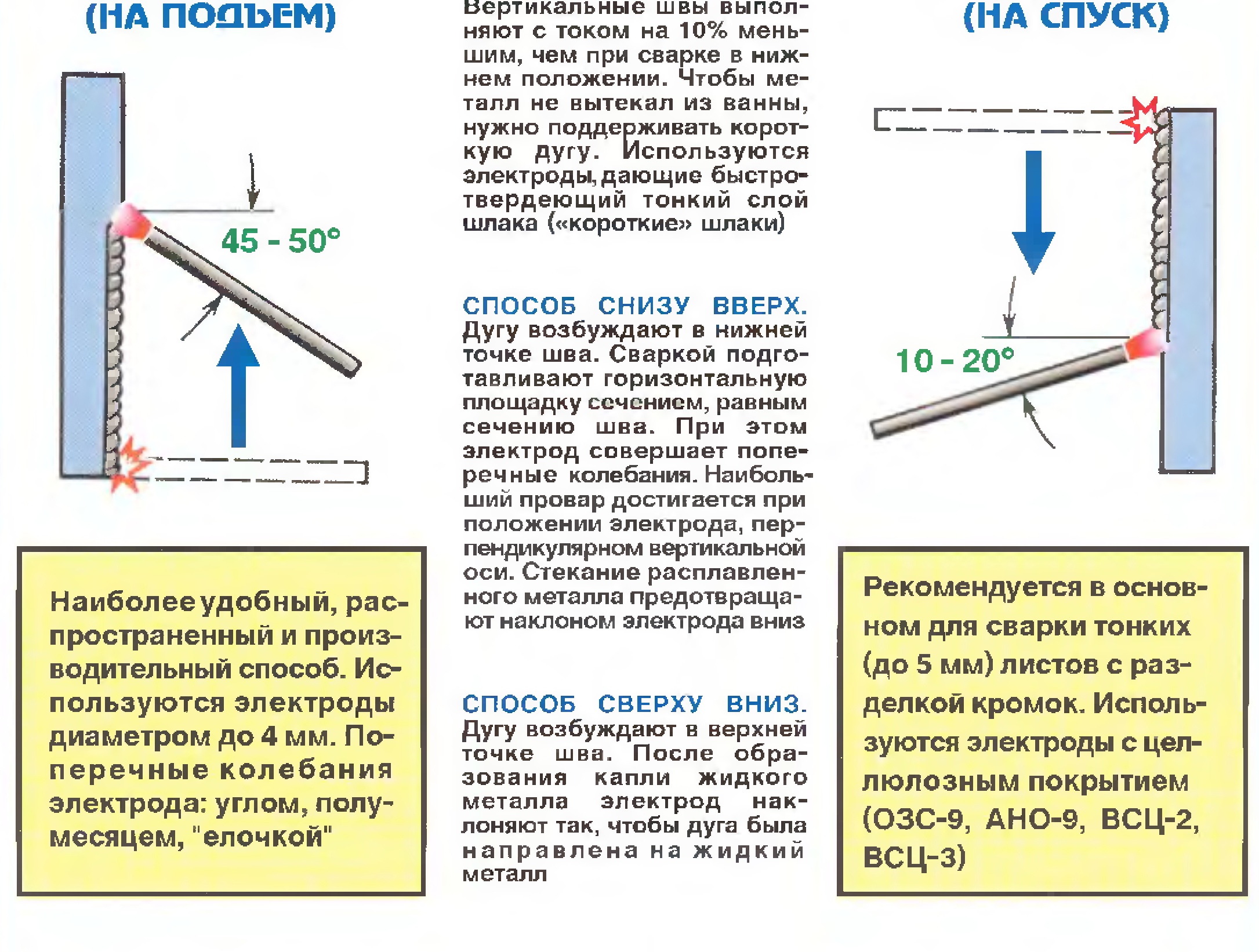
Приликом извођења вертикалног шава електрода се налази под углом од 45-50 степени
Видео: вертикални шав
23.03
Хоризонтални шав
Приликом извођења таквог шава главна потешкоћа лежи у протоку метала доле. Да би решио овај проблем, заваривач мора одабрати угао електроде и брзину пролаза. Заваривање се врши с лијева на десно или с десна на лијево.
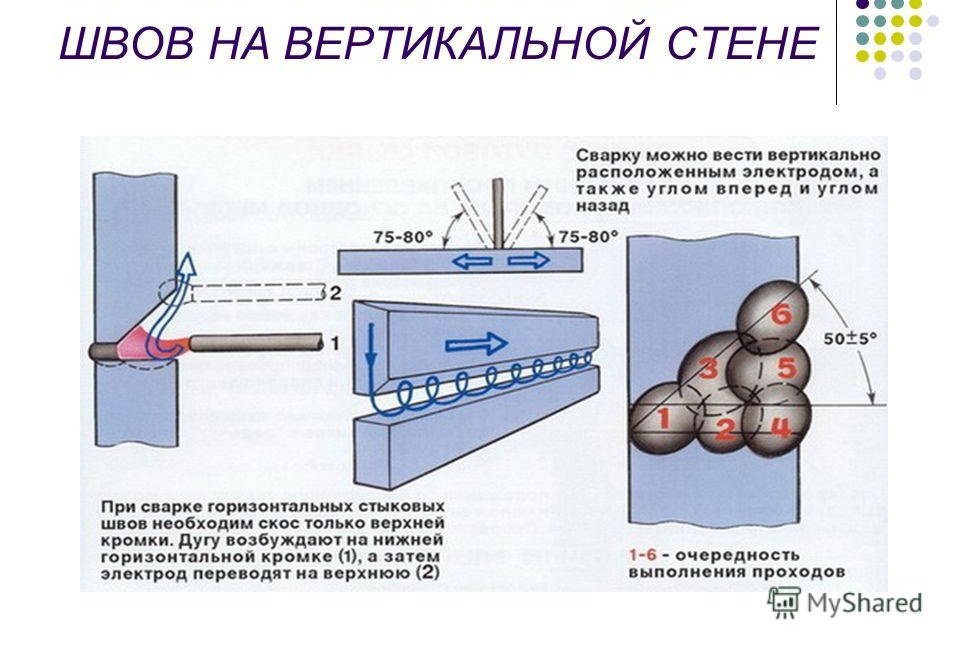
Приликом извођења хоризонталног шава морате правилно одабрати угао електроде и брзину пролаза
Угаона
Приликом формирања угаоних или Т-спојева, делови се бродом постављају под различитим угловима, тако да се растопљени метал улива у угао. Затим се хватају заваривањем са обе стране, један руб конструкције би требао бити мало виши од другог. Кретање електроде почиње од доње тачке.
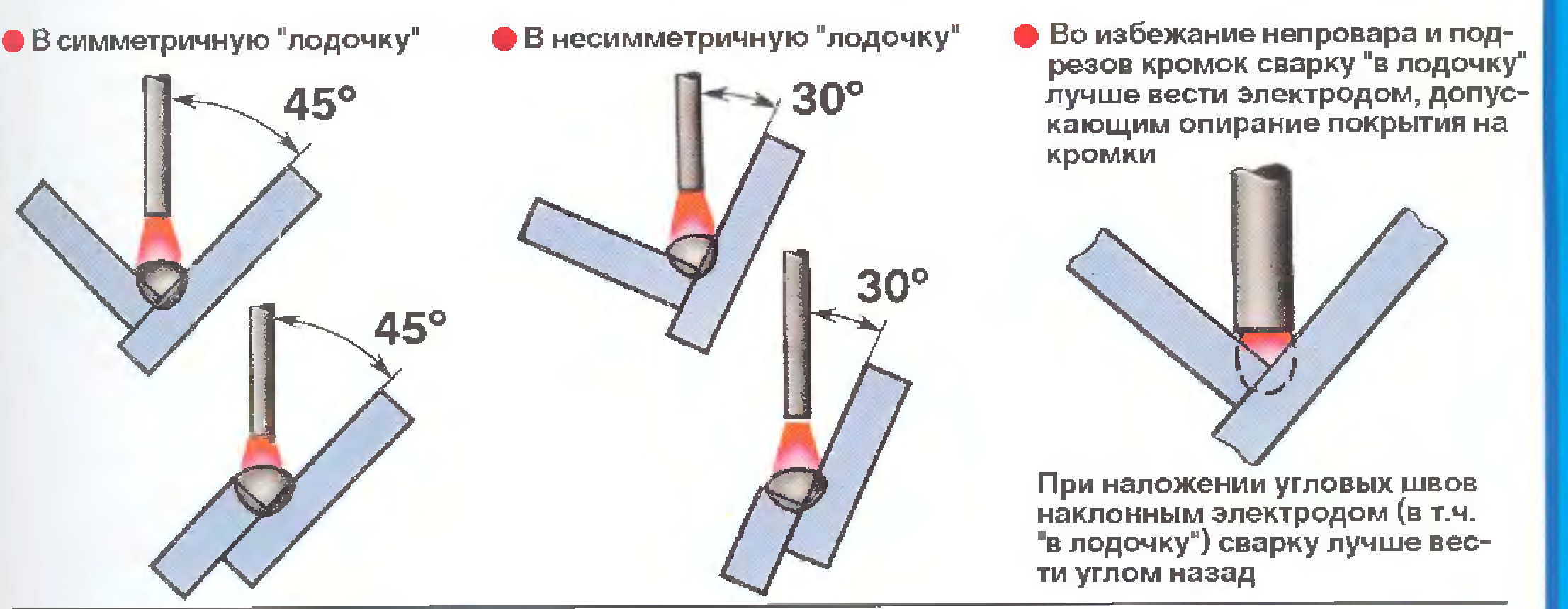
Код угаоног заваривања кретање електрода почиње одоздо
Карактеристике заваривања цевовода
Заваривањем луком можете да направите вертикални шав, који је смештен са стране цеви, водоравни - дуж његовог обима. Као и плафон и дно, који се налазе изнад и испод. Штавише, последњи се сматра најповољнијим у извођењу. Челичне цеви се обично заварују уз обавезно продирање свих ивица дуж висине зидова. Да би се смањио прилив унутар цеви, одабран је угао нагиба електроде не већи од 45 ° у односу на хоризонтални. Висина шава је 2-3 мм, ширина 6-8 мм. Код крупног заваривања висина шава је око 3 мм, а ширина 6-8 мм.
Пре него што почнемо да кувамо цев електричним заваривањем, вршимо припремне радове:
- темељно очистите предмет;
- ако су крајеви цеви деформисани, исеците их или исправите;
- очистите ивице. Очистимо најмање 10 мм спољне и унутрашње равни поред ивица цеви до металног сјаја.
Сада можете почети са заваривањем. Сви спојеви се континуирано обрађују, до потпуног заваривања. Окретни и не окретни цевни спојеви ширине стијенке до 6 мм производе се у најмање 2 слоја. Са ширином зида од 6-12 мм - изводе се три слоја, више од 19 мм - четири. Посебност заваривања цеви је та што се сваки шав који се наноси на спој мора очистити од шљаке, након чега се врши следеће. Први шав је најодговорнији. Требао би у потпуности растопити све ивице и блебетати. Посебно се пажљиво испитује ради откривања пукотина. Ако су присутни, њушају се или се комад реже и поново вари.

Завршни слој је направљен што је могуће равномерније, с глатким преласком на основни метал
Други и сви наредни слојеви се изводе лаганим окретањем цеви. Крај и почетак свих слојева су нужно померени са претходног слоја за 15-30 мм. Завршни слој се изводи са глатким преласком на основни метал и са равном површином. Да би се побољшао квалитет заваривања цеви електричним заваривањем, сваки наредни слој се изводи у супротном смеру у односу на претходни, а њихове последње тачке морају бити постављене одвојено.
Самозаваривање је прилично компликован подухват. Међутим, ако желите, то и даље можете савладати. Морате научити основна правила поступка и постепено научити изводити најједноставније вежбе. Не треба штедети времена и енергије да бисте савладали основе, што ће постати основа мајсторства. Након тога, моћи ћете храбро пријећи на сложеније технике, прилагођавајући своје вјештине.
Материјал ажуриран 03.03.2018


5 коментара