วิธีการปรุงอาหารด้วยการเชื่อม: คำแนะนำที่สมบูรณ์สำหรับผู้เริ่มต้น

ตะเข็บเชื่อมเป็นหนึ่งในวิธีที่น่าเชื่อถือที่สุดในการเชื่อมต่อชิ้นส่วน มันถูกใช้ในอุตสาหกรรมและในชีวิตประจำวัน ช่างฝีมือที่บ้านทุกคนใช้การเชื่อมเป็นครั้งคราว ถ้าเขารู้วิธีปรุงเอง แต่มักจะต้องหันไปหาผู้เชี่ยวชาญ แต่การเชื่อมนั้นค่อนข้างเป็นไปได้ที่จะเรียนรู้ คุณควรเริ่มต้นด้วยสิ่งที่ง่ายที่สุด: การเชื่อมไฟฟ้าสำหรับผู้เริ่มต้นคือสิ่งแรกคือการฝึกอบรมการใช้งานตะเข็บหลายแบบ การทำงานที่ซับซ้อนมากขึ้นสามารถทำได้ด้วยประสบการณ์เท่านั้น ลองดูพื้นฐานของเทคโนโลยีและเทคนิคของกระบวนการเชื่อมรวมถึงอุปกรณ์และวัสดุที่ใช้
เนื้อหา
ประเภทของเครื่องเชื่อม
สำหรับการเลือกเครื่องเชื่อมที่ถูกต้องจำเป็นต้องคำนึงถึงข้อดีและข้อเสียของช่างเชื่อมทุกประเภทและรุ่นต่างๆ
หม้อแปลง - อุปกรณ์แบบดั้งเดิมที่ง่ายที่สุดและส่วนใหญ่มีน้ำหนักค่อนข้างหนักโดยใช้หม้อแปลงไฟฟ้าแบบสเต็ปดาวน์ซึ่งทำให้ค่าแรงดันไฟฟ้าเป็นค่าที่ต้องการสำหรับการใช้งาน คุณสมบัติของหม้อแปลงคือการทำงานกับกระแสสลับซึ่งสร้างอาร์คที่ไม่เสถียร เมื่อรวมกับปริมาณที่เพิ่มขึ้นของตะกรันและสิ่งเจือปนในแก๊สอาร์คดังกล่าวส่งเสริมการพ่นโลหะและทำให้ลักษณะของตะเข็บเสียหาย ตะเข็บที่มีคุณภาพสูงพร้อมอุปกรณ์ดังกล่าวสามารถทำโดยช่างเชื่อมที่มีประสบการณ์และมีทักษะในหม้อแปลง

เครื่องง่ายขับเคลื่อนโดยกระแสสลับ
วงจรเรียงกระแส - ช่างเชื่อมที่สามารถแปลงกระแสสลับเป็นทิศทางตรงและลดแรงดันเครือข่ายโดยใช้ไดโอดเซมิคอนดักเตอร์ กระแสตรงให้อาร์คที่มั่นคงและช่วยให้คุณสามารถเชื่อมตะเข็บเป็นเนื้อเดียวกันและสุญญากาศแข็งแรงและสวยงาม เครื่องปรับกระแสไฟฟ้าเป็นสากลขั้วไฟฟ้าทุกประเภทเหมาะสำหรับมันโลหะทุกประเภทสามารถปรุงด้วยอุปกรณ์นี้: สแตนเลส, อลูมิเนียม, ทองแดง, ไทเทเนียม, โลหะผสมชนิดต่างๆ

เครื่องเชื่อมอเนกประสงค์เหมาะสำหรับขั้วไฟฟ้าทุกประเภท
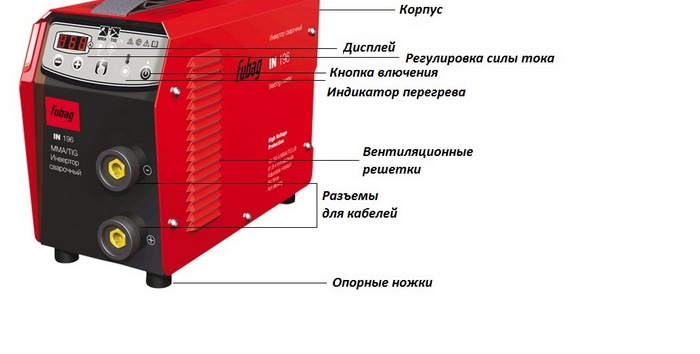
อินเวอร์เตอร์ - เป็นที่นิยมมากเพราะมีน้ำหนักเบามีฟังก์ชั่นที่ยอดเยี่ยมและมีการตั้งค่าอัตโนมัติ ลักษณะทางเทคนิคดังกล่าวช่วยให้ผู้เริ่มต้นทำงานได้ การออกแบบของอุปกรณ์รวมถึงจำนวนหน่วยที่แปลงกระแสสลับของเครือข่ายเป็นกระแสตรงของพลังงานสูง ข้อดีของช่างเชื่อมประเภทนี้คือ:
- ความสามารถในการปรับแต่ง;
- การปฏิบัติงานที่หลากหลาย
- อาร์คที่เสถียร
- ความต้านทานต่อไฟกระชาก;
- คุณภาพสูงของการเชื่อมตะเข็บเรียบ;
- ทำงานกับขั้วไฟฟ้าทุกชนิด
- การเชื่อมต่อของโลหะทุกชนิดที่มีความหนาและตำแหน่งในพื้นที่
- มีฟังก์ชั่นเพิ่มเติมที่ป้องกันการเกาะติดของอิเล็กโทรดและการฉีกขาด
- ความสามารถในการจุดประกายอิเล็กโทรดที่แหล่งจ่ายกระแสสูงสุด
จาก minuses มันสามารถสังเกตได้:
- ความจำเป็นในการกำจัดฝุ่นบ่อยๆ
- ความยาวสายเคเบิล จำกัด เท่ากับ 2.5 ม.
- ไม่สามารถทำงานที่อุณหภูมิอากาศต่ำกว่า - 15 องศา

อินเวอร์เตอร์เหมาะสำหรับช่างเชื่อมมือใหม่
อุปกรณ์กึ่งอัตโนมัติ - มีสองประเภท อดีตเพิ่มประสิทธิภาพการเชื่อมผ่านการป้อนลวดแบบต่อเนื่อง ในกรณีนี้ไม่จำเป็นต้องเปลี่ยนขั้วไฟฟ้าตลอดเวลา ตะเข็บเรียบต่อเนื่องและไม่มีข้อบกพร่อง คนที่สองทำงานในสภาพแวดล้อมที่เป็นก๊าซเพราะพวกเขาใช้ออกซิเจนไนโตรเจนและคาร์บอนไดออกไซด์เช่นเดียวกับอาร์กอนและฮีเลียม การเชื่อมแก๊สมีข้อดีดังต่อไปนี้:
- อุปกรณ์หนึ่งถูกออกแบบมาเพื่อทำงานกับทั้งก๊าซและลวด
- คุณภาพที่ดีเยี่ยมและความงามของรอยต่อ;
- โค้งเรียบมั่นคง
- ฟังก์ชั่นสูง
- ความสามารถในการเชื่อมข้อต่อที่ซับซ้อน

เมื่อใช้เครื่องนี้คุณสามารถสร้างงานเชื่อมคุณภาพสูงได้
สิ่งที่จำเป็นสำหรับการทำงานของช่างเชื่อมมือใหม่
ก่อนอื่นคุณต้องเตรียมอุปกรณ์และชุดคลุม
เครื่องมือและอุปกรณ์ป้องกัน
คุณจะต้องมีเครื่องเชื่อมชุดขั้วไฟฟ้าค้อนและสิ่วสำหรับตะกรันปั่นป่วนแปรงโลหะสำหรับทำความสะอาดตะเข็บ ที่ยึดไฟฟ้าใช้สำหรับยึดจับอิเล็กโทรดและจ่ายกระแสไฟฟ้าให้กับมัน จำเป็นต้องมีชุดแม่แบบเพื่อตรวจสอบขนาดตะเข็บ เส้นผ่าศูนย์กลางของอิเล็กโทรดจะถูกเลือกขึ้นอยู่กับความหนาของแผ่นโลหะ อย่าลืมเรื่องการป้องกัน เรากำลังเตรียมหน้ากากเชื่อมด้วยฟิลเตอร์แสงพิเศษที่ไม่ผ่านรังสีอินฟราเรดและปกป้องดวงตา หน้าจอและโล่ทำหน้าที่เดียวกัน ชุดผ้าใบกันน้ำประกอบด้วยแจ็คเก็ตที่มีแขนยาวและกางเกงขายาวแบบเรียบโดยไม่มีปกเสื้อหนังหรือรองเท้าสักหลาดเพื่อป้องกันการกระเด็นของโลหะและถุงมือหรือถุงมือ, ผ้าใบกันน้ำหรือหนังกลับ เสื้อผ้าที่ปิดโดยตรงเช่นนั้นจะป้องกันไม่ให้ช่างเชื่อมได้รับโลหะที่หลอมละลายบนร่างกายของเขา
มีอุปกรณ์ป้องกันพิเศษที่ใช้ในการทำงานที่ความสูงและภายในวัตถุโลหะเมื่อทำงานในตำแหน่งที่มีแนวโน้ม ในกรณีเช่นนี้คุณจะต้องมีรองเท้าบูทอิเล็กทริกหมวกกันน็อคถุงมือพรมรองเข่าที่วางแขนและสำหรับการเชื่อมสูงคุณต้องใช้เข็มขัดนิรภัยพร้อมสายรัด

อิเล็กโทรดให้เลือก
อิเล็กโทรดมีหลายประเภทและหลายยี่ห้อ นี่คือสาเหตุที่จำเป็นต้องเลือกโลหะของชิ้นส่วนที่เชื่อมต่อและอิเล็กโทรดโลหะเดียวกัน
อิเล็กโทรดแต่ละอันมีเครื่องหมายที่ให้ข้อมูลที่จำเป็นทั้งหมดแก่ช่างเชื่อม การเรียนรู้ที่จะอ่านเครื่องหมายเป็นเรื่องง่าย
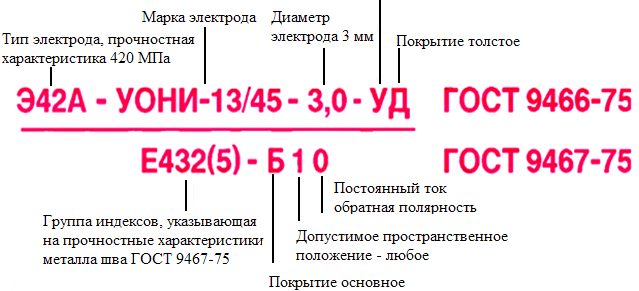
เครื่องหมายพิเศษระบุไว้บนขั้วไฟฟ้า
บ่อยครั้งที่พวกเขาถูกเคลือบด้วยสารเคลือบหลายชนิดที่ด้านบนซึ่งทำให้อิเล็กโทรดมีคุณสมบัติที่จำเป็นสำหรับการเชื่อมโลหะต่าง ๆ และสภาพการทำงาน นี่คือตารางการจำแนกประเภทของขั้วไฟฟ้าตามประเภทการเคลือบและคุณสมบัติการใช้งาน
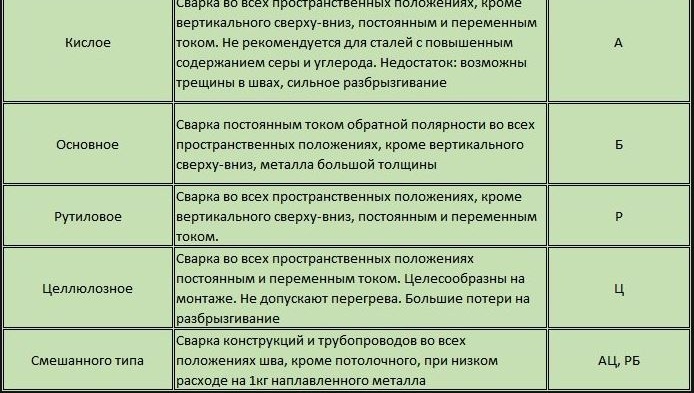
การเคลือบพิเศษให้คุณสมบัติพิเศษของขั้วไฟฟ้าที่จำเป็นสำหรับการเชื่อมโลหะต่าง ๆ
การจำแนกประเภทของอิเล็กโทรดตามประเภทและวัตถุประสงค์จะแสดงในฉลากผลิตภัณฑ์
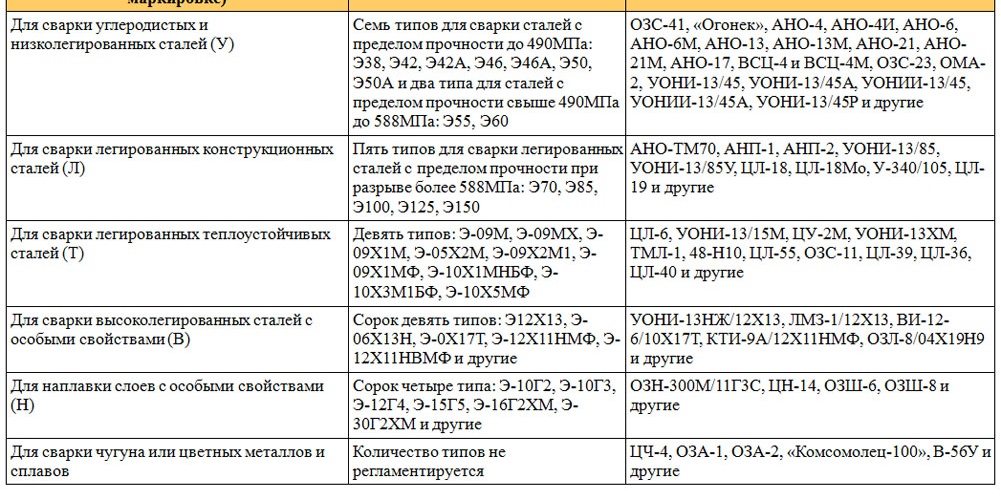
อิเล็กโทรดแตกต่างกันในประเภทและวัตถุประสงค์
ประเภทของรอยเชื่อม
รอยเชื่อมที่เชื่อมต่อจะถูกแบ่งตามสถานที่ความแข็งแรงเทคโนโลยีคุณลักษณะการออกแบบ ประเภทของที่ตั้งของตะเข็บ:
- ลดลง ง่ายและสะดวกที่สุดด้วยแรงโน้มถ่วงทำให้โลหะเติมช่องว่างระหว่างชิ้นส่วน นี่คือตะเข็บที่ทนทานและประหยัดที่สุด
- ตามแนวนอน ชิ้นงานตั้งฉากกับอิเล็กโทรดและตะเข็บทำงานในแนวนอน ส่วนหนึ่งของโลหะออกจากโซนเชื่อมและอิเล็กโทรดจะถูกบริโภคเร็วขึ้น
- แนวตั้งในกรณีนี้ช่องว่างจะตั้งฉากกับขั้วไฟฟ้า แต่รอยต่อจะเกิดขึ้นในแนวตั้ง โลหะหลอมเหลวมีแนวโน้มที่จะลดลงการใช้อิเล็กโทรดมีความสำคัญ
- ความโน้มเอียง การเคลื่อนไหวของมือช่างเชื่อมนั้นเอียง มันใช้สำหรับข้อต่อมุมและที
- ตะเข็บเพดานตั้งอยู่เหนือต้นแบบ
แยกการออกแบบ:
- ชน รอยต่อชนค่อนข้างคงทนและประหยัดไม่บิดเบือนพื้นผิวรอยต่อ นี่คือการเชื่อมต่อสากล
- ตักส่วนเชื่อมเมื่อมีพื้นที่ไม่เพียงพอสำหรับการเชื่อมชน ความหนาของชิ้นงานไม่ควรเกิน 8-10 มม.
- ขอแนะนำให้เชื่อมเชื่อมเนื้อทั้งสองด้านในขณะที่ชิ้นงานตั้งอยู่ในมุมซึ่งกันและกัน ตะเข็บนี้ไม่สามารถใช้งานได้ง่ายเนื่องจากการเพิ่มขึ้นของโซนที่ได้รับผลกระทบจากความร้อนและการสิ้นเปลืองอิเล็กโทรดที่สูงขึ้น
- T-joint เป็นรอยตะเข็บเชิงมุมที่ระนาบของชิ้นส่วนเชื่อมเป็นแนวตั้งฉาก รอยต่อที่เกิดขึ้นทั้งสองด้านนั้นค่อนข้างซับซ้อน
- ตะเข็บสำหรับหมุดย้ำไฟฟ้าจะถูกใช้เมื่อไม่จำเป็นต้องใช้ตะเข็บตะเข็บมันเป็นสิ่งที่ประหยัดที่สุดและไม่เด่น
การเชื่อมสามารถทำได้ในชั้นเดียวหรือหลายชั้นสำหรับชิ้นงานที่หนา
วิธีการเรียนรู้การเชื่อม - คู่มือสำหรับผู้เริ่มต้น
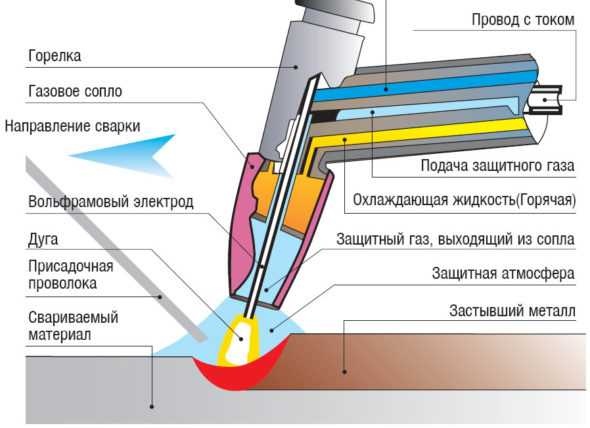
การเชื่อมเป็นกระบวนการที่มีอุณหภูมิสูง สำหรับการนำไปใช้งานอาร์คไฟฟ้าจะเกิดขึ้นและยึดจากอิเล็กโทรดไปยังผลิตภัณฑ์ที่เชื่อม ภายใต้อิทธิพลของวัสดุฐานและแกนโลหะของอิเล็กโทรดละลาย ผู้เชี่ยวชาญกล่าวว่ามีการเกิดสระเชื่อมขึ้นโดยมีการผสมระหว่างโลหะกับโลหะและอิเล็กโทรด ขนาดของอ่างที่เกิดขึ้นนั้นขึ้นอยู่กับโหมดการเชื่อมที่เลือกตำแหน่งเชิงพื้นที่ความเร็วอาร์ครูปร่างและขนาดของขอบ ฯลฯ โดยเฉลี่ยความกว้างของมันคือ 8-15 มม. ความยาว 10-30 มม. และความลึก - ประมาณ 6 มม.
การเคลือบอิเลคโทรดหรือการเคลือบที่เรียกว่าในระหว่างการหลอมจะก่อให้เกิดเขตก๊าซพิเศษในบริเวณส่วนโค้งและเหนืออ่าง มันจะกำจัดอากาศทั้งหมดออกจากพื้นที่เชื่อมและป้องกันการเกิดปฏิกิริยาของโลหะหลอมเหลวกับออกซิเจน นอกจากนี้ยังมีคู่ของฐานและโลหะอิเล็กโทรด Slag ก่อตัวขึ้นที่ด้านบนของแนวเชื่อมซึ่งยังป้องกันการเกิดปฏิกิริยาระหว่างละลายกับอากาศซึ่งส่งผลเสียต่อคุณภาพของการเชื่อม หลังจากการกำจัดอาร์คไฟฟ้าอย่างค่อยเป็นค่อยไปโลหะจะเริ่มตกผลึกและรอยต่อจะเกิดขึ้นที่รวมชิ้นส่วนที่จะเชื่อม ด้านบนของมันคือชั้นป้องกันของตะกรันซึ่งจะถูกลบออกในภายหลัง

ในระหว่างการเชื่อมการเคลือบอิเล็กโทรดจะถูกละลายซึ่งจะทำให้เกิดเป็นเขตก๊าซพิเศษ ข้างในนั้นโลหะฐานและอิเล็กโทรดผสม
เป็นการดีที่สุดสำหรับช่างเชื่อมมือใหม่ที่จะได้รับประสบการณ์ครั้งแรกภายใต้คำแนะนำของผู้เชี่ยวชาญที่สามารถแก้ไขข้อผิดพลาดได้และให้คำแนะนำที่เป็นประโยชน์ มีความจำเป็นต้องเริ่มทำงานโดยมีรายละเอียดที่แน่นอนที่เชื่อถือได้ เพื่อความปลอดภัยจากอัคคีภัยคุณต้องวางถังน้ำใกล้ตัวคุณ ด้วยเหตุผลเดียวกันมันเป็นไปไม่ได้ที่จะทำการเชื่อมบนฐานไม้และละเลยแม้แต่ชิ้นส่วนเล็ก ๆ ของขั้วไฟฟ้าที่ใช้แล้ว
การเชื่อมต่อเครื่องเชื่อม
เพื่อให้การเชื่อมใช้งานได้อย่างปลอดภัยคุณต้องเชื่อมต่อเครื่องกับเครือข่ายโดยปฏิบัติตามกฎต่อไปนี้:
- ก่อนอื่นคุณต้องตรวจสอบแรงดันไฟฟ้าและความถี่ปัจจุบัน ข้อมูลเหล่านี้จะต้องเหมือนกันในเครือข่ายและในอุปกรณ์
- เราตั้งค่าที่คำนวณได้ของพลังงานในปัจจุบันบนเครื่องเชื่อมซึ่งควรสอดคล้องกับเส้นผ่าศูนย์กลางอิเล็กโทรดที่เลือก หากบล็อกการตั้งค่าช่างเชื่อมช่วยให้คุณสามารถเลือกแรงดันไฟฟ้าคุณต้องตั้งค่าทันที การเชื่อมต่อทำผ่านปลั๊กพิเศษและตัวต่อสายดิน
- ยึดขั้วสายดินให้แน่น ตรวจสอบว่าสายเคเบิลมีฉนวนและซ่อนตัวอยู่ในที่ยึดพิเศษ
- โปรดตรวจสอบการเชื่อมต่อสายเคเบิลปลั๊กทั้งหมด
- คุณสามารถใช้สายเคเบิลพิเศษที่เชื่อมต่อโดยไม่ต้องเชื่อมต่อตรงกลาง
- ในบ้านเก่าที่มีสายไฟไม่ดีอาจเกิดแรงดันไฟฟ้าตก มันหยุดกระบวนการและสามารถสร้างความเสียหายให้กับอุปกรณ์เชื่อม ในกรณีนี้คุณต้องมีเครื่องกำเนิดไฟฟ้าที่จะให้แรงดันไฟฟ้าในระดับปฏิบัติการ
เครื่องเชื่อมนั้นง่าย
วิธีการเลือกกระแสไฟฟ้าที่เหมาะสม
ปัจจุบันการเชื่อมเป็นตัวบ่งชี้ที่สำคัญของการเชื่อมและกำหนดประเภทและลักษณะของรอยต่อและประสิทธิภาพของงาน ยิ่งกระแสไฟฟ้าสูงขึ้นเท่าใดอาร์คจะมีเสถียรภาพมากขึ้นเท่านั้น ความแรงของกระแสขึ้นอยู่กับตำแหน่งของชิ้นงานในอวกาศและขนาดของอิเล็กโทรด ค่าสูงสุดถูกตั้งค่าสำหรับการเชื่อมชิ้นงานแนวนอน สำหรับรอยต่อแนวตั้งค่าปัจจุบันจะถูกใช้น้อยลง 15% และสำหรับรอยต่อบนเพดาน - 20%
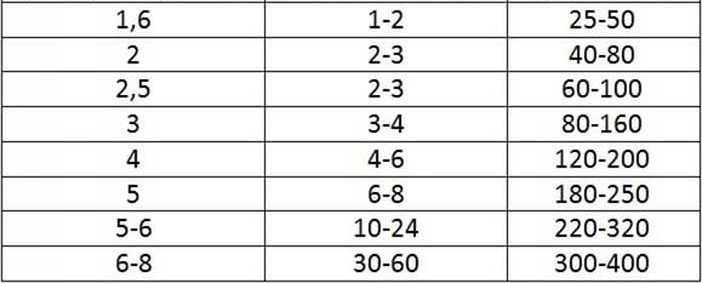
ความแรงของกระแสขึ้นอยู่กับตำแหน่งของชิ้นงานและขนาดของอิเล็กโทรด
วิธีการทำให้ส่วนโค้งแสง
วิธีแรกคือโดยการสัมผัส ในการทำเช่นนี้ให้ติดตั้งอิเล็กโทรดที่มุมประมาณ 60 °เทียบกับผลิตภัณฑ์ ค่อยๆจับพวกมันบนพื้นผิว ประกายไฟควรปรากฏขึ้นตอนนี้เราสัมผัสโลหะด้วยอิเล็กโทรดและยกให้มีความสูงไม่เกิน 5 มม.
หากการดำเนินการถูกต้องอาร์คจะสว่างขึ้น ต้องรักษาช่องว่างห้ามิลลิเมตรตลอดการเชื่อม โปรดทราบว่าเมื่อทำการเชื่อมโลหะด้วยการเชื่อมไฟฟ้าอย่างเหมาะสมแล้วอิเล็กโทรดจะค่อยๆเผาไหม้ดังนั้นมันจึงอยู่ใกล้กับโลหะมากขึ้นเล็กน้อย อิเล็กโทรดควรเคลื่อนที่อย่างช้า ๆ หากมันเกิดขึ้นทันทีคุณจะต้องแกว่งไปด้านข้างเล็กน้อย หากอาร์คไม่ติดไฟอาจจำเป็นต้องเพิ่มความแรงของกระแสไฟฟ้า
วิธีที่สองโดดเด่น มีความจำเป็นต้องนำอิเล็กโทรดไปยังพื้นผิวของชิ้นงานและกระแทกกับชิ้นส่วนราวกับว่าคุณกำลังจับคู่ไฟ มันเป็นไปได้ที่จะอำนวยความสะดวกในการจุดระเบิดของอิเล็กโทรดโดยฉาบจากขอบ
การเอียงและการเคลื่อนที่ของอิเล็กโทรด
หลังจากเป็นไปได้ที่จะติดไฟและบำรุงรักษาอาร์คโดยไม่มีปัญหามันเป็นเวลาที่จะดำเนินการหลอมรวมของลูกกลิ้ง เราส่องแสงอาร์กอย่างช้า ๆ และเคลื่อนย้ายอิเล็กโทรดในแนวนอนอย่างช้าๆและเคลื่อนไหวการสั่นของแสง ในเวลาเดียวกันโลหะหลอมเหลวดูเหมือนว่าจะ“ ไปรับ” จนถึงศูนย์กลางของส่วนโค้ง ผลลัพธ์ควรเป็นรอยต่อที่แข็งแรงด้วยคลื่นขนาดเล็กที่เกิดขึ้นจากโลหะเชื่อม
มุมของอิเล็กโทรดสำหรับช่างเชื่อมมือใหม่นั้นดีกว่าที่จะสังเกตุประมาณ 70 องศานั่นคือด้วยการเบี่ยงเบนเล็กน้อยจากแนวตั้ง ด้านล่างเป็นแผนผังของการเชื่อมอาร์ค
มุมของอิเล็กโทรดประมาณ 70 องศา
หากอิเล็กโทรดถูกเผาเกือบสมบูรณ์ในระหว่างการเชื่อมชิ้นส่วนและตะเข็บยังไม่เสร็จสมบูรณ์การทำงานจะหยุดชั่วคราว เราเปลี่ยนองค์ประกอบที่ใช้เป็นองค์ประกอบใหม่ลบตะกรันและทำงานต่อไป ที่ระยะทางประมาณ 12 มม. จากการยุบที่เกิดขึ้นที่ปลายตะเข็บซึ่งเรียกว่าปล่องภูเขาไฟเราจุดประกายส่วนโค้ง เรานำอิเล็กโทรดไปยังช่องเพื่อให้โลหะผสมเกิดขึ้นจากโลหะของอิเล็กโทรดเก่าและอิเล็กโทรดที่ติดตั้งใหม่หลังจากนั้นการเชื่อมรอยต่อยังคงดำเนินต่อไป

ในระหว่างการเชื่อมอิเล็กโทรดทำให้เกิดการเคลื่อนไหวบางอย่างโดยเฉพาะอย่างยิ่งการแปลความยาวและตามขวาง ตะเข็บประเภทต่าง ๆ ทำจากชุดค่าผสมที่พบมากที่สุดจะแสดงในแผนภาพ
วิถีการเคลื่อนที่ของอาร์คระหว่างการเชื่อมชิ้นส่วนสามารถทำได้ในสามทิศทาง:
- ความก้าวหน้า. มันเกี่ยวข้องกับการเคลื่อนย้ายส่วนโค้งตามแนวแกนของอิเล็กโทรด ดังนั้นจึงง่ายพอที่จะรักษาความยาวส่วนโค้งที่มั่นคง
- ตามยาว มันเป็นลูกกลิ้งเชื่อมเส้นใยซึ่งความสูงนั้นขึ้นอยู่กับความเร็วที่อิเล็กโทรดเคลื่อนที่และความหนาของมัน นี่เป็นตะเข็บธรรมดา แต่บางมาก ในการแก้ไขนั้นในกระบวนการเคลื่อนย้ายอิเล็กโทรดตามแนวตะเข็บจะทำการเคลื่อนไหวตามขวางด้วย
- ตามขวาง ช่วยให้คุณได้ความกว้างตะเข็บที่ต้องการ มันจะดำเนินการโดยการเคลื่อนไหวของการแกว่ง ความกว้างของมันจะถูกเลือกตามขนาดและตำแหน่งของรอยต่อรูปร่างของการตัด ฯลฯ
ในทางปฏิบัติมีการใช้การเคลื่อนไหวหลักทั้งสามซึ่งซ้อนทับกันและก่อให้เกิดวิถี มีตัวเลือกคลาสสิกอย่างไรก็ตามอาจารย์แต่ละคนมักจะ "เห็น" ลายมือของเขาเอง สิ่งสำคัญคือในระหว่างการทำงานขอบขององค์ประกอบที่เชื่อมต่อจะละลายอย่างดีและตะเข็บของรูปร่างที่กำหนดจะได้รับ
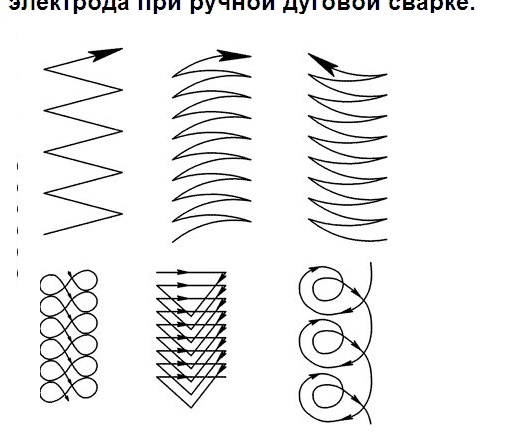
ตามกฎแล้วทั้งสามทิศทางจะถูกนำไปใช้พวกเขาสามารถทับซ้อนกันและสร้างวิถี
ตะเข็บเชื่อม
เชื่อมติดเพดาน
ตะเข็บนี้ถือว่าเป็นสิ่งที่ยากที่สุดเนื่องจากสระว่ายน้ำหันกลับหัวและตั้งอยู่เหนือช่างเชื่อม อิเล็กโทรดจะถูกเลือกไม่เกิน 4 มม. และถูกนำไปด้านข้างเล็กน้อยเพื่อให้โลหะไม่กระจาย ใช้ส่วนโค้งสั้นและขั้วไฟฟ้าที่แห้งสนิทรอยต่อระหว่างการเชื่อมติดเพดานควรจะบาง การเคลื่อนไหวเกิดขึ้นกับตัวเองดังนั้นช่างเชื่อมจึงสามารถควบคุมคุณภาพของตะเข็บได้ง่ายขึ้น มีหลายวิธีที่จะทำ:
- บันได;
- เดือนเสี้ยว;
- อย่างตรงกันข้าม
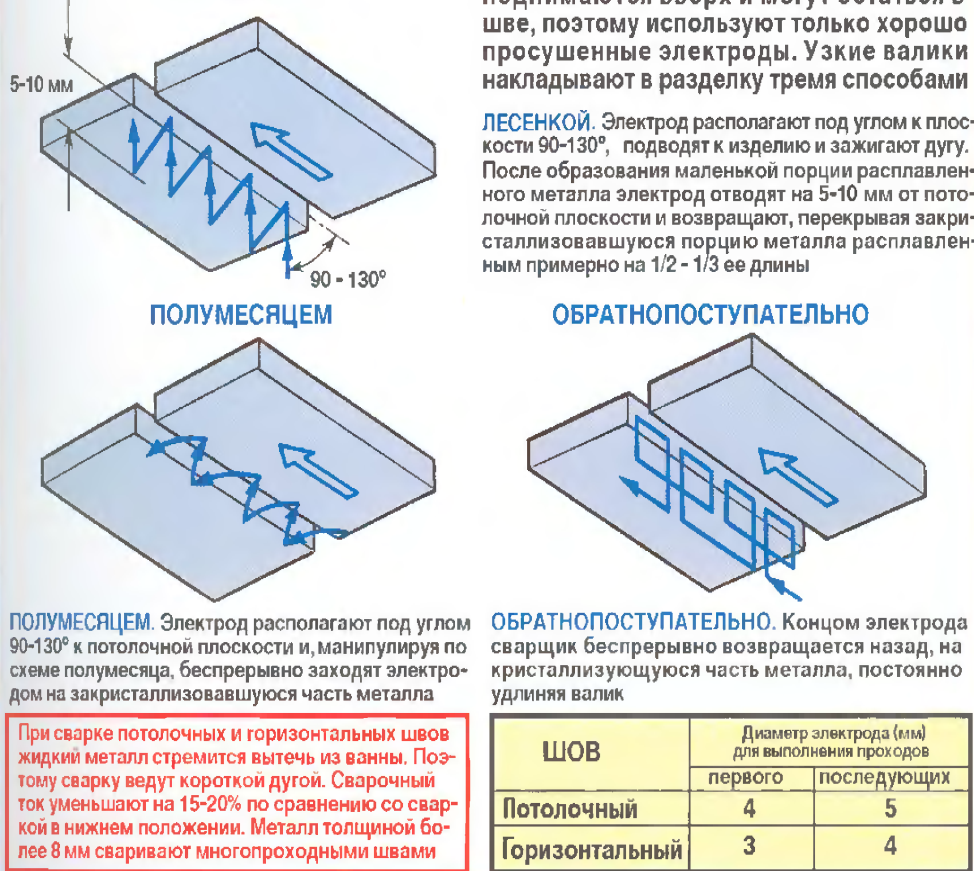
ข้อต่อแบบเพดานถือว่าเป็นสิ่งที่ยากที่สุด
วิดีโอ: ทำตะเข็บบนเพดาน
แนวตั้ง
เมื่อทำการเย็บตะเข็บคุณสามารถนำอิเล็กโทรดจากบนลงล่างหรือจากล่างขึ้นบน เพื่อให้โลหะไม่ระบายออกควรวางอิเล็กโทรดในมุม 45-50 องศาจากตำแหน่งตั้งฉาก ช่างเชื่อมที่มีประสบการณ์แนะนำให้ทำตะเข็บนี้ในการวิ่งครั้งเดียว
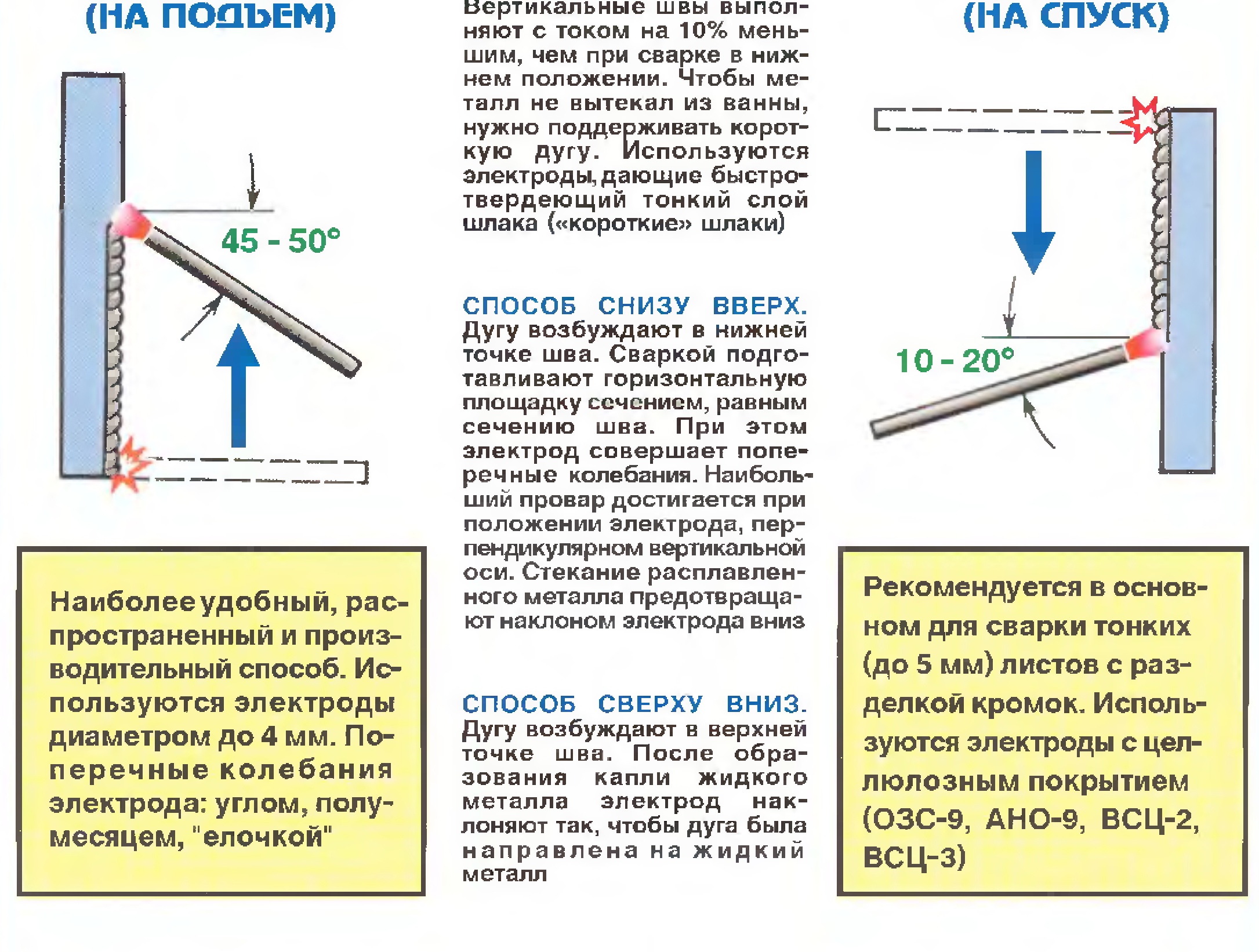
เมื่อทำการตะเข็บแนวตั้งอิเล็กโทรดจะอยู่ที่มุม 45-50 องศา
วิดีโอ: ตะเข็บแนวตั้ง
23.03
ตะเข็บแนวนอน
เมื่อทำการเย็บตะเข็บปัญหาหลักอยู่ที่การไหลของโลหะลง เพื่อแก้ปัญหานี้ช่างเชื่อมต้องเลือกมุมของอิเล็กโทรดและความเร็วของทางเดิน การเชื่อมจะดำเนินการจากซ้ายไปขวาหรือจากขวาไปซ้าย
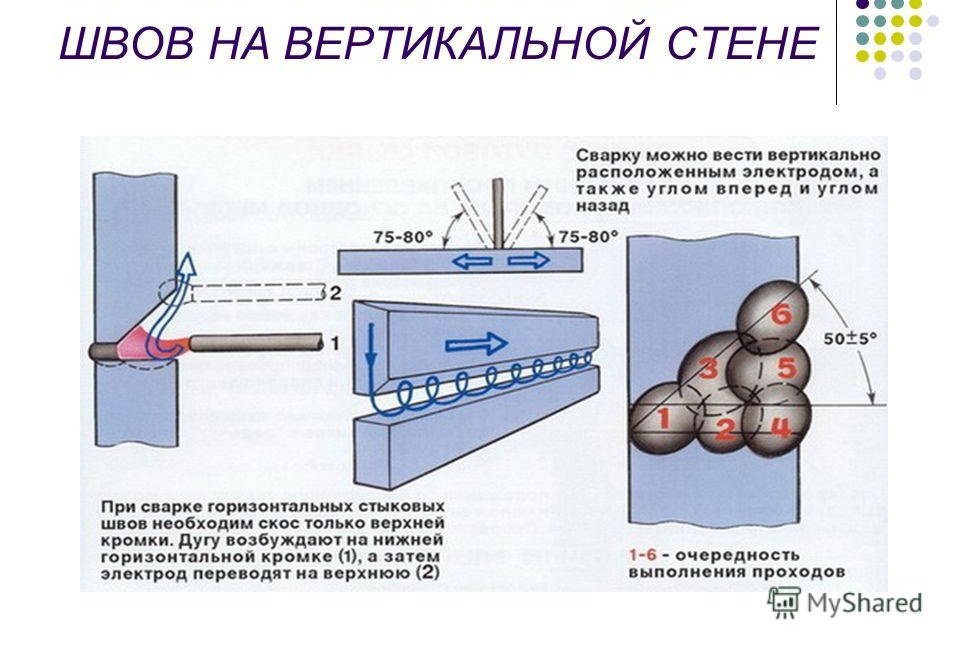
เมื่อทำการตะเข็บแนวนอนคุณจะต้องเลือกมุมของอิเล็กโทรดและความเร็วในการผ่านอย่างถูกต้อง
เชิงมุม
เมื่อสร้างเนื้อหรือข้อต่อ T ชิ้นส่วนจะถูกวางตำแหน่งในมุมที่แตกต่างกันโดยเรือเพื่อให้โลหะหลอมเหลวไหลเข้ามุม จากนั้นพวกเขาจะถูกจับโดยการเชื่อมทั้งสองด้านขอบด้านหนึ่งของโครงสร้างควรสูงกว่าอีกเล็กน้อย การเคลื่อนที่ของอิเล็กโทรดเริ่มต้นจากจุดล่าง
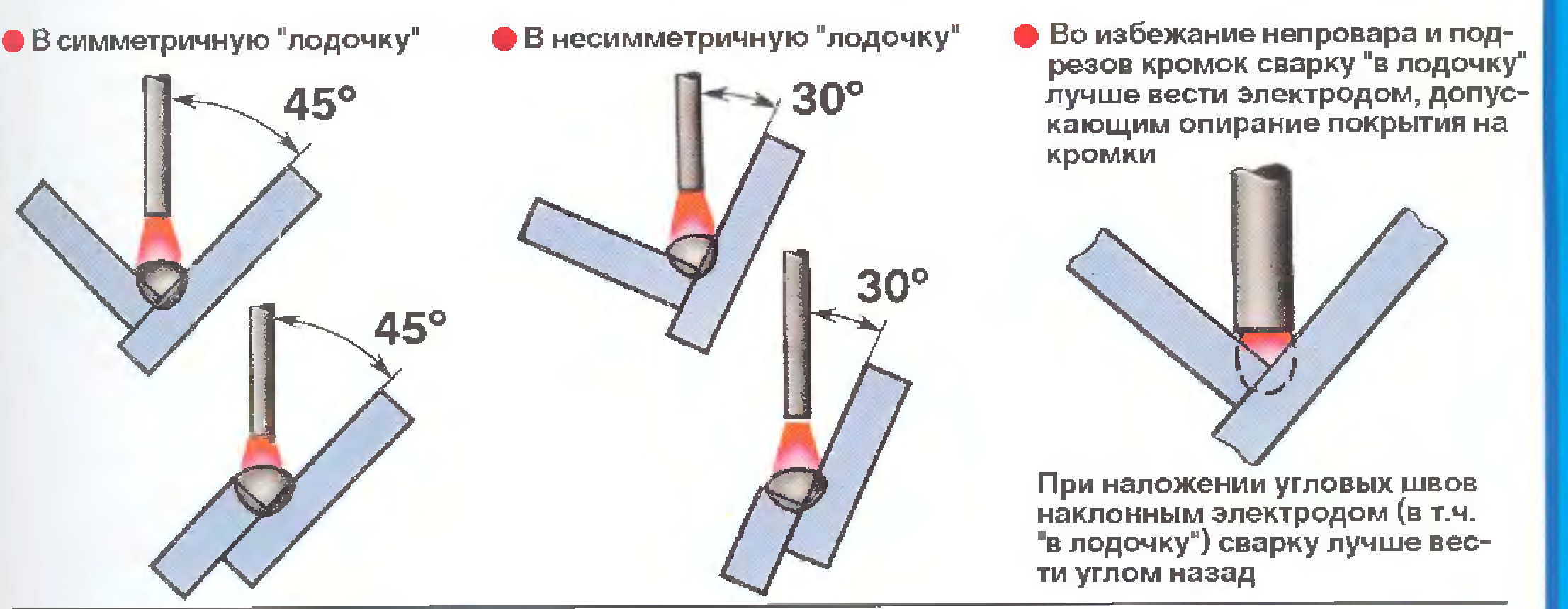
ในการเชื่อมมุมการเคลื่อนที่ของอิเล็กโทรดจะเริ่มจากด้านล่าง
คุณสมบัติของการเชื่อมท่อ
ด้วยการเชื่อมอาร์คคุณสามารถสร้างตะเข็บแนวตั้งซึ่งตั้งอยู่ที่ด้านข้างของท่อแนวนอน - ตามแนวเส้นรอบวง เช่นเดียวกับเพดานและด้านล่างตั้งอยู่ตามลำดับด้านบนและด้านล่าง นอกจากนี้หลังถือเป็นวิธีที่สะดวกที่สุดในการดำเนินการ ท่อเหล็กมักจะเชื่อมชนกับการเจาะบังคับของขอบทั้งหมดตามความสูงของผนัง เพื่อลดการไหลเข้าภายในท่อจะทำการเลือกมุมเอียงของอิเล็กโทรดไม่เกิน 45 °เทียบกับแนวนอน ความสูงของตะเข็บคือ 2-3 มม. ความกว้างคือ 6-8 มม. เมื่อเชื่อมแบบ lap ความสูงของรอยต่ออยู่ที่ประมาณ 3 มม. และความกว้างคือ 6-8 มม.
ก่อนที่จะเริ่มทำอาหารด้วยการเชื่อมไฟฟ้าเราดำเนินงานเตรียมการ:
- ทำความสะอาดไอเท็มอย่างละเอียด
- หากปลายท่อผิดรูปให้ตัดหรือยืดให้ตรง
- ทำความสะอาดขอบ เราทำความสะอาดอย่างน้อย 10 มม. ของระนาบด้านนอกและด้านในที่อยู่ติดกับขอบท่อกับเงาโลหะ
ตอนนี้คุณสามารถเริ่มการเชื่อม ข้อต่อทั้งหมดจะถูกประมวลผลอย่างต่อเนื่องถึงการเชื่อมที่สมบูรณ์ ข้อต่อแบบหมุนและแบบไม่หมุนที่มีความกว้างผนังสูงสุด 6 มม. ผลิตอย่างน้อย 2 ชั้น ด้วยความกว้างของผนัง 6-12 มม. - สามชั้นทำมากกว่า 19 มม. - สี่ ความผิดปกติของการเชื่อมท่อคือรอยต่อแต่ละอันที่นำไปใช้กับข้อต่อต้องได้รับการทำความสะอาดด้วยตะกรันหลังจากนั้นจะดำเนินการดังต่อไปนี้ ตะเข็บแรกเป็นความรับผิดชอบมากที่สุด มันควรจะละลายขอบและ blunts ทั้งหมด มันมีการตรวจสอบโดยเฉพาะอย่างยิ่งสำหรับการตรวจจับรอยแตก หากพวกเขาอยู่พวกเขาจะหลอมเหลวหรือชิ้นส่วนถูกตัดและต้มอีกครั้ง

ชั้นสุดท้ายนั้นราบเรียบที่สุดเท่าที่จะเป็นไปได้ด้วยการเปลี่ยนเป็นโลหะฐานอย่างราบรื่น
ชั้นที่สองและที่ตามมาทั้งหมดจะดำเนินการโดยการหมุนท่ออย่างช้าๆ จุดสิ้นสุดและจุดเริ่มต้นของทุกชั้นจะต้องถูกแทนที่ด้วยความสัมพันธ์กับชั้นก่อนหน้า 15-30 มม. ชั้นสุดท้ายจะดำเนินการกับการเปลี่ยนราบรื่นกับโลหะฐานและพื้นผิวเรียบ เพื่อปรับปรุงคุณภาพของการเชื่อมท่อด้วยการเชื่อมไฟฟ้าแต่ละชั้นที่ตามมาจะดำเนินการในทิศทางตรงกันข้ามเมื่อเทียบกับก่อนหน้านี้และจุดปิดของพวกเขาจะต้องอยู่ในตำแหน่งที่แตกต่างกัน
การเชื่อมด้วยตนเองเป็นงานที่ค่อนข้างซับซ้อน อย่างไรก็ตามหากคุณต้องการคุณยังคงสามารถเชี่ยวชาญได้ คุณต้องเรียนรู้กฎพื้นฐานของกระบวนการและเรียนรู้การทำแบบฝึกหัดที่ง่ายที่สุด ไม่จำเป็นต้องเสียเวลาและพลังงานเพื่อฝึกฝนการใช้งานพื้นฐานซึ่งจะกลายเป็นพื้นฐานของการเชี่ยวชาญ จากนั้นจะเป็นไปได้ที่จะย้ายไปยังเทคนิคที่ซับซ้อนมากขึ้นอย่างต่อเนื่องสร้างเสริมทักษะของคุณ
อัพเดทวัสดุ 03.03.2018


5 ความคิดเห็น