Paano magluto ng welding: isang kumpletong gabay para sa mga nagsisimula

Ang isang welding seam ay isa sa mga maaasahang paraan upang ikonekta ang mga bahagi. Ginagamit ito sa industriya at sa pang-araw-araw na buhay. Ang bawat manggagawa sa bahay ay gumagamit ng welding paminsan-minsan. Buweno, kung alam niya kung paano lutuin ang kanyang sarili, ngunit madalas na kailangang lumiko sa mga espesyalista. Ngunit ang welding ay posible upang malaman. Dapat mong simulan sa pinakasimpleng bagay: ang electric welding para sa mga nagsisimula ay, una sa lahat, pagsasanay upang makagawa ng iba't ibang mga tahi. Ang mas kumplikadong trabaho ay maaari lamang gawin sa karanasan. Tingnan natin ang mga pangunahing kaalaman ng teknolohiya at ilang mga trick ng proseso ng hinang, pati na rin ang kagamitan at materyales na ginamit.
Nilalaman
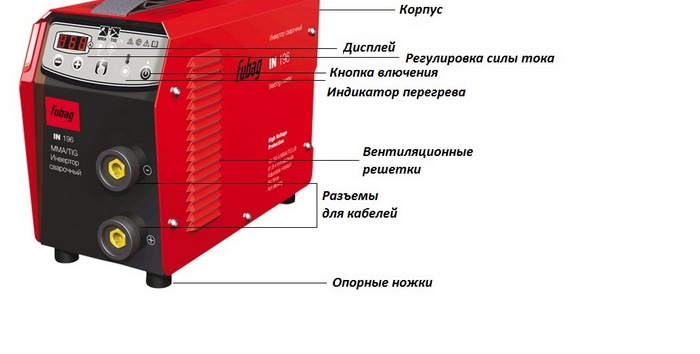
Mga uri ng mga welding machine
Para sa tamang pagpili ng machine ng welding, kinakailangang isaalang-alang ang lahat ng mga kalamangan at kahinaan ng iba't ibang uri at modelo ng mga welder.
Mga Transformer - ang pinakasimpleng at pinaka-tradisyunal na aparato, medyo mabigat sa timbang, na ginawa batay sa isang step-down transpormer, na nagdadala ng halaga ng boltahe sa kinakailangang halaga para sa operasyon. Ang isang tampok ng mga transformer ay nagpapatakbo sila sa alternating kasalukuyang, na lumilikha ng isang hindi matatag na arko. Sa kumbinasyon ng isang nadagdagang halaga ng slag at gas impurities, ang gayong arko ay nagtataguyod ng pag-spray ng metal at sinasamsam ang hitsura ng seam. Ang isang mataas na kalidad na seam na may tulad na aparato ay maaaring gawin ng isang karanasan na welder na may mga kasanayan sa isang transpormer.

Pinapayagan ang simpleng patakaran ng pamahalaan sa pamamagitan ng alternating kasalukuyang
Mga Rectifiers - ang mga welder na maaaring mag-convert ng alternating kasalukuyang upang idirekta at babaan ang boltahe ng network gamit ang semiconductor diode. Ang direktang kasalukuyang ay nagbibigay ng isang matatag na arko at nagbibigay-daan sa iyo upang gawin ang welding seam na homogenous at airtight, malakas at maganda. Ang rectifier ay unibersal, ang lahat ng mga uri ng mga electrodes ay angkop para dito, ang lahat ng mga uri ng mga metal ay maaaring lutuin ng aparatong ito: hindi kinakalawang na asero, aluminyo, tanso, titanium, iba't ibang mga haluang metal.

Ang isang universal machine welding na angkop para sa lahat ng mga uri ng mga electrodes
Mga Inverters - Ang mga ito ay napaka-tanyag dahil ang mga ito ay magaan, may mahusay na pag-andar, at may mga awtomatikong setting. Ang ganitong mga katangiang pang-teknikal ay nagpapahintulot sa mga nagsisimula na magtrabaho dito. Ang disenyo ng patakaran ng pamahalaan ay may kasamang isang bilang ng mga yunit na nag-convert ng alternating kasalukuyang ng network sa direktang kasalukuyang ng mataas na kapangyarihan. Ang bentahe ng ganitong uri ng mga welder ay:
- ang kakayahang mag-fine tune;
- gumaganap ng isang malawak na hanay ng mga gawain;
- matatag na arko;
- paglaban sa mga surge ng kuryente;
- mataas na kalidad ng hinang, makinis na tahi;
- gumana sa lahat ng mga uri ng mga electrodes;
- koneksyon ng lahat ng uri ng mga metal ng anumang kapal at posisyon sa espasyo.
- Mayroon itong mga karagdagang pag-andar na pumipigil sa pagdikit ng electrode at pagbagsak ng luha;
- ang kakayahang mag-apoy ng elektrod sa maximum na kasalukuyang supply;
Sa mga minus, mapapansin ito:
- ang pangangailangan para sa madalas na pag-alis ng alikabok;
- limitadong haba ng cable na katumbas ng 2.5 m;
- ang kawalan ng kakayahang magtrabaho sa temperatura ng hangin sa ibaba - 15 degree.

Inverter na angkop para sa mga bag ng welder
Mga aparato ng semiautomatic - Mayroong dalawang uri. Ang unang pagtaas ng pagiging produktibo ng hinang dahil sa patuloy na supply ng kawad. Sa kasong ito, hindi kinakailangan na patuloy na baguhin ang mga electrodes. Ang seam ay maayos, tuloy-tuloy at walang mga depekto. Ang pangalawa ay nagtatrabaho sa isang gas na kapaligiran, para dito ginagamit nila ang oxygen, nitrogen at carbon dioxide, pati na rin ang argon at helium. Ang mga welding ng gas ay may mga sumusunod na pakinabang:
- ang isang yunit ay dinisenyo upang gumana sa parehong gas at wire;
- mahusay na kalidad at aesthetics ng seam;
- matatag na makinis na arko;
- mataas na pag-andar;
- ang kakayahang maglagay ng kumplikadong mga kasukasuan.

Gamit ang makinang ito, maaari kang gumawa ng isang de-kalidad na weld
Ano ang kinakailangan para sa isang novice welder upang gumana
Una sa lahat, kailangan mong maghanda ng kagamitan at oberols.
Mga tool at proteksiyon na kagamitan
Mangangailangan ka talaga ng isang welding machine, isang hanay ng mga electrodes, isang martilyo at isang pait para sa churning slag, isang metal brush para sa paglilinis ng mga seams. Ang isang may-hawak ng kuryente ay ginagamit upang salansan, hawakan ang elektrod at ibigay ang kasalukuyang dito. Kinakailangan din ang isang hanay ng mga template upang suriin ang laki ng tahi. Ang diameter ng elektrod ay napili depende sa kapal ng sheet ng metal. Huwag kalimutan ang tungkol sa proteksyon. Naghahanda kami ng isang welding mask na may isang espesyal na light filter na hindi pumasa sa mga infrared ray at pinoprotektahan ang mga mata. Ang mga screenshot at kalasag ay gumaganap ng parehong pag-andar. Ang suit ng Tarpaulin, na binubuo ng isang dyaket na may mahabang manggas at makinis na pantalon na walang lapels, leather o felted na sapatos para sa proteksyon laban sa mga splashes ng metal at guwantes o mittens, tarpaulin o suede na may overlap sa mga manggas. Ang ganitong direktang, saradong damit ay pinipigilan ang welder mula sa pagkuha ng tinunaw na metal sa kanyang katawan.
Mayroong mga espesyal na kagamitan sa proteksiyon na ginagamit upang gumana sa mga taas at sa loob ng mga bagay na metal kapag nagtatrabaho sa isang madaling kadahilanan. Sa ganitong mga kaso, kakailanganin mo ang dielectric na bota, isang helmet, guwantes, isang basahan, mga pad ng tuhod, armrests, at para sa high-altitude welding kailangan mo ng isang safety belt na may mga strap.

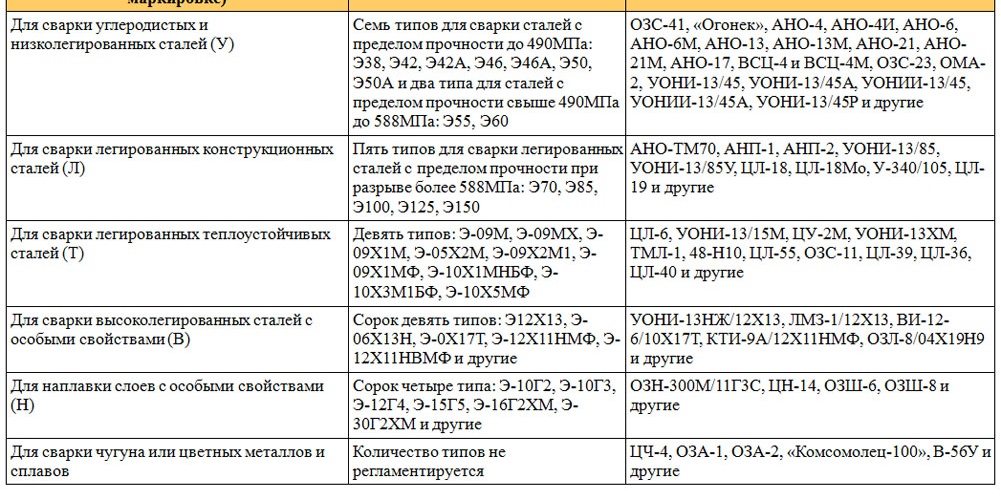
Ano ang pipiliin ng mga electrodes
Ang mga electrodes ay dumating sa iba't ibang uri at tatak. Ito ay dahil sa pangangailangan na piliin ang metal ng mga konektadong bahagi at ang parehong metal na elektrod.
Ang bawat elektrod ay may isang pagmamarka na nagbibigay sa welder ng lahat ng kinakailangang impormasyon. Ang pag-aaral na basahin ang mga marka ay madali.
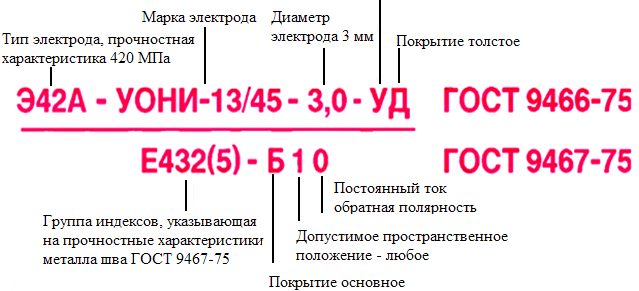
Ang mga espesyal na pagmamarka ay ipinahiwatig sa mga electrodes.
Kadalasan sila ay pinahiran ng iba't ibang mga coatings sa itaas, na nagbibigay sa mga electrodes ng mga katangian na kinakailangan para sa hinang iba't ibang mga metal at mga kondisyon ng pagtatrabaho. Narito ang isang talahanayan ng pag-uuri ng mga electrodes ayon sa uri ng patong at aplikasyon.
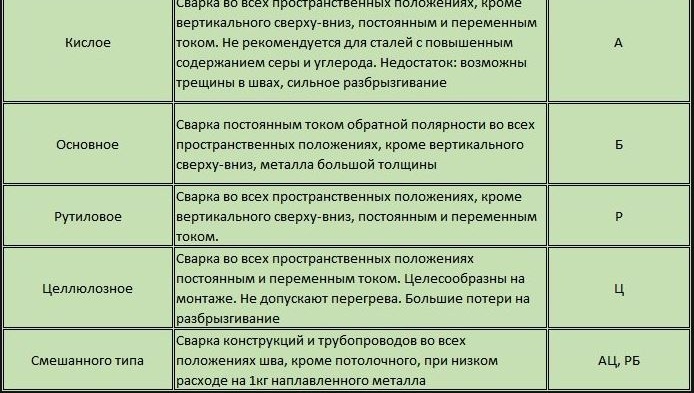
Ang espesyal na patong ay nagbibigay sa mga espesyal na katangian ng electrodes para sa hinang iba't ibang mga metal
Ang pag-uuri ng mga electrodes ayon sa uri at layunin ay makikita sa label ng produkto.
Iba-iba ang uri ng mga electrodes at layunin.
Mga uri ng mga welds
Ang pagkonekta ng mga weld ay nahahati sa lokasyon, lakas, teknolohiya, mga tampok ng disenyo. Mga uri ng lokasyon ng mga seams:
- Mas mababa. Ang pinakasimpleng at pinaka-maginhawa, salamat sa puwersa ng grabidad, pinupuno ng metal ang agwat sa pagitan ng mga bahagi. Ito ang pinaka matibay at matipid na seam.
- Pahalang. Ang mga workpieces ay patayo sa elektrod at ang seam ay tumatakbo nang pahalang. Ang bahagi ng metal ay umalis sa welding zone at mas mabilis ang natupok ng elektrod.
- Vertical.Sa kasong ito, ang mga workpieces ay patayo din sa elektrod, ngunit ang seam ay nabuo nang patayo. Ang tinunaw na metal ay may kaugaliang bumaba, ang pagkonsumo ng elektrod ay makabuluhan.
- Inclined. Ang kilusan ng kamay ng welder ay nakakiling. Ginagamit ito para sa mga kasukasuan ng sulok at tee.
- Ang seam ng kisame ay matatagpuan sa itaas ng master.
Paghiwalay ng disenyo:
- Butt Ang kasukasuan ng puwit ay medyo matibay at matipid, hindi nito pinapagalitan ang magkasanib na ibabaw. Ito ay isang unibersal na koneksyon.
- Lap ang mga bahagi ng weld kapag walang sapat na puwang para sa isang weld weld. Ang kapal ng mga workpieces ay hindi dapat higit sa 8-10 mm.
- Inirerekomenda na i-weld ang fillet weld sa magkabilang panig, habang ang mga workpieces ay matatagpuan sa isang anggulo sa bawat isa. Ang seam na ito ay hindi madaling gumanap dahil sa pagtaas sa init na apektado ng init at ang mataas na pagkonsumo ng elektrod.
- Ang T-joint ay isang angular seam kung saan ang mga eroplano ng mga bahagi ay welded patayo. Ang seam ay nabuo sa dalawang panig, medyo kumplikado ito.
- Ang isang seam para sa mga de-koryenteng rivet ay ginagamit kapag hindi na kailangan para sa isang airtight seam, ito ang pinaka-matipid at hindi nakakaganyak.
Ang paggawa ng welding ay maaaring gawin sa isang layer o sa maraming mga layer para sa makapal na mga workpieces.
Paano Alamin upang Magluto sa pamamagitan ng Welding - Gabay sa Isang Baguhan
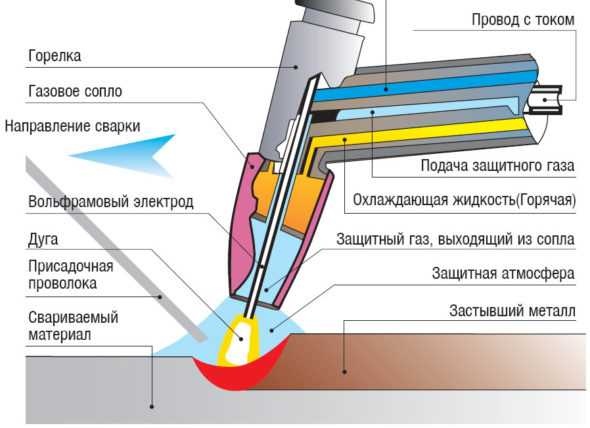
Ang welding ay isang proseso ng mataas na temperatura. Para sa pagpapatupad nito, isang electric arc ang nabuo at gaganapin mula sa elektrod hanggang sa welded product. Sa ilalim ng impluwensya nito, ang base material at ang metal rod ng electrode matunaw. Sinasabi ng mga espesyalista na ang isang weld pool ay nabuo, kung saan ang base at elektrod metal ay halo-halong. Ang laki ng nabuo na paliguan nang direkta ay nakasalalay sa napiling mode ng hinang, posisyon ng spatial, bilis ng arko, hugis at sukat ng gilid, atbp. Sa average, ang lapad nito ay 8-15 mm, haba ng 10-30 mm at lalim - mga 6 mm.
Ang patong ng elektrod, ang tinatawag na patong, sa panahon ng pagtunaw ay bumubuo ng isang espesyal na gas zone sa rehiyon ng arko at sa itaas ng paliguan. Inilipat nito ang lahat ng hangin mula sa lugar ng hinang at pinipigilan ang pakikipag-ugnayan ng tinunaw na metal na may oxygen. Bilang karagdagan, naglalaman ito ng mga pares ng parehong mga base at elektrod na metal. Ang slag ay nabuo sa tuktok ng weld, na pinipigilan din ang pakikipag-ugnay ng matunaw na may hangin, na negatibong nakakaapekto sa kalidad ng hinang. Matapos ang unti-unting pag-alis ng electric arc, ang metal ay nagsisimulang mag-crystallize at ang isang seam ay nabuo na pinagsasama ang mga welded na bahagi. Sa tuktok nito ay isang proteksiyon na layer ng slag, na sa kalaunan ay tinanggal.

Sa panahon ng welding seam, ang patong ng elektrod ay natunaw, na bumubuo ng isang espesyal na gas zone. Sa loob nito, ang base metal at elektrod ay halo-halong
Pinakamainam para sa mga welders ng baguhan na makuha ang unang karanasan sa ilalim ng gabay ng isang espesyalista na maaaring iwasto ang mga posibleng pagkakamali at magbigay ng kapaki-pakinabang na payo. Ito ay kinakailangan upang simulan ang trabaho, pagkakaroon ng maaasahan na naayos ang isang detalye. Para sa kaligtasan ng sunog, kailangan mong maglagay ng isang bucket ng tubig na malapit sa iyo. Para sa parehong kadahilanan, imposible na isagawa ang gawaing hinang sa isang kahoy na base at huwag pansinin kahit na napakaliit na nalalabi ng ginamit na elektrod.
Koneksyon ng welding machine
Para sa ligtas na gumana nang ligtas, dapat mong ikonekta ang makina sa network, na sinusunod ang mga sumusunod na patakaran:
- Una kailangan mong suriin ang boltahe at kasalukuyang dalas. Ang mga data na ito ay dapat na pareho sa network at sa aparato.
- Itinakda namin ang kinakalkula na halaga ng kasalukuyang kapangyarihan sa machine ng welding, na dapat na tumutugma sa napiling diameter ng elektrod. Kung pinapayagan ka ng block ng mga setting ng welder na piliin ang boltahe, kailangan mong itakda ito kaagad. Ang koneksyon ay ginawa sa pamamagitan ng isang espesyal na plug at isang grounding lug.
- Ligtas na i-fasten ang ground terminal. Suriin na ang cable ay insulated at maingat na naka-tuck sa isang espesyal na may-hawak.
- Siguraduhing suriin ang lahat ng mga koneksyon, cable, plugs.
- Maaari kang gumamit ng isang espesyal na extension ng cable na nag-uugnay nang walang mga intermediate na koneksyon.
- Sa mas matatandang bahay na may mahinang mga kable, maaaring maganap ang mga patak ng boltahe. Pinipigilan nito ang proseso at maaaring makapinsala sa kagamitan sa hinang. Sa kasong ito, kailangan mo ng isang electric generator na magbibigay ng boltahe sa antas ng operating.
Ang welding machine ay simple
Paano pumili ng tamang kasalukuyang
Ang kasalukuyang welding ay isang mahalagang tagapagpahiwatig ng hinang at tinutukoy ang uri at likas na katangian ng tahi at ang pagiging produktibo ng trabaho. Ang mas mataas na kasalukuyang, mas matatag ang arko at mas malaki ang lalim ng pagtagos. Ang kasalukuyang lakas ay nakasalalay sa lokasyon ng mga workpieces sa espasyo at sa laki ng elektrod. Ang pinakamataas na halaga ay nakatakda para sa hinang mga pahalang na workpieces. Para sa mga vertical na kasukasuan, ang kasalukuyang halaga ay inilalapat ng 15% na mas kaunti, at para sa mga kasukasuan sa kisame - ng 20%.
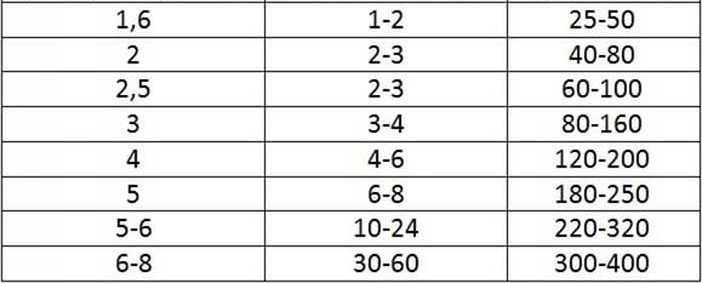
Ang kasalukuyang lakas ay nakasalalay sa lokasyon ng mga workpieces at sa laki ng elektrod
Paano magagaan ang isang arko
Ang unang paraan ay sa pamamagitan ng pagpindot. Upang gawin ito, i-install ang elektrod sa isang anggulo ng tungkol sa 60 ° na may kaugnayan sa produkto. Dahan-dahang hawakan ang mga ito sa ibabaw. Ang mga spark ay dapat lumitaw, ngayon hawakan namin ang metal gamit ang elektrod at pinataas ito sa taas na hindi hihigit sa 5 mm.
Kung ang operasyon ay isinagawa nang tama, ang arko ay magaan. Ang isang limang-milimetro na agwat ay dapat mapanatili sa buong hinang. Dapat itong isipin na sa wastong pag-welding ng metal sa pamamagitan ng electric welding, ang elektrod ay unti-unting mag-burn, kaya ito ay patuloy na medyo malapit sa metal. Ang elektrod ay dapat ilipat nang dahan-dahan, kung bigla itong dumikit, kailangan mong bahagyang i-swing ito sa gilid. Kung ang arko ay hindi mag-apoy, maaaring kinakailangan upang madagdagan ang kasalukuyang lakas.
Ang pangalawang paraan ay kapansin-pansin. Kinakailangan na dalhin ang elektrod sa ibabaw ng workpiece at hampasin ito sa bahagi, na parang nag-iilaw ka ng isang tugma. Posible upang mapadali ang pag-aapoy ng elektrod sa pamamagitan ng plastering mula sa gilid nito.
Ikiling at paggalaw ng elektrod
Pagkatapos posible na mag-apoy at mapanatili ang arko nang walang mga problema, oras na upang magpatuloy sa pagsasanib ng roller. Pinapagaan namin ang arko, dahan-dahang at maayos na ilipat ang elektrod nang pahalang, na gumaganap ng mga paggalaw ng ilaw na oscillating. Kasabay nito, ang tinunaw na metal ay tila "kunin" hanggang sa gitna ng arko. Ang resulta ay dapat na isang malakas na tahi na may maliit na alon na nabuo ng weld metal.
Ang anggulo ng elektrod para sa isang baguhan welder ay mas mahusay na obserbahan ang tungkol sa 70 degree, iyon ay, na may isang bahagyang paglihis mula sa patayo. Nasa ibaba ang isang diagram ng arc welding.
Ang anggulo ng elektrod ay humigit-kumulang na 70 degree
Kung ang elektrod ay sinunog nang halos ganap sa panahon ng hinang ng mga bahagi, at ang seam ay hindi pa nakumpleto, ang trabaho ay pansamantalang tumigil. Binago namin ang ginamit na elemento sa bago, tinanggal ang slag at patuloy na nagtatrabaho. Sa layo ng tungkol sa 12 mm mula sa recess nabuo sa dulo ng tahi, na kung saan ay tinatawag din na ang crater, pag-apuyin namin ang arc. Dinadala namin ang elektrod sa recess upang ang isang haluang metal ay nabuo mula sa metal ng luma at bagong naka-install na elektrod, pagkatapos na nagpapatuloy ang welding ng seam.

Sa panahon ng hinang, ang elektrod ay gumagawa ng ilang mga paggalaw, pangunahin sa pagsasalin, pahaba at transverse. Ang iba't ibang uri ng mga seams ay ginawa mula sa kanilang mga kumbinasyon, ang pinakakaraniwan ay ipinapakita sa diagram
Ang tilapon ng arko sa panahon ng hinang ng mga bahagi ay maaaring gawin sa tatlong direksyon:
- Progresibo. May kasamang paglipat ng arko sa kahabaan ng axis ng elektrod. Kaya, madali itong mapanatili ang isang matatag na haba ng arko.
- Pahaba. Ito ay bumubuo ng isang filament welding roller, ang taas ng kung saan ay nakasalalay sa bilis na gumagalaw ang elektrod at kapal nito. Ito ay isang karaniwang tahi ngunit napaka manipis. Upang ayusin ito, sa proseso ng paglipat ng elektrod kasama ang welded seam, ginagawa rin ang mga transverse na paggalaw.
- Transverse. Payagan kang makuha ang nais na lapad ng tahi. Isinasagawa ito ng mga paggalaw ng oscillatory. Ang kanilang lapad ay pinili batay sa laki at posisyon ng tahi, ang hugis ng pagputol nito, atbp.
Sa pagsasagawa, ang lahat ng tatlong pangunahing paggalaw ay ginagamit, na kung saan ay superimposed sa isa't isa at bumubuo ng isang tiyak na tilapon. Mayroong mga klasikong pagpipilian, gayunpaman, ang bawat master ay karaniwang "nakikita" ng kanyang sariling sulat-kamay. Ang pangunahing bagay ay sa panahon ng trabaho ang mga gilid ng mga konektadong elemento ay mahusay na natutunaw, at ang isang tahi ng isang naibigay na hugis ay nakuha.
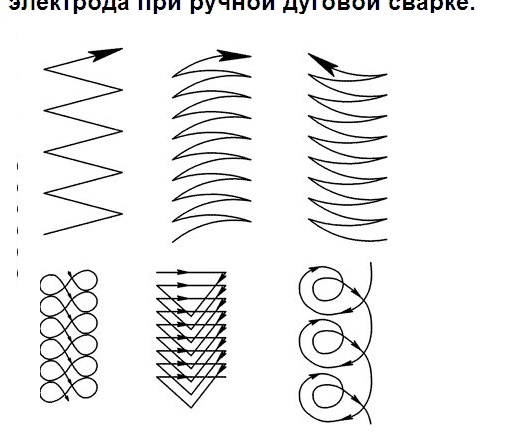
Bilang isang patakaran, ang lahat ng tatlong mga direksyon ay inilalapat, maaari silang mag-overlap at makabuo ng isang landas
Weld seams
Ceiling Weld
Ang seam na ito ay itinuturing na pinakamahirap, dahil ang weld pool ay nakabaligtad at matatagpuan sa itaas ng welder. Ang elektrod ay napili nang hindi hihigit sa 4 mm at kinuha ng kaunti sa gilid upang hindi kumalat ang metal. Gumamit ng isang maikling arko at ganap na tuyo ang mga electrodes, ang seam sa panahon ng welding ng kisame ay dapat na manipis. Ang paggalaw ay naganap sa sarili nito, kaya mas madali para sa welder na kontrolin ang kalidad ng seam. Mayroong maraming mga paraan upang gawin ito:
- hagdan;
- buwan ng buwan;
- inversely.
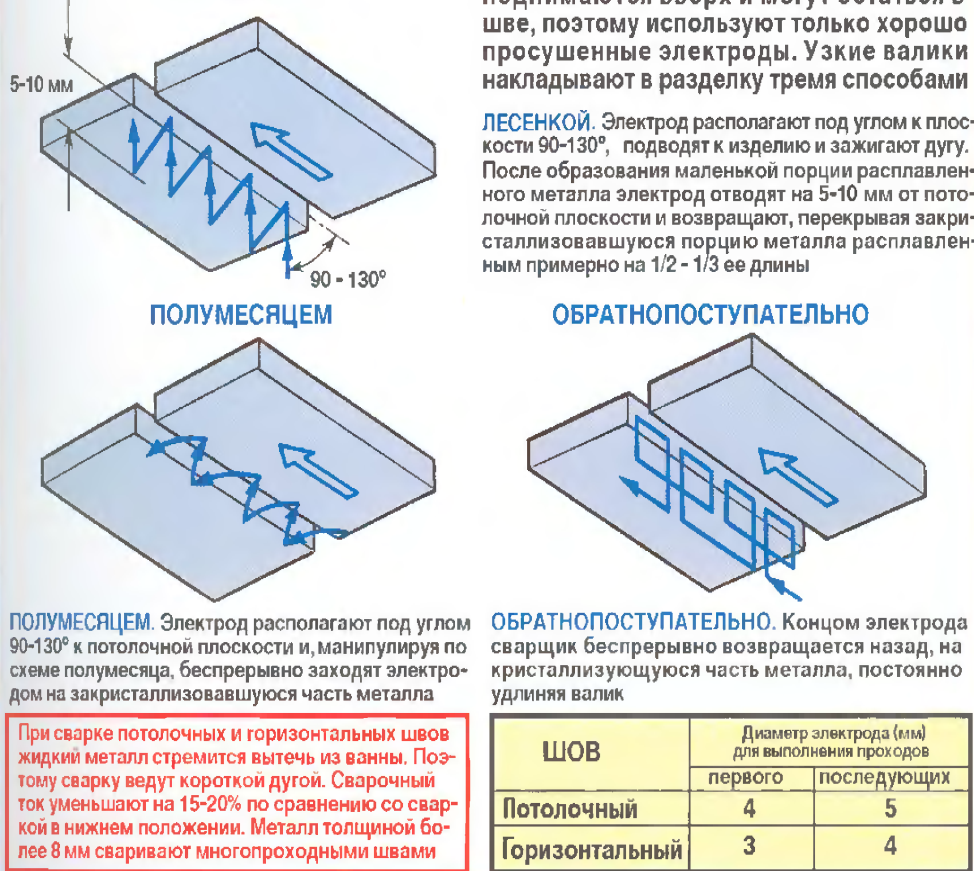
Ang mga magkasanib na kisame ay itinuturing na pinakamahirap
Video: paggawa ng seam ng kisame
Vertical
Kapag gumaganap ng tulad ng isang tahi, maaari mong mamuno ang elektrod mula sa itaas hanggang sa ibaba o mula sa ibaba hanggang sa itaas. Upang maiwasan ang pag-draining ng metal, ang elektrod ay dapat ilagay sa isang anggulo ng 45-50 degrees pababa mula sa patayo na posisyon. Inirerekomenda ng mga nakaranas ng mga welder na gawin ang seam na ito sa isang run.
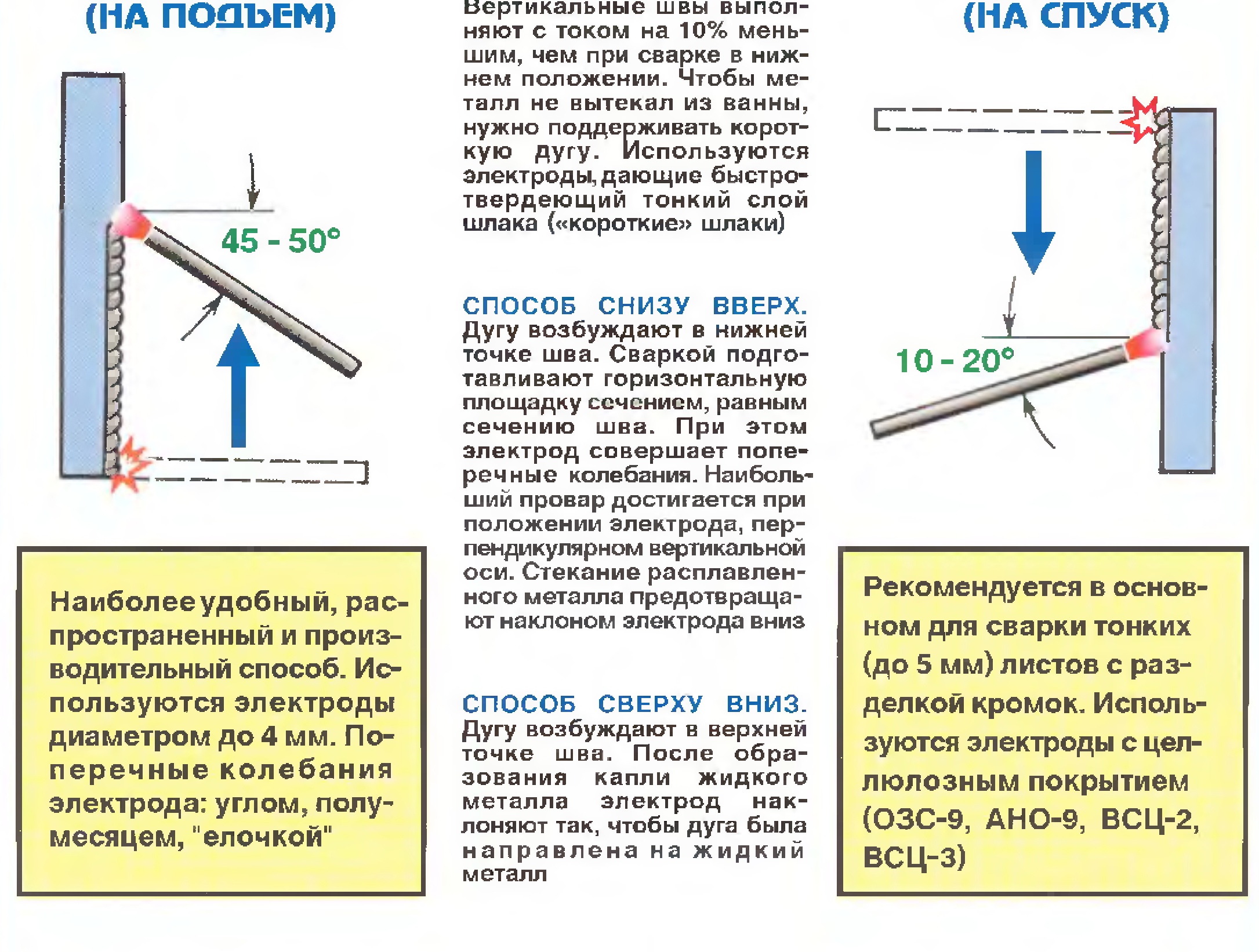
Kapag nagsasagawa ng isang vertical seam, ang elektrod ay matatagpuan sa isang anggulo ng 45-50 degrees
Video: vertical seam
23.03
Pahalang na tahi
Kapag gumaganap ng tulad ng isang tahi, ang pangunahing kahirapan ay namamalagi sa daloy ng metal pababa. Upang malutas ang problemang ito, dapat piliin ng welder ang anggulo ng elektrod at ang bilis ng pagpasa. Ang welding ay isinasagawa mula sa kaliwa hanggang kanan o mula sa kanan patungo sa kaliwa.
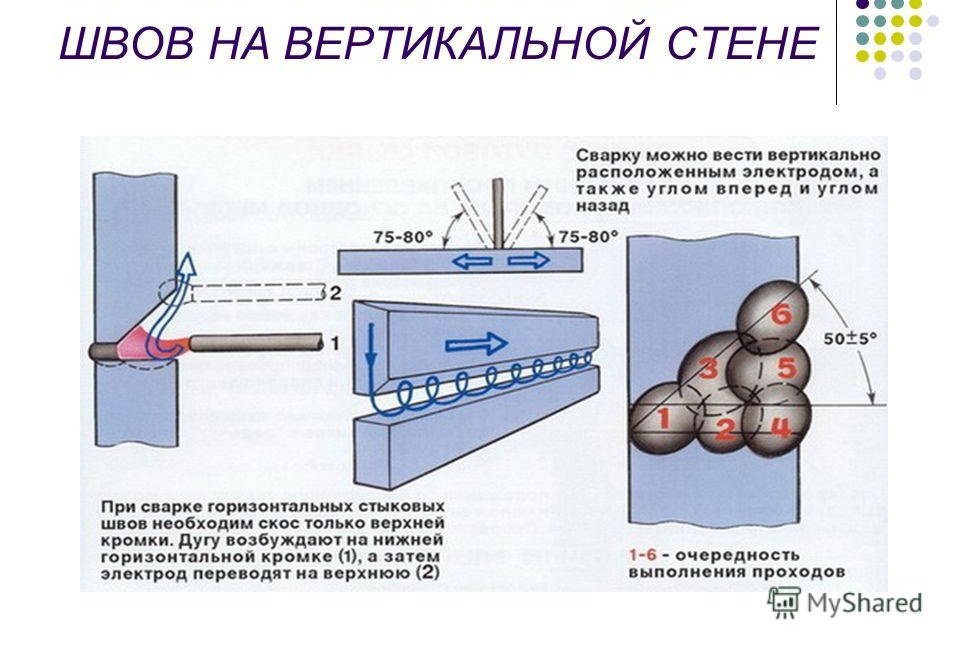
Kapag nagsasagawa ng isang pahalang na tahi, kailangan mong tama na piliin ang anggulo ng elektrod at ang bilis ng pagpasa
Angular
Kapag bumubuo ng fillet o T-joints, ang mga bahagi ay nakaposisyon sa iba't ibang mga anggulo ng bangka upang ang tinunaw na metal ay dumadaloy sa isang sulok. Pagkatapos ay nahuli sila sa pamamagitan ng hinang sa magkabilang panig, ang isang gilid ng istraktura ay dapat na bahagyang mas mataas kaysa sa iba pa. Ang paggalaw ng elektrod ay nagsisimula mula sa ilalim na punto.
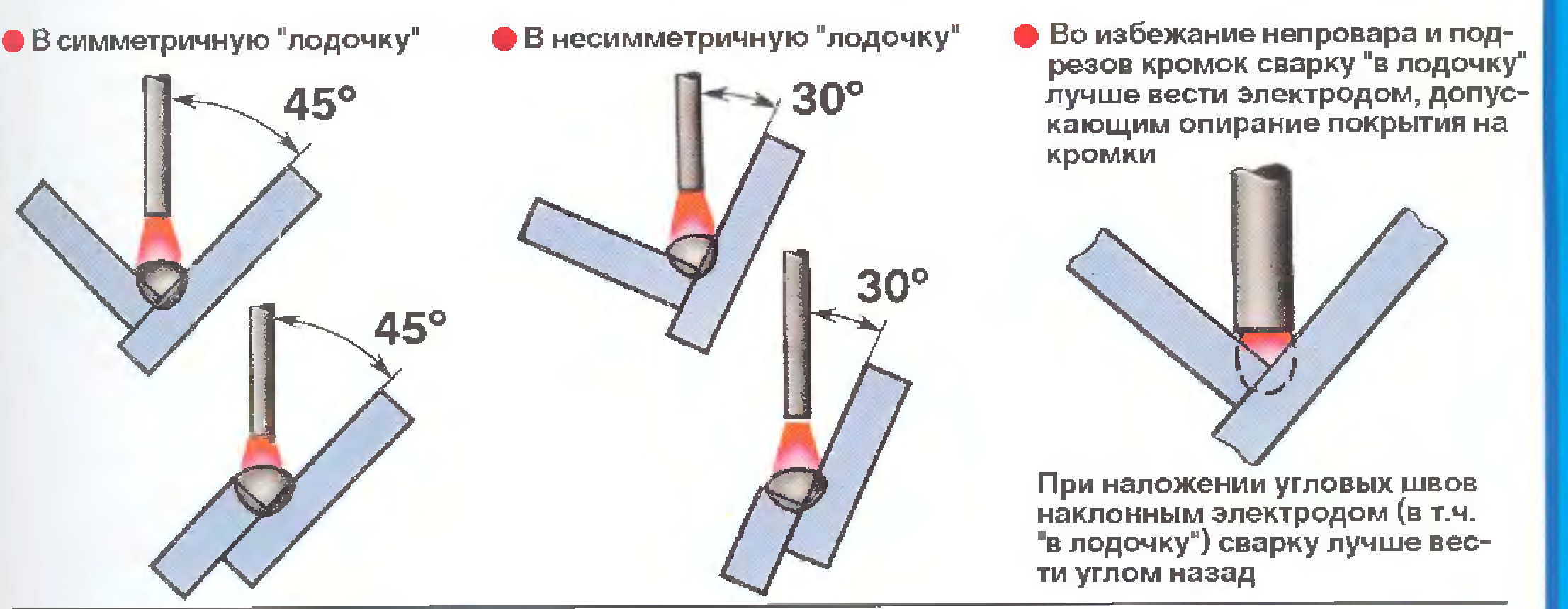
Sa anggulo ng hinang, ang kilusan ng elektrod ay nagsisimula mula sa ilalim
Mga tampok ng pipeline welding
Sa pamamagitan ng pag-welding ng arko, maaari kang gumawa ng isang patayo na seam, na matatagpuan sa gilid ng pipe, pahalang - kasama ang circumference nito. Pati na rin ang kisame at sa ilalim, na matatagpuan, ayon sa pagkakabanggit, sa itaas at sa ibaba. Bukod dito, ang huli ay itinuturing na pinaka maginhawa sa pagpapatupad. Ang mga pipa ng bakal ay karaniwang pino na hinangin na may sapilitan na pagtagos ng lahat ng mga gilid sa kahabaan ng taas ng mga dingding. Upang mabawasan ang pag-agos sa loob ng pipe, ang isang anggulo ng pagkahilig ng elektrod na hindi hihigit sa 45 ° na may kaugnayan sa pahalang ay napili. Ang taas ng tahi ay 2-3 mm, ang lapad ay 6-8 mm. Kapag ang lap welding, ang taas ng seam ay halos 3 mm, at ang lapad ay 6-8 mm.
Bago simulan ang lutuin ang pipe sa pamamagitan ng electric welding, nagsasagawa kami ng gawaing paghahanda:
- lubusan linisin ang item;
- kung ang mga dulo ng pipe ay deformed, gupitin o ituwid ang mga ito;
- linisin ang mga gilid. Nililinis namin ang pinakamaliit na 10 mm ng panlabas at panloob na mga eroplano na katabi ng mga gilid ng pipe sa isang metal na sheen.
Ngayon ay maaari mong simulan ang welding. Ang lahat ng mga kasukasuan ay patuloy na naproseso, hanggang sa kumpletong hinang. Ang swivel pati na rin ang mga non-swivel pipe na kasukasuan na may pader na lapad ng hanggang sa 6 mm ay ginawa ng hindi bababa sa 2 layer. Sa pamamagitan ng isang lapad ng pader na 6-12 mm - tatlong mga layer ay ginanap, higit sa 19 mm - apat. Ang kakaiba ng pipe welding ay ang bawat tahi na inilalapat sa magkasanib ay dapat malinis ng slag, pagkatapos kung saan isinasagawa ang sumusunod. Ang unang tahi ay ang pinaka responsable. Dapat itong ganap na matunaw ang lahat ng mga gilid at blunt. Lalo na itong maingat na sinuri para sa pagtuklas ng crack. Kung naroroon sila, sila ay pinalamanan, o isang piraso ay pinutol at muling niluluto.

Ang pangwakas na layer ay kasing makinis hangga't maaari sa isang maayos na paglipat sa base metal
Ang pangalawa at lahat ng kasunod na mga layer ay isinasagawa sa pamamagitan ng dahan-dahang pag-on ng pipe. Ang pagtatapos at simula ng lahat ng mga layer ay kinakailangang lumipat kamag-anak sa nakaraang layer sa pamamagitan ng 15-30 mm. Ang pangwakas na layer ay ginampanan ng isang maayos na paglipat sa base metal at may isang patag na ibabaw. Upang mapabuti ang kalidad ng pipe welding sa pamamagitan ng electric welding, ang bawat kasunod na layer ay isinasagawa sa kabaligtaran ng direksyon na nauugnay sa nauna, at ang kanilang mga punto ng pagsasara ay dapat na nakahiwalay.
Ang self-welding ay isang mas kumplikadong pagsasagawa. Gayunpaman, kung nais mo, maaari mo pa ring master ito. Kailangan mong malaman ang pangunahing mga patakaran ng proseso at unti-unting matuto upang maisagawa ang pinakasimpleng pagsasanay. Hindi na kailangang mag-ekstrang oras at lakas upang makabisado ang mga pangunahing kaalaman, na magiging batayan ng kasanayan. Kasunod nito, posible na matapang na lumipat sa mas kumplikadong mga pamamaraan, na pinaparangalan ang iyong mga kasanayan.
Nai-update ang materyal na 03.03.2018


5 komento