Cách nấu ăn bằng hàn: hướng dẫn đầy đủ cho người mới bắt đầu

Một đường hàn là một trong những cách đáng tin cậy nhất để kết nối các bộ phận. Nó được sử dụng trong công nghiệp và trong cuộc sống hàng ngày. Mỗi thợ thủ công sử dụng hàn theo thời gian. Chà, nếu anh ấy biết tự nấu ăn, nhưng thường phải chuyển sang chuyên gia. Nhưng hàn là hoàn toàn có thể học hỏi. Bạn nên bắt đầu với điều đơn giản nhất: hàn điện cho người mới bắt đầu, trước hết là đào tạo trong việc thực hiện các đường nối khác nhau. Công việc phức tạp hơn chỉ có thể được thực hiện với kinh nghiệm. Hãy xem xét những điều cơ bản của công nghệ và một số thủ thuật của quy trình hàn, cũng như các thiết bị và vật liệu được sử dụng.
Nội dung
Các loại máy hàn
Để lựa chọn chính xác máy hàn, cần phải tính đến tất cả các ưu và nhược điểm của các loại và mô hình của thợ hàn.
Máy biến áp - các thiết bị đơn giản và truyền thống nhất, có trọng lượng khá nặng, được chế tạo trên cơ sở máy biến áp bước xuống, mang lại giá trị điện áp cho giá trị cần thiết để vận hành. Một tính năng của máy biến áp là chúng hoạt động trên dòng điện xoay chiều, tạo ra hồ quang không ổn định. Kết hợp với sự gia tăng lượng xỉ và tạp chất khí, một vòng cung như vậy thúc đẩy phun kim loại và làm hỏng sự xuất hiện của đường may. Một đường may chất lượng cao với một thiết bị như vậy có thể được thực hiện bởi một thợ hàn có kinh nghiệm với các kỹ năng trên máy biến áp.

Thiết bị đơn giản được cung cấp bởi dòng điện xoay chiều
Bộ chỉnh lưu - thợ hàn có thể chuyển đổi dòng điện xoay chiều để trực tiếp và hạ thấp điện áp mạng bằng cách sử dụng điốt bán dẫn. Dòng điện trực tiếp cho một hồ quang ổn định và cho phép bạn làm cho đường hàn đồng nhất và kín khí, mạnh mẽ và đẹp. Bộ chỉnh lưu là phổ quát, tất cả các loại điện cực đều phù hợp với nó, tất cả các loại kim loại có thể được nấu bằng thiết bị này: thép không gỉ, nhôm, đồng, titan, hợp kim khác nhau.

Một máy hàn vạn năng phù hợp với mọi loại điện cực
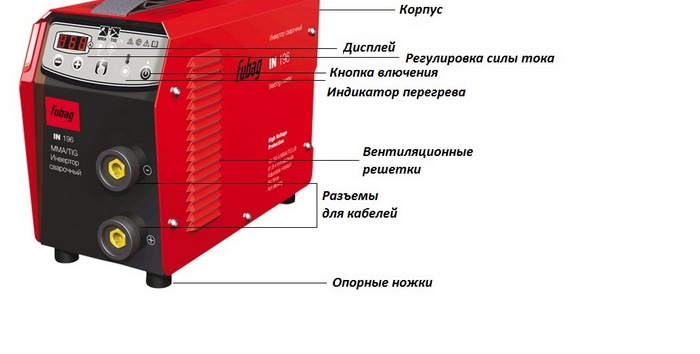
Biến tần - Chúng rất phổ biến vì nhẹ, có chức năng tuyệt vời và có cài đặt tự động. Đặc tính kỹ thuật như vậy cho phép người mới bắt đầu làm việc trên nó. Thiết kế của bộ máy bao gồm một số đơn vị chuyển đổi dòng điện xoay chiều của mạng thành dòng điện trực tiếp có công suất cao. Ưu điểm của loại máy hàn này là:
- khả năng tinh chỉnh;
- thực hiện một loạt các nhiệm vụ;
- hồ quang ổn định;
- khả năng chống lại sự gia tăng sức mạnh;
- chất lượng cao của hàn, đường may mịn;
- làm việc với tất cả các loại điện cực;
- kết nối của tất cả các loại kim loại có độ dày và vị trí trong không gian.
- Nó có các chức năng bổ sung chống dính điện cực và tách tách;
- khả năng đốt cháy điện cực ở nguồn cung cấp tối đa;
Trong số các nhược điểm, có thể lưu ý:
- sự cần thiết phải loại bỏ bụi thường xuyên;
- chiều dài cáp giới hạn bằng 2,5 m;
- không có khả năng làm việc ở nhiệt độ không khí dưới - 15 độ.

Biến tần thích hợp cho thợ hàn mới
Thiết bị bán tự động - Có hai loại. Các cựu tăng năng suất hàn thông qua thức ăn dây liên tục. Trong trường hợp này, không cần thiết phải liên tục thay đổi các điện cực. Các đường may mịn, liên tục và không có khuyết tật. Những cái thứ hai hoạt động trong môi trường khí, vì chúng sử dụng oxy, nitơ và carbon dioxide, cũng như argon và helium. Hàn khí có những ưu điểm sau:
- một đơn vị được thiết kế để làm việc với cả gas và dây;
- chất lượng tuyệt vời và tính thẩm mỹ của đường may;
- hồ quang mịn ổn định;
- chức năng cao;
- khả năng hàn các khớp phức tạp.

Sử dụng máy này, bạn có thể tạo ra một mối hàn chất lượng cao
Những gì cần thiết cho một thợ hàn mới làm việc
Trước hết, bạn cần chuẩn bị thiết bị và áo liền quần.
Dụng cụ và thiết bị bảo vệ
Bạn chắc chắn sẽ cần một máy hàn, một bộ điện cực, búa và đục để đục xỉ, bàn chải kim loại để làm sạch các đường nối. Một giá đỡ điện được sử dụng để kẹp, giữ điện cực và cung cấp dòng điện cho nó. Chúng tôi cũng cần một bộ các mẫu để kiểm tra kích thước của đường may. Đường kính của điện cực được chọn tùy thuộc vào độ dày của tấm kim loại. Đừng quên bảo vệ. Chúng tôi đang chuẩn bị mặt nạ hàn với bộ lọc ánh sáng đặc biệt không vượt qua tia hồng ngoại và bảo vệ mắt. Màn hình và tấm chắn thực hiện chức năng tương tự. Bộ đồ bạt, bao gồm áo khoác có tay dài và quần trơn không có ve áo, giày da hoặc nỉ để bảo vệ chống văng kim loại và găng tay hoặc găng tay, vải hoặc da lộn với một lớp phủ trên tay áo. Quần áo kín, trực tiếp như vậy ngăn không cho thợ hàn bị kim loại nóng chảy trên cơ thể.
Có những thiết bị bảo vệ đặc biệt được sử dụng để làm việc ở độ cao và bên trong các vật kim loại khi làm việc ở vị trí dễ bị. Trong những trường hợp như vậy, cần có ủng điện môi, mũ bảo hiểm, găng tay, thảm, miếng đệm đầu gối, tay vịn và để hàn ở độ cao cao, cần có dây an toàn có dây đai.

Chọn điện cực nào
Các điện cực có nhiều loại và nhãn hiệu. Điều này là do sự cần thiết phải chọn kim loại của các bộ phận được kết nối và cùng một điện cực kim loại.
Mỗi điện cực có một dấu hiệu cung cấp cho thợ hàn tất cả các thông tin cần thiết. Học cách đọc đánh dấu là dễ dàng.
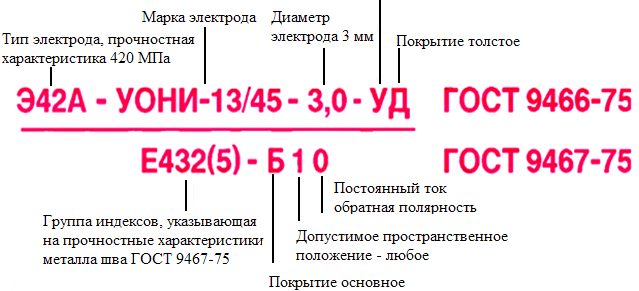
Các dấu hiệu đặc biệt được chỉ định trên các điện cực.
Thông thường chúng được phủ lên trên cùng với các lớp phủ khác nhau, điều này mang lại cho các điện cực các tính chất cần thiết để hàn các kim loại và điều kiện làm việc khác nhau. Dưới đây là bảng phân loại các điện cực theo loại lớp phủ và ứng dụng.
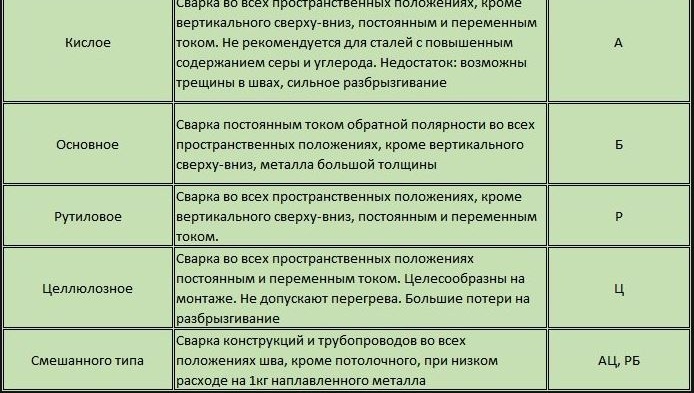
Lớp phủ đặc biệt mang lại cho các điện cực tính chất đặc biệt cần thiết để hàn các kim loại khác nhau
Việc phân loại các điện cực theo loại và mục đích được phản ánh trong ghi nhãn sản phẩm.
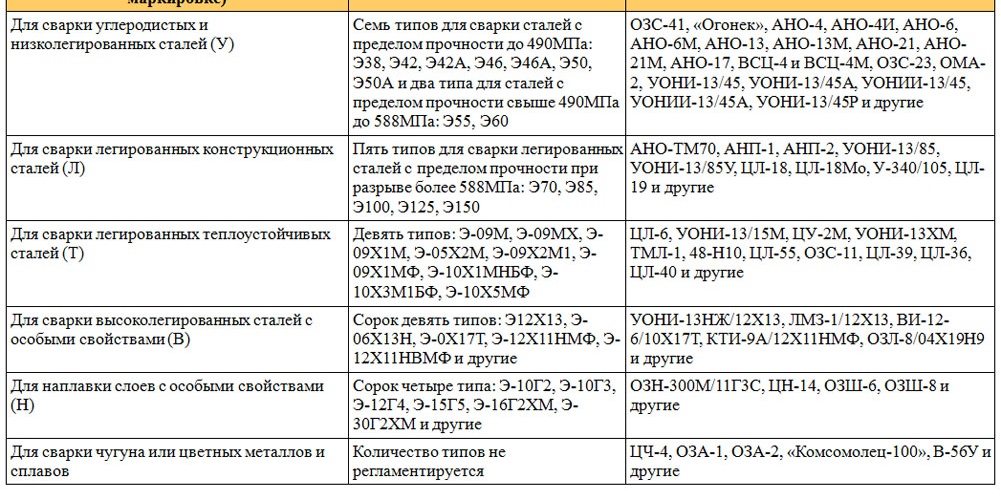
Các điện cực khác nhau về loại và mục đích.
Các loại mối hàn
Mối hàn kết nối được chia theo vị trí, cường độ, công nghệ, tính năng thiết kế. Các loại vị trí của các đường nối:
- Thấp hơn. Đơn giản và thuận tiện nhất, nhờ lực hấp dẫn, kim loại lấp đầy khoảng cách giữa các bộ phận. Đây là đường may bền nhất và kinh tế nhất.
- Ngang. Các phôi được vuông góc với điện cực và đường may chạy theo chiều ngang. Một phần của kim loại rời khỏi vùng hàn và điện cực được tiêu thụ nhanh hơn.
- Theo chiều dọc.Trong trường hợp này, các phôi cũng vuông góc với điện cực, nhưng đường may được hình thành theo chiều dọc. Các kim loại nóng chảy có xu hướng giảm, tiêu thụ điện cực là đáng kể.
- Nghiêng. Chuyển động của bàn tay thợ hàn nghiêng. Nó được sử dụng cho các góc và khớp tee.
- Các đường may trần được đặt phía trên tổng thể.
Thiết kế tách biệt:
- Mông Khớp mông khá bền và tiết kiệm, không làm biến dạng bề mặt khớp. Đây là một kết nối phổ quát.
- Lap các bộ phận hàn khi không có đủ không gian cho một mối hàn mông. Độ dày của phôi không được quá 8-10 mm.
- Nên hàn các mối hàn góc trên cả hai mặt, trong khi các phôi được đặt ở một góc với nhau. Đường may này không dễ thực hiện do sự gia tăng vùng chịu ảnh hưởng nhiệt và mức tiêu thụ điện cực cao.
- Khớp T là một đường nối góc trong đó các mặt phẳng của các bộ phận được hàn vuông góc. Các đường may được hình thành ở hai bên, nó khá phức tạp.
- Một đường may cho đinh tán điện được sử dụng khi không cần đường may kín, nó là kinh tế nhất và không rõ ràng.
Hàn có thể được thực hiện trong một lớp hoặc trong một số lớp cho phôi dày.
Cách học nấu ăn bằng hàn - Hướng dẫn cho người mới bắt đầu
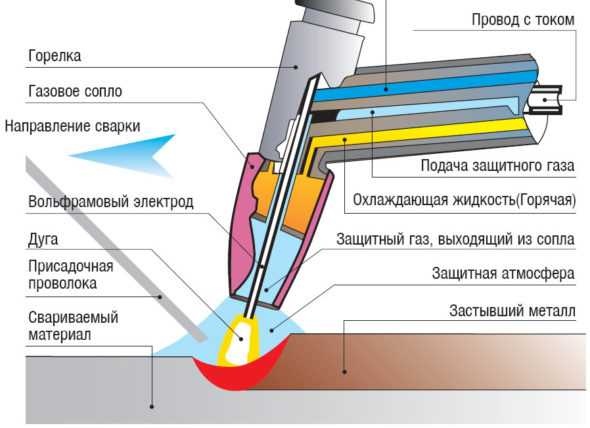
Hàn là một quá trình nhiệt độ cao. Để thực hiện, một hồ quang điện được hình thành và giữ từ điện cực đến sản phẩm hàn. Dưới ảnh hưởng của nó, vật liệu cơ bản và thanh kim loại của điện cực tan chảy. Các chuyên gia nói rằng một hồ hàn được hình thành, trong đó kim loại cơ bản và điện cực được trộn lẫn. Kích thước của bể hình thành trực tiếp phụ thuộc vào chế độ hàn đã chọn, vị trí không gian, tốc độ hồ quang, hình dạng và kích thước của cạnh, v.v ... Trung bình, chiều rộng của nó là 8-15 mm, dài 10-30 mm và sâu - khoảng 6 mm.
Lớp phủ của điện cực, cái gọi là lớp phủ, trong quá trình nóng chảy tạo thành một vùng khí đặc biệt trong khu vực của vòng cung và phía trên bồn tắm. Nó thay thế tất cả không khí từ khu vực hàn và ngăn chặn sự tương tác của kim loại nóng chảy với oxy. Ngoài ra, nó chứa các cặp kim loại cơ bản và điện cực. Xỉ được hình thành trên đỉnh của mối hàn, điều này cũng ngăn cản sự tương tác của sự tan chảy với không khí, ảnh hưởng tiêu cực đến chất lượng hàn. Sau khi loại bỏ dần hồ quang điện, kim loại bắt đầu kết tinh và một đường may được hình thành kết hợp các bộ phận hàn. Trên cùng là một lớp xỉ bảo vệ, sau đó được loại bỏ.

Trong quá trình hàn, lớp phủ điện cực bị nóng chảy, tạo thành một vùng khí đặc biệt. Bên trong nó, kim loại cơ bản và điện cực được trộn lẫn
Tốt nhất là thợ hàn mới có được trải nghiệm đầu tiên dưới sự hướng dẫn của chuyên gia có thể sửa các lỗi có thể và đưa ra lời khuyên hữu ích. Nó là cần thiết để bắt đầu công việc, đã cố định một cách đáng tin cậy một chi tiết. Để an toàn cháy nổ, bạn cần đặt một xô nước gần bạn. Vì lý do tương tự, không thể thực hiện công việc hàn trên đế gỗ và bỏ qua các dư lượng rất nhỏ của điện cực đã sử dụng.
Kết nối máy hàn
Để hàn hoạt động an toàn, bạn phải kết nối máy với mạng, tuân thủ các quy tắc sau:
- Đầu tiên bạn cần kiểm tra điện áp và tần số hiện tại. Các dữ liệu này phải giống nhau trên mạng và trên thiết bị.
- Chúng tôi đặt giá trị tính toán của công suất hiện tại trên máy hàn, tương ứng với đường kính điện cực đã chọn. Nếu khối cài đặt thợ hàn cho phép bạn chọn điện áp, bạn cần đặt nó ngay lập tức. Kết nối được thực hiện thông qua một phích cắm đặc biệt và một lug nối đất.
- Buộc chặt kẹp đất một cách an toàn. Kiểm tra xem cáp có được cách điện và giấu cẩn thận vào một giá đỡ đặc biệt không.
- Hãy chắc chắn kiểm tra tất cả các kết nối, dây cáp, phích cắm.
- Bạn có thể sử dụng một dây mở rộng đặc biệt kết nối mà không cần kết nối trung gian.
- Trong các ngôi nhà cũ với hệ thống dây điện kém, giảm điện áp có thể xảy ra. Nó dừng quá trình và có thể làm hỏng thiết bị hàn. Trong trường hợp này, bạn cần một máy phát điện sẽ cung cấp điện áp ở cấp độ hoạt động.
Máy hàn đơn giản.
Cách chọn đúng hiện tại
Dòng hàn là một chỉ số quan trọng của hàn và xác định loại và tính chất của đường may và hiệu suất của công việc. Dòng điện càng cao, hồ quang càng ổn định và độ sâu thâm nhập càng lớn. Cường độ hiện tại phụ thuộc vào vị trí của phôi trong không gian và vào kích thước của điện cực. Giá trị cao nhất được đặt cho hàn ngang phôi. Đối với khớp dọc, giá trị hiện tại được áp dụng ít hơn 15% và đối với khớp trần - 20%.
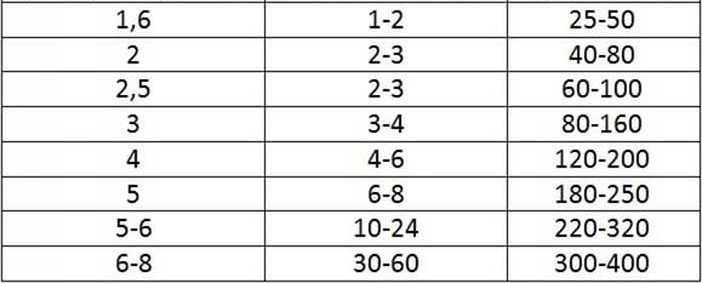
Cường độ hiện tại phụ thuộc vào vị trí của phôi và kích thước của điện cực
Làm thế nào để thắp sáng một vòng cung
Cách đầu tiên là bằng cách chạm vào. Để làm điều này, cài đặt điện cực ở góc khoảng 60 ° so với sản phẩm. Từ từ giữ chúng trên bề mặt. Tia lửa sẽ xuất hiện, bây giờ chúng ta chạm vào kim loại bằng điện cực và nâng nó lên độ cao không quá 5 mm.
Nếu thao tác được thực hiện chính xác, hồ quang sẽ sáng. Một khoảng cách năm milimet phải được duy trì trong suốt quá trình hàn. Cần lưu ý rằng với việc hàn kim loại đúng cách bằng hàn điện, điện cực sẽ dần dần bị cháy, do đó, nó liên tục gần hơn với kim loại. Điện cực nên được di chuyển từ từ, nếu nó đột ngột dính, bạn sẽ phải xoay nhẹ sang một bên. Nếu hồ quang không bắt lửa, có thể cần phải tăng cường độ hiện tại.
Cách thứ hai là nổi bật. Cần phải mang điện cực lên bề mặt phôi và đập vào phần đó, như thể bạn đang chiếu sáng một que diêm. Có thể tạo điều kiện cho việc đánh lửa điện cực bằng cách trát từ cạnh của nó.
Nghiêng và chuyển động của điện cực
Sau khi có thể đốt cháy và duy trì hồ quang mà không gặp vấn đề gì, đã đến lúc tiến hành phản ứng tổng hợp của con lăn. Chúng ta chiếu sáng hồ quang, từ từ và nhẹ nhàng di chuyển điện cực theo chiều ngang, thực hiện các chuyển động dao động ánh sáng. Cùng lúc đó, kim loại nóng chảy dường như đã đưa đón đến trung tâm của vòng cung. Kết quả phải là một đường may chắc chắn với các sóng nhỏ được hình thành bởi kim loại mối hàn.
Góc của điện cực cho một thợ hàn mới làm quen tốt hơn để quan sát khoảng 70 độ, nghĩa là, với một độ lệch nhẹ so với phương thẳng đứng. Dưới đây là sơ đồ hàn hồ quang.
Góc của điện cực khoảng 70 độ
Nếu điện cực bị cháy gần như hoàn toàn trong quá trình hàn các bộ phận và đường may chưa hoàn thành, công việc tạm thời bị dừng lại. Chúng tôi thay đổi phần tử đã sử dụng sang phần tử mới, loại bỏ xỉ và tiếp tục hoạt động. Ở khoảng cách khoảng 12 mm từ hốc hình thành ở cuối đường may, còn được gọi là miệng núi lửa, chúng tôi đốt cháy vòng cung. Chúng tôi mang điện cực đến hốc để một hợp kim được hình thành từ kim loại của điện cực cũ và mới được lắp đặt, sau đó tiếp tục hàn đường may.

Trong quá trình hàn, điện cực tạo ra các chuyển động nhất định, chủ yếu là tịnh tiến, dọc và ngang. Từ sự kết hợp của chúng, các loại đường nối khác nhau được thực hiện, phổ biến nhất được hiển thị trong sơ đồ
Quỹ đạo của hồ quang trong quá trình hàn các bộ phận có thể được thực hiện theo ba hướng:
- Cấp tiến. Giả sử di chuyển vòng cung dọc theo trục của điện cực. Vì vậy, nó đủ dễ dàng để duy trì chiều dài hồ quang ổn định.
- Theo chiều dọc. Nó tạo thành một con lăn hàn dây tóc, chiều cao phụ thuộc vào tốc độ di chuyển của điện cực và độ dày của nó. Đây là một đường may thông thường, nhưng rất mỏng. Để khắc phục nó, trong quá trình di chuyển điện cực dọc theo đường hàn, các chuyển động ngang cũng được thực hiện.
- Ngang. Cho phép bạn có được chiều rộng đường may mong muốn. Nó được thực hiện bởi các chuyển động dao động. Chiều rộng của chúng được chọn dựa trên kích thước và vị trí của đường may, hình dạng cắt của nó, v.v.
Trong thực tế, cả ba chuyển động chính đều được sử dụng, được đặt chồng lên nhau và tạo thành một quỹ đạo nhất định. Có những lựa chọn cổ điển, tuy nhiên, mỗi bậc thầy thường "nhìn thấy" chữ viết tay của chính mình. Điều chính là trong quá trình làm việc, các cạnh của các phần tử được kết nối được nấu chảy tốt, và có được một đường may có hình dạng nhất định.
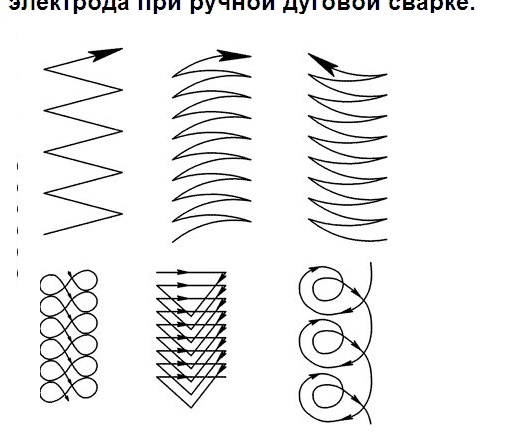
Theo quy định, cả ba hướng đều được áp dụng, chúng có thể chồng lên nhau và tạo thành một quỹ đạo
đường Hàn
Hàn trần
Đường may này được coi là khó khăn nhất, vì hồ hàn được đảo lộn và nằm phía trên thợ hàn. Điện cực được chọn không quá 4 mm và được đưa một chút sang một bên để kim loại không lan rộng. Sử dụng hồ quang ngắn và điện cực khô hoàn toàn, đường may trong quá trình hàn trần phải mỏng. Sự chuyển động diễn ra trên chính nó, do đó thợ hàn dễ dàng kiểm soát chất lượng của đường may hơn. Có một số cách để làm điều đó:
- thang;
- trăng lưỡi liềm;
- nghịch đảo.
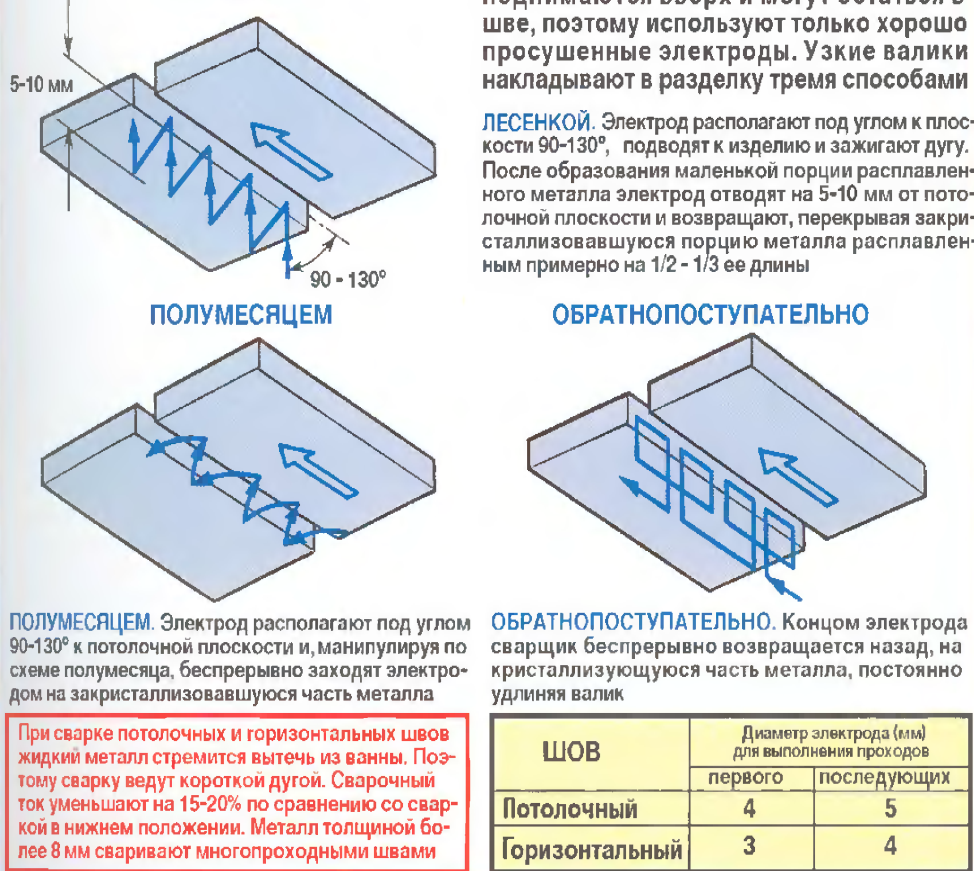
Khớp trần được coi là khó khăn nhất
Video: làm đường may trần
Theo chiều dọc
Khi thực hiện một đường may như vậy, bạn có thể dẫn điện cực từ trên xuống dưới hoặc từ dưới lên trên. Để ngăn kim loại thoát nước, điện cực phải được đặt ở góc 45-50 độ so với vị trí vuông góc. Thợ hàn có kinh nghiệm khuyên bạn nên thực hiện đường may này trong một lần chạy.
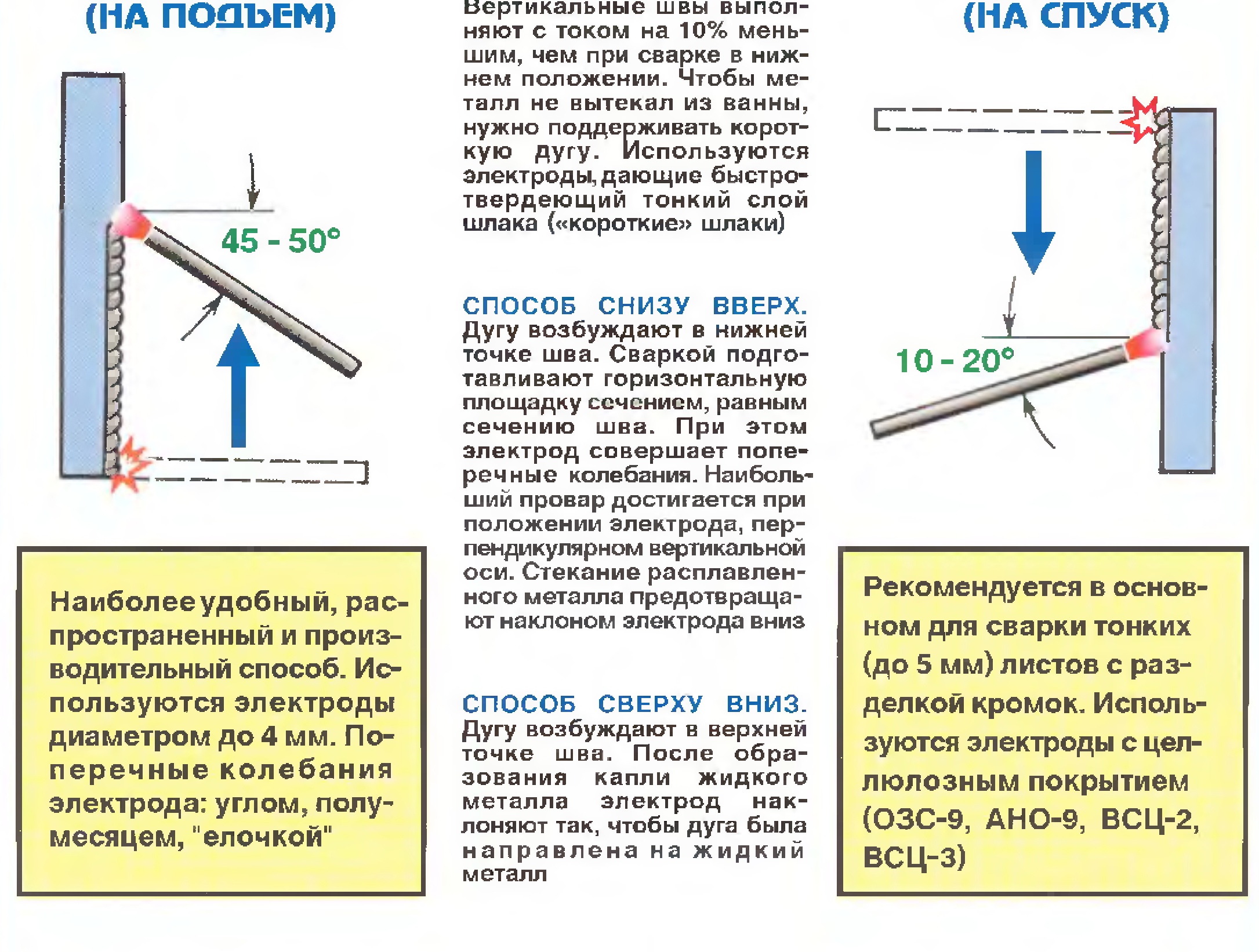
Khi thực hiện đường may thẳng đứng, điện cực được đặt ở góc 45-50 độ
Video: đường may dọc
23.03
Đường may ngang
Khi thực hiện một đường may như vậy, khó khăn chính nằm ở dòng kim loại chảy xuống. Để giải quyết vấn đề này, thợ hàn phải chọn góc của điện cực và tốc độ đi qua. Hàn được thực hiện từ trái sang phải hoặc từ phải sang trái.
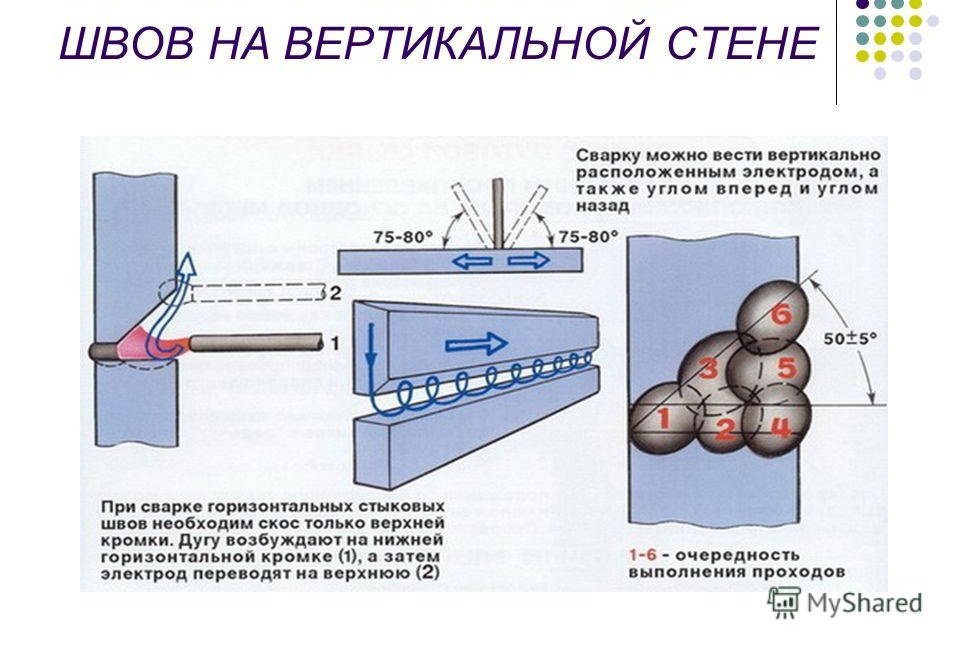
Khi thực hiện đường may nằm ngang, bạn cần chọn chính xác góc của điện cực và tốc độ đi qua
Góc cạnh
Khi tạo thành góc hoặc khớp chữ T, các bộ phận được đặt ở các góc khác nhau bằng thuyền để kim loại nóng chảy chảy vào một góc. Sau đó, chúng được bắt bằng cách hàn ở cả hai bên, một cạnh của cấu trúc nên cao hơn một chút so với bên kia. Chuyển động của điện cực bắt đầu từ điểm dưới cùng.
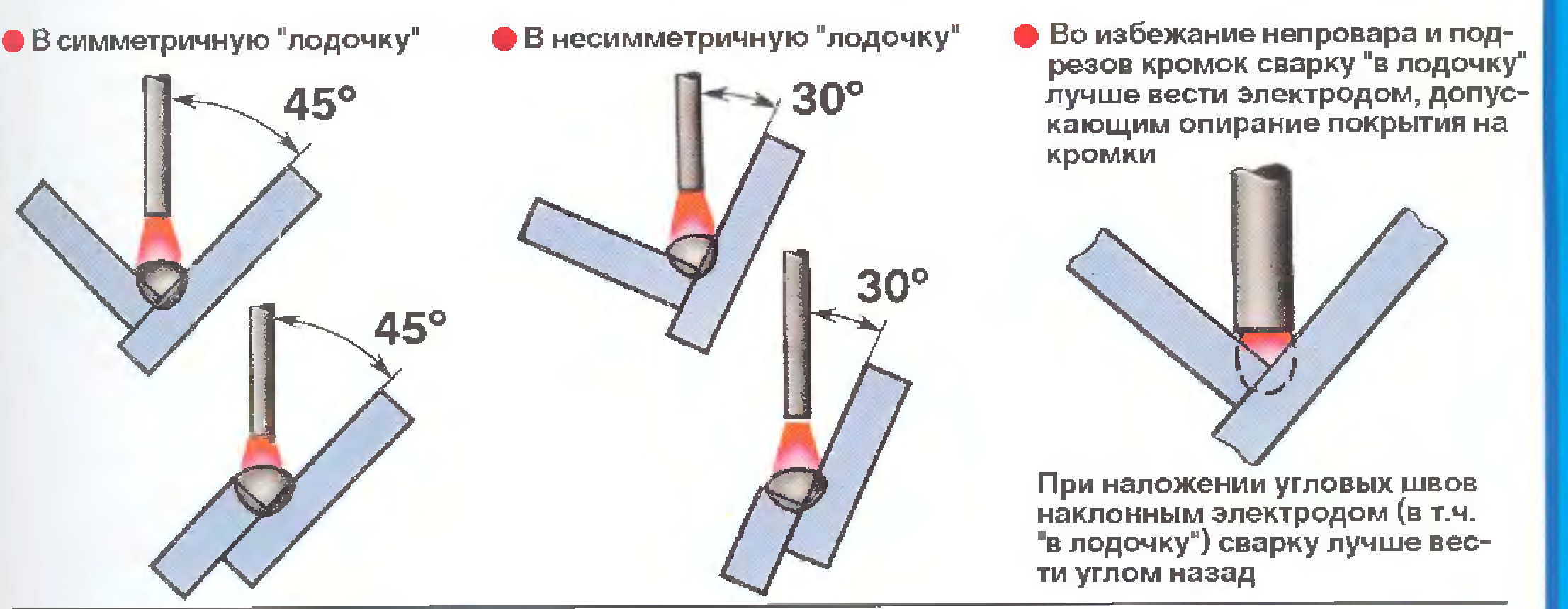
Trong hàn góc, chuyển động điện cực bắt đầu từ phía dưới
Đặc điểm của hàn đường ống
Bằng cách hàn hồ quang, bạn có thể tạo một đường may thẳng đứng, nằm ở bên cạnh ống, nằm ngang - dọc theo chu vi của nó. Cũng như trần và đáy, nằm, tương ứng, trên và dưới. Hơn nữa, sau này được coi là thuận tiện nhất trong thực hiện. Ống thép thường được hàn mông với sự xâm nhập bắt buộc của tất cả các cạnh dọc theo chiều cao của các bức tường. Để giảm dòng chảy bên trong đường ống, góc nghiêng của điện cực không quá 45 ° so với phương ngang được chọn. Chiều cao của đường may là 2-3 mm, chiều rộng là 6-8 mm. Khi hàn lap, chiều cao của đường may khoảng 3 mm, và chiều rộng là 6-8 mm.
Trước khi bắt đầu nấu ống bằng hàn điện, chúng tôi thực hiện công việc chuẩn bị:
- làm sạch hoàn toàn các mặt hàng;
- nếu các đầu của ống bị biến dạng, cắt hoặc làm thẳng chúng;
- làm sạch các cạnh. Chúng tôi làm sạch tối thiểu 10 mm của các mặt phẳng bên ngoài và bên trong liền kề với các cạnh ống để ánh kim loại.
Bây giờ bạn có thể bắt đầu hàn. Tất cả các khớp được xử lý liên tục, lên đến hàn hoàn chỉnh. Các khớp nối ống quay cũng như không quay với chiều rộng thành lên đến 6 mm được sản xuất trong ít nhất 2 lớp. Với chiều rộng tường 6-12 mm, ba lớp được thực hiện, hơn 19 mm - bốn. Điểm đặc biệt của hàn ống là mỗi đường may được áp dụng cho mối nối phải được làm sạch xỉ, sau đó thực hiện các thao tác sau. Các đường may đầu tiên là trách nhiệm nhất. Nó sẽ làm tan chảy hoàn toàn tất cả các cạnh và cùn. Nó đặc biệt được kiểm tra cẩn thận để phát hiện vết nứt. Nếu chúng có mặt, chúng được nấu chảy, hoặc một mảnh được cắt xuống và ủ lại.

Lớp cuối cùng được tạo ra càng nhiều càng tốt với sự chuyển đổi suôn sẻ sang kim loại cơ bản
Lớp thứ hai và tất cả các lớp tiếp theo được thực hiện bằng cách xoay từ từ ống. Sự kết thúc và bắt đầu của tất cả các lớp nhất thiết phải được dịch chuyển so với lớp trước 15-30 mm. Lớp cuối cùng được thực hiện với sự chuyển tiếp trơn tru sang kim loại cơ bản và với bề mặt phẳng. Để cải thiện chất lượng hàn ống bằng hàn điện, mỗi lớp tiếp theo được thực hiện theo hướng ngược lại so với lớp trước và các điểm kéo của chúng phải được đặt cách nhau.
Tự hàn là một công việc khá phức tạp. Tuy nhiên, nếu bạn muốn, bạn vẫn có thể làm chủ nó. Bạn cần học các quy tắc cơ bản của quy trình và dần dần học cách thực hiện các bài tập đơn giản nhất. Không cần phải dành thời gian và năng lượng để làm chủ những điều cơ bản, điều này sẽ trở thành nền tảng của sự làm chủ. Sau đó, sẽ có thể mạnh dạn chuyển sang các kỹ thuật phức tạp hơn, mài giũa kỹ năng của bạn.
Tài liệu cập nhật 03.03.2018


5 bình luận