Hur man lagar mat med svetsning: en komplett guide för nybörjare

En svetsfog är ett av de mest pålitliga sätten att ansluta delar på. Det används i industrin och i vardagen. Varje hantverkare använder svetsning då och då. Tja, om han vet att laga mat själv, men ofta måste vända sig till specialister. Men svetsning är fullt möjligt att lära sig. Du bör börja med det enklaste: elektrisk svetsning för nybörjare är först och främst utbildning i implementering av olika sömmar. Mer komplicerat arbete kan endast göras med erfarenhet. Låt oss titta på grunderna i teknik och några knep i svetsprocessen, såväl som utrustning och material som används.
Innehåll
Typer av svetsmaskiner
För korrekt val av svetsmaskin är det nödvändigt att beakta alla fördelar och nackdelar med olika typer och modeller av svetsare.
transformers - de enklaste och mest traditionella enheterna, ganska tunga i vikt, gjorda på basis av en avstängningstransformator, som ger spänningsvärdet till önskat värde för drift. En egenskap hos transformatorer är att de arbetar med växelström, vilket skapar en instabil båge. I kombination med en ökad mängd slagg och gasföroreningar främjar en sådan båge metallsprutning och förstör utseendet på sömmen. En högkvalitativ söm med en sådan anordning kan göras av en erfaren svetsare med färdigheter på en transformator.

Enkel apparat som drivs av växelström
likriktare - svetsare som kan konvertera växelström till direkt och sänka nätverksspänningen med hjälp av halvledardioder. Likström ger en stabil båge och gör att du kan göra svetssömmen homogen och lufttät, stark och vacker. Likriktaren är universell, alla typer av elektroder är lämpliga för det, alla typer av metaller kan kokas med denna apparat: rostfritt stål, aluminium, koppar, titan, olika legeringar.

Universal svetsmaskin lämplig för alla typer av elektroder
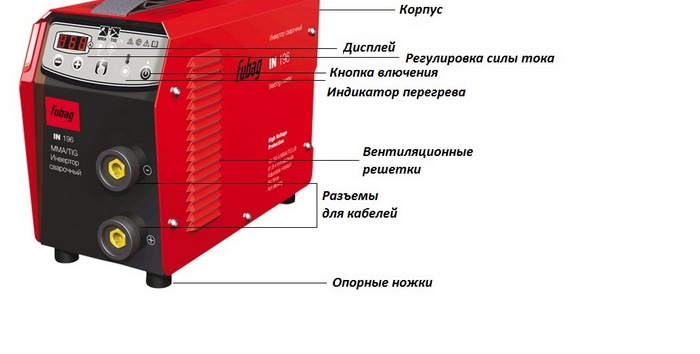
Växelriktare - De är mycket populära eftersom de är lätta, har utmärkt funktionalitet och har automatiserade inställningar. Sådana tekniska egenskaper gör det möjligt för nybörjare att arbeta med det. Apparatens utformning innefattar ett antal enheter som omvandlar nätets växelström till likström med hög effekt. Fördelen med denna typ av svetsare är:
- förmågan att finjustera;
- utföra ett brett spektrum av uppgifter;
- stabil båge;
- motstånd mot kraftvågor;
- högkvalitativ svetsning, smidig söm;
- arbeta med alla typer av elektroder;
- anslutning av alla typer av metaller av alla tjocklekar och positioner i rymden.
- Den har ytterligare funktioner som förhindrar stickning av elektroden och tårfall;
- förmågan att sätta eld på elektroden vid maximal strömförsörjning;
Av minusen kan det noteras:
- behovet av ofta dammborttagning;
- begränsad kabellängd lika med 2,5 m;
- oförmågan att arbeta vid lufttemperaturer under - 15 grader.

Inverter lämplig för nybörjare svetsare
Semiautomatiska enheter - Det finns två typer. Den förstnämnda ökar svetsproduktiviteten genom kontinuerlig trådmatning. I detta fall är det inte nödvändigt att ständigt byta elektroder. Sömmen är slät, kontinuerlig och utan defekter. De andra arbetar i en gasformig miljö, för detta använder de syre, kväve och koldioxid samt argon och helium. Gassvetsning har följande fördelar:
- en enhet är utformad för att fungera med både gas och tråd;
- utmärkt kvalitet och estetik i sömmen;
- stabil slät båge;
- hög funktionalitet;
- förmågan att svetsa komplexa leder.

Med denna maskin kan du göra en svets av hög kvalitet
Vad kommer att krävas för arbetet med en nybörjare svetsare
Först och främst måste du förbereda utrustning och arbetskläder.
Verktyg och skyddsutrustning
Du kommer definitivt att behöva en svetsmaskin, en uppsättning av elektroder, en hammare och en mejsel för att ta bort slagg, en metallborste för rengöring av sömmarna. En elektrisk hållare används för att klämma fast, hålla i elektroden och mata ström till den. Vi behöver också en uppsättning mallar för att kontrollera sömens storlek. Elektrodens diameter väljs beroende på metallplåtens tjocklek. Glöm inte skyddet. Vi förbereder en svetsmask med ett speciellt ljusfilter som inte passerar infraröda strålar och skyddar ögonen. Skärmar och sköldar utför samma funktion. Presenningsdräkt, bestående av en jacka med långa ärmar och släta byxor utan laplar, läder eller filtade skor för skydd mot metallstänk och handskar eller vantar, presenning eller mocka med en överlappning på ärmarna. Sådana direkta, stängda kläder förhindrar svetsaren från att få smält metall på kroppen.
Det finns speciell skyddsutrustning som används för att arbeta i höjder och inuti metallföremål när du arbetar i en benägen position. I sådana fall behöver du dielektriska stövlar, en hjälm, handskar, en matta, knäskydd, armstöd, och för svetsning i hög höjd behöver du ett säkerhetsbälte med remmar.

Vilka elektroder att välja
Elektroder finns i olika typer och märken. Detta beror på behovet av att välja metallen för de anslutna delarna och samma metallelektrod.
Varje elektrod har en markering som ger svetsaren all nödvändig information. Det är enkelt att lära sig läsa markeringar.
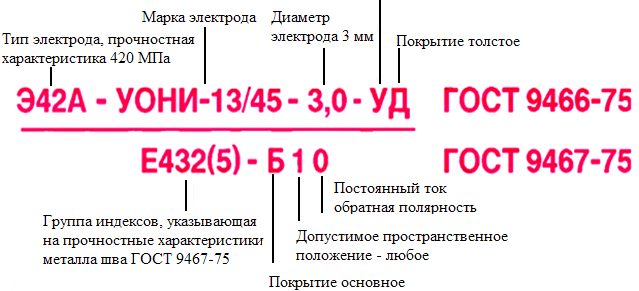
Speciella markeringar anges på elektroderna.
Ofta är de belagda med olika beläggningar ovanpå, vilket ger elektroderna de egenskaper som krävs för att svetsa olika metaller och arbetsförhållanden. Här är en tabell över klassificering av elektroder efter typ av beläggning och applikationsfunktioner.
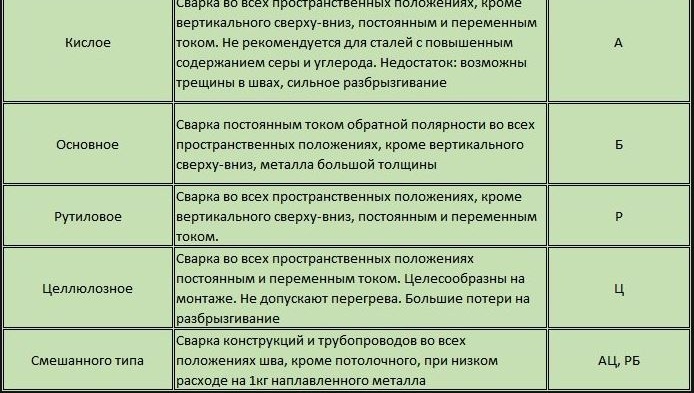
Specialbeläggning ger elektroderna speciella egenskaper som är nödvändiga för att svetsa olika metaller
Klassificeringen av elektroder efter typ och syfte återspeglas i produktmärkningen.
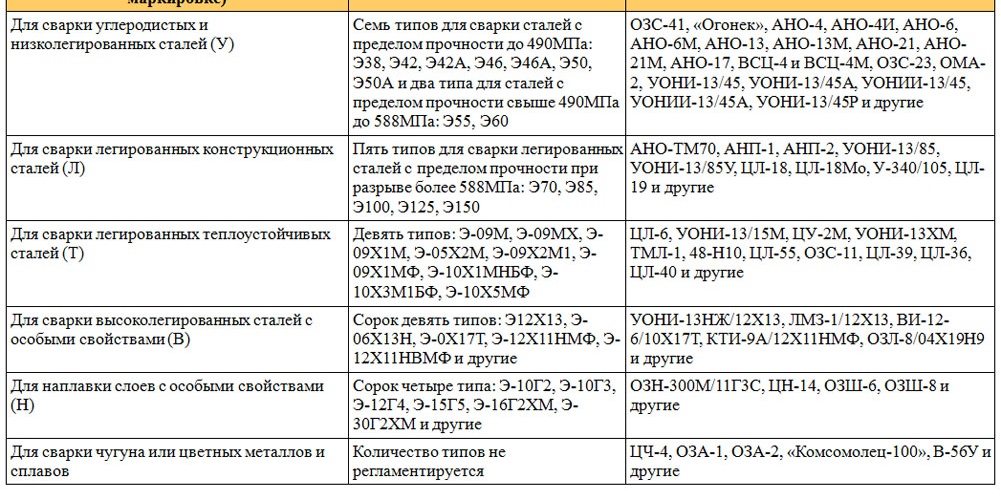
Elektroder varierar i typ och syfte.
Typer av svetsar
Anslutande svetsar är indelade efter plats, styrka, teknik, designfunktioner. Typ av plats för sömmar:
- Lägre. Den enklaste och mest praktiska, tack vare tyngdkraften, fyller metallen mellanrummet mellan delarna. Detta är den mest hållbara och ekonomiska sömmen.
- Horisontell. Arbetsstyckena är vinkelräta mot elektroden och sömmen går horisontellt. En del av metallen lämnar svetszonen och elektroden förbrukas snabbare.
- Vertikal.I detta fall är arbetsstyckena också vinkelräta mot elektroden, men sömmen är bildad vertikalt. Den smälta metallen tenderar att sjunka, elektrodförbrukningen är betydande.
- Lutande. Rörelsen av svetsarens hand är benägen. Det används för fogar i hörnen och tee.
- Takfalsen är belägen ovanför befälhavaren.
Designseparation:
- Stånga Rumpfogen är ganska hållbar och ekonomisk, den förvränger inte fogens yta. Detta är en universell anslutning.
- Varvssvetsdelar när det inte finns tillräckligt med utrymme för en svets. Arbetsstyckens tjocklek bör inte vara mer än 8-10 mm.
- Det rekommenderas att svetsa filetsvetsen på båda sidor, medan arbetsstyckena är placerade i vinkel mot varandra. Denna söm är inte lätt att utföra på grund av ökningen i den värmepåverkade zonen och den höga förbrukningen av elektroden.
- T-fogen är en vinkelfals där delarna är svetsade vinkelrätt. Sömmen är utformad på två sidor, den är ganska komplicerad.
- En söm för elektriska nitar används när det inte finns behov av en lufttät söm, det är den mest ekonomiska och obekväma.
Svetsning kan utföras i ett lager eller i flera lager för tjocka arbetsstycken.
Hur man lär sig laga mat genom svetsning - En nybörjarguide
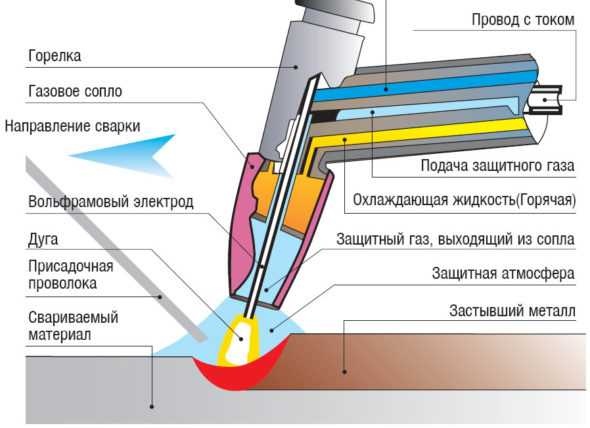
Svetsning är en process med hög temperatur. För dess implementering formas och hålls en elektrisk båge från elektroden till den svetsade produkten. Under dess inflytande smälter basmaterialet och metallstången på elektroden. Specialister säger att det bildas en svetsbassäng, där basen och elektrodmetallen blandas. Storleken på det formade badet beror direkt på det valda svetsläget, rymdläget, båghastigheten, form och storlek på kanten, etc. I genomsnitt är dess bredd 8-15 mm, längd 10-30 mm och djup - cirka 6 mm.
Beläggningen av elektroden, den så kallade beläggningen, bildar under smältning en speciell gaszon i bågeområdet och ovanför badet. Den förtränger all luft från svetsområdet och förhindrar samverkan mellan smält metall och syre. Dessutom innehåller den par av både bas- och elektrodmetaller. Slag bildas ovanpå svetsen, vilket också förhindrar samverkan mellan smältan och luften, vilket negativt påverkar kvaliteten på svetsningen. Efter gradvis borttagning av den elektriska bågen börjar metallen att kristallisera och en söm bildas som kombinerar de svetsade delarna. Ovanpå är det ett skyddande slagglager, som sedan tas bort.

Under svetsen smälts elektrodbeläggningen och bildar en speciell gaszon. Inne i det blandas basmetallen och elektroden
Det är bäst för nybörjare svetsare att få den första upplevelsen under ledning av en specialist som kan korrigera möjliga fel och ge användbara råd. Det är nödvändigt att starta arbetet, efter att ha pålitligt fastställt en detalj. För brandsäkerhet måste du lägga en hink med vatten nära dig. Av samma anledning är det omöjligt att utföra svetsarbete på en träbotten och försumma även mycket små rester av den använda elektroden.
Svetsmaskinanslutning
För att svetsning ska fungera säkert måste du ansluta maskinen till nätverket och följa följande regler:
- Först måste du kontrollera spänningen och strömfrekvensen. Dessa data ska vara desamma i nätverket och på enheten.
- Vi ställer in det beräknade värdet på strömmen på svetsmaskinen, vilket ska motsvara den valda elektroddiametern. Om svetsinställningsblocket låter dig välja spänningen måste du ställa in den direkt. Anslutningen sker via en speciell plugg och en jordningsklack.
- Fäst markterminalen ordentligt. Kontrollera att kabeln är isolerad och försiktigt fastsatt i en speciell hållare.
- Kontrollera alla anslutningar, kablar, stickkontakt.
- Du kan använda en speciell förlängningssladd som ansluts utan mellanliggande anslutningar.
- I äldre hem med dåliga ledningar kan spänningsfall förekomma. Det stoppar processen och kan skada svetsutrustningen. I detta fall behöver du en elektrisk generator som ger spänning på driftsnivå.
Svetsmaskinen är enkel
Hur man väljer rätt ström
Svetsström är en viktig indikator på svetsning och bestämmer sömns typ och art och arbetets produktivitet. Ju högre ström, desto stabilare är bågen och desto större penetrationsdjup. Strömstyrkan beror på platsen för arbetsstyckena i rymden och på storleken på elektroden. Det högsta värdet ställs in för svetsning av horisontella arbetsstycken. För vertikala fogar tillämpas det aktuella värdet med 15% mindre och för takfogar - med 20%.
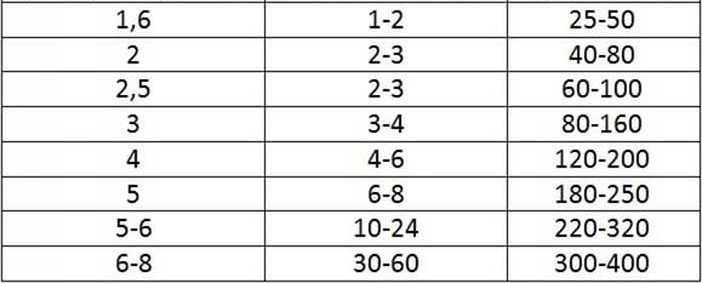
Strömstyrkan beror på platsen för arbetsstyckena och på storleken på elektroden
Hur man tänder en båge
Det första sättet är genom att röra. För att göra detta, installera elektroden i en vinkel på cirka 60 ° relativt produkten. Håll dem långsamt på ytan. Gnistor ska dyka upp, nu berör vi metallen med elektroden och höjer den till högst 5 mm.
Om operationen utfördes korrekt tänds bågen. Ett gap på fem millimeter måste upprätthållas under hela svetsningen. Man bör komma ihåg att med korrekt svetsning av metall genom elektrisk svetsning kommer elektroden gradvis att brinna ut, så att den ständigt är något närmare metallen. Elektroden bör flyttas långsamt, om den plötsligt fastnar måste du svänga den något åt sidan. Om bågen inte tänds kan det vara nödvändigt att öka strömstyrkan.
Det andra sättet är slående. Det är nödvändigt att föra elektroden till ytan på arbetsstycket och slå den på delen, som om du tänder en tändsticka. Det är möjligt att underlätta antändningen av elektroden genom att plåstra från dess kant.
Lutning och rörelse av elektroden
Efter det att det är möjligt att antända och underhålla bågen utan problem är det dags att gå vidare till valsens sammansmältning. Vi tänder ljusbågen, rör oss långsamt och smidigt elektroden horisontellt och utför ljussvingande rörelser. Samtidigt verkar den smälta metallen "plocka upp" till mitten av bågen. Resultatet ska vara en stark söm med små vågor bildade av svetsmetallen.
Elektrodens vinkel för en nybörjare svetsare är bättre att observera cirka 70 grader, det vill säga med en liten avvikelse från vertikalen. Nedan visas ett diagram över bågsvetsningen.
Vinkeln på elektroden är cirka 70 grader
Om elektroden bränns nästan helt under svetsning av delar, och sömmen ännu inte är klar, stoppas arbetet tillfälligt. Vi ändrar det använda elementet till ett nytt, tar bort slaggen och fortsätter att arbeta. På ett avstånd på cirka 12 mm från urtaget som bildas i slutet av sömmen, som också kallas krateret, tänder vi bågen. Vi tar med elektroden till urtaget så att en legering bildas av metallen från den gamla och nyinstallerade elektroden, varefter svetsningen av sömmen fortsätter.

Under svetsningen gör elektroden vissa rörelser, främst translationella, längsgående och tvärgående. Olika typer av sömmar är gjorda av deras kombinationer, de vanligaste visas i diagrammet
Banans bana under svetsning av delar kan göras i tre riktningar:
- Progressiv. Antar att flytta bågen längs elektrodens axel. Det är sålunda lätt att upprätthålla en stabil båglängd.
- Längs. Den bildar en filamentsvetsrulle, vars höjd beror på hastigheten med vilken elektroden rör sig och dess tjocklek. Detta är en vanlig söm, men väldigt tunn. För att fixa det, vid processen att förflytta elektroden längs den svetsade sömmen, utförs också tvärgående rörelser.
- Tvär. Låt dig få önskad sömbredd. Det utförs av svängande rörelser. Deras bredd väljs utifrån sömens storlek och läge, skärformen etc.
I praktiken används alla tre huvudrörelserna, som överlagras på varandra och bildar en viss bana. Det finns klassiska alternativ, men varje mästare brukar "se" sin egen handskrift. Det viktigaste är att kanterna på de anslutna elementen smälts väl under arbetet och en söm med en viss form erhålls.
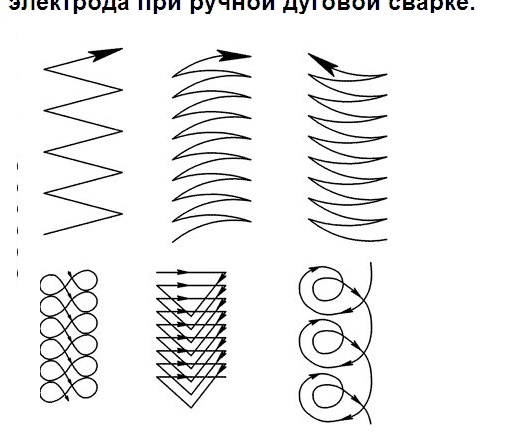
Som regel tillämpas alla tre riktningarna, de kan överlappa varandra och bilda en bana
Svetsfogar
Taksvets
Denna söm anses vara den svåraste eftersom svetsbassängen vänds upp och ner och ligger ovanför svetsaren. Elektroden väljs högst 4 mm och tas lite åt sidan så att metallen inte sprids. Använd en kort båge och helt torra elektroder, sömmen under svetsning i taket bör vara tunn. Rörelsen sker på sig själv, så det är lättare för svetsaren att kontrollera sömens kvalitet. Det finns flera sätt att göra det på:
- stege;
- halv måne;
- omvänt.
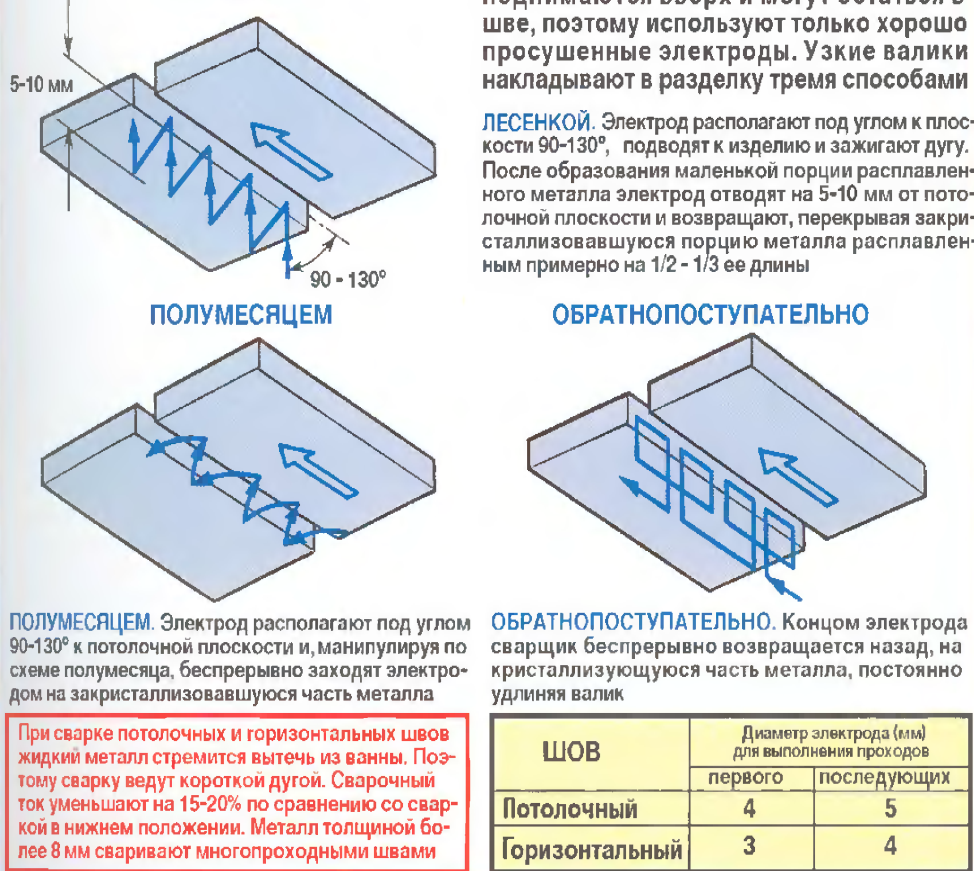
Takfog anses vara det svåraste
Video: göra en taksöm
Vertikal
När du utför en sådan söm kan du leda elektroden från topp till botten eller från botten till topp. För att förhindra att metallen dränerar bör elektroden placeras i en vinkel på 45-50 grader nedifrån vinkelrätt position. Erfaren svetsare rekommenderar att du gör denna söm i en körning.
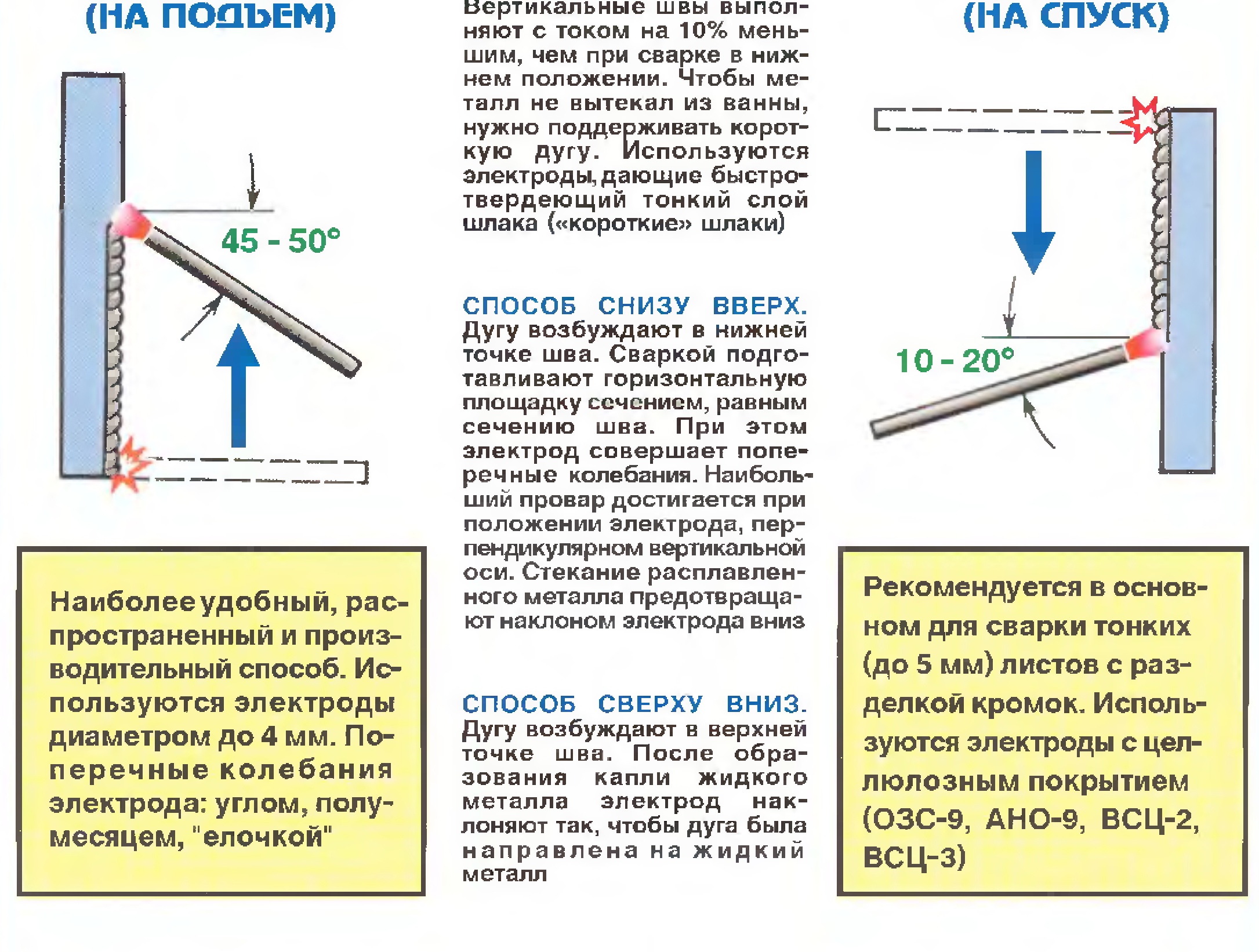
Vid utförande av en vertikal söm är elektroden placerad i en vinkel på 45-50 grader
Video: vertikal söm
23.03
Horisontell söm
När du utför en sådan söm, ligger den största svårigheten i flödet av metall ner. För att lösa detta problem måste svetsaren välja vinkeln på elektroden och passeringshastigheten. Svetsning utförs från vänster till höger eller från höger till vänster.
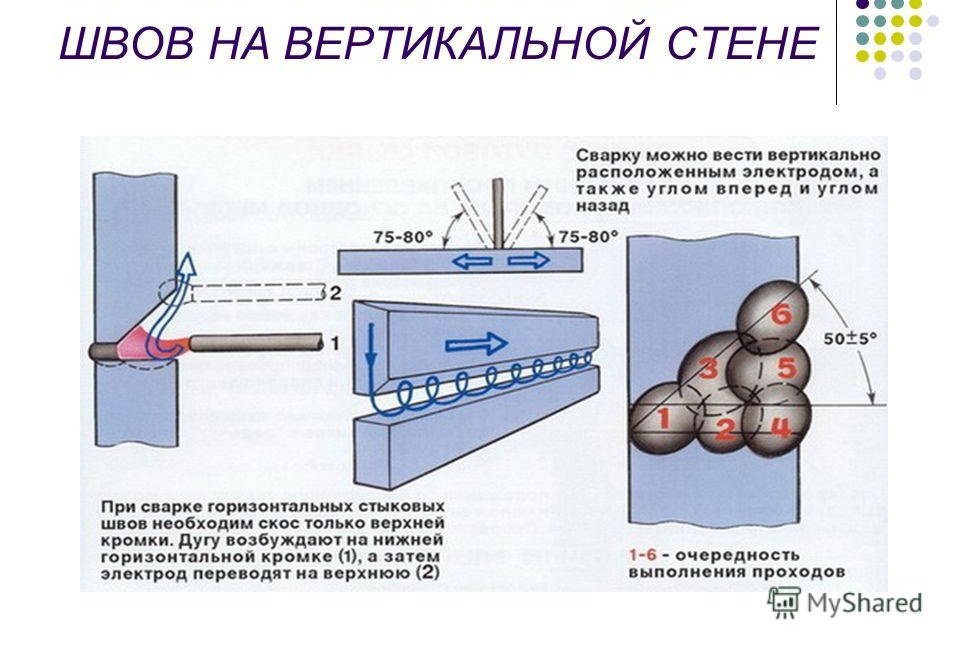
När du utför en horisontell söm måste du korrekt välja vinkeln på elektroden och passeringshastigheten
Vinkel
Vid formning av filé eller T-fogar placeras delarna i olika vinklar av båten så att den smälta metallen flyter in i ett hörn. Sedan fångas de av svetsning på båda sidor, den ena kanten på strukturen ska vara något högre än den andra. Elektrodens rörelse börjar från bottenpunkten.
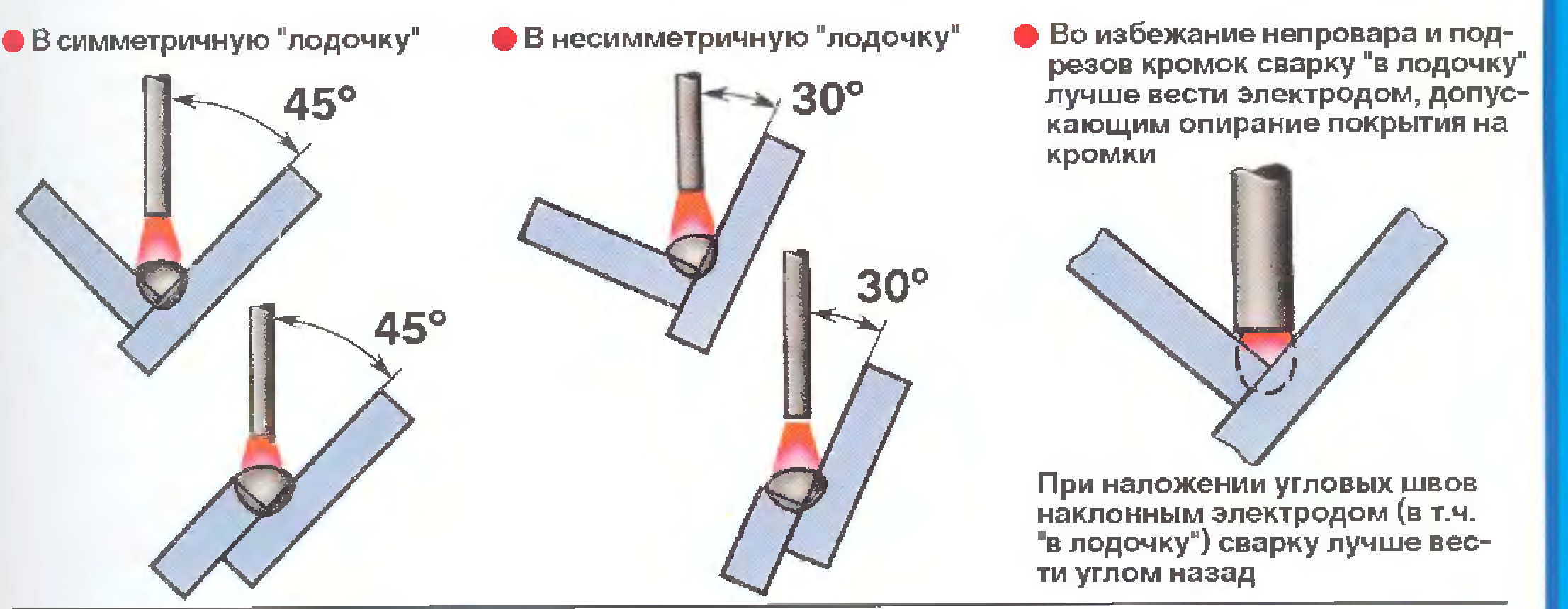
Vid vinkelsvetsning börjar elektrodrörelsen från botten
Funktioner i rörledningssvetsning
Genom bågsvetsning kan du göra en vertikal söm, som är placerad på rörets sida, horisontellt - längs dess omkrets. Samt taket och botten, belägen, respektive ovan och under. Det senare anses dessutom vara det bekvämaste i utförandet. Stålrör svetsas vanligtvis med obligatorisk penetrering av alla kanter längs väggens höjd. För att minska tillströmningen inuti röret väljs en lutningsvinkel för elektroden på högst 45 ° relativt horisontalen. Sömmen är 2-3 mm, bredden 6-8 mm. Vid svetsning av varven är sömens höjd cirka 3 mm och bredden är 6-8 mm.
Innan vi börjar koka röret med elektrisk svetsning utför vi förberedelser:
- rengör objektet noggrant;
- om rörets ändar är deformerade, skär eller räta dem;
- rengör kanterna. Vi rengör minimum 10 mm av de yttre och inre planen intill rörkanterna till ett metalliskt lyster.
Nu kan du börja svetsa. Alla fogar bearbetas kontinuerligt, upp till fullständig svetsning. Svängbara såväl som icke-svängbara rörfogar med en väggbredd på upp till 6 mm produceras i minst 2 lager. Med en väggbredd på 6-12 mm - utförs tre lager, mer än 19 mm - fyra. Det speciella med rörsvetsning är att varje söm som appliceras på fogen måste rengöras för slagg, varefter följande utförs. Den första sömmen är den mest ansvariga. Det borde smälta alla kanter och bommar helt. Det undersöks särskilt noggrant för sprickdetektering. Om de är närvarande smälts de, eller så skärs en bit ner och bryggs igen.

Det sista skiktet är så smidigt som möjligt med en smidig övergång till basmetallen
Det andra och alla efterföljande skikt utförs genom att sakta vrida röret. Slutet och början av alla lager är nödvändigtvis kompenserade från det föregående lagret med 15-30 mm. Det sista skiktet utförs med en smidig övergång till basmetallen och med en plan yta. För att förbättra kvaliteten på rörsvetsning med elektrisk svetsning utförs varje efterföljande skikt i motsatt riktning i förhållande till det föregående, och deras stängningspunkter måste placeras isär.
Självsvetsning är en ganska komplicerad händelse. Men om du vill kan du fortfarande behärska det. Du måste lära dig de grundläggande reglerna för processen och gradvis lära dig att utföra de enklaste övningarna. Du behöver inte spara tid och energi för att behärska grunderna, som kommer att bli grunden för behärskning. Därefter kommer det att vara möjligt att djärvt gå vidare till mer komplexa tekniker genom att fästa dina färdigheter.
Material uppdaterat 03.03.2018


5 kommentarer